基于RBF神經(jīng)網(wǎng)絡(luò)的復(fù)合材料固化均勻性優(yōu)化
2020-12-29 09:29:14姚衛(wèi)星
機械設(shè)計與制造工程 2020年12期
喬 巍,姚衛(wèi)星,2,黃 杰
(1.南京航空航天大學(xué)飛行器先進設(shè)計技術(shù)國防重點學(xué)科實驗室,江蘇 南京 210016)(2.南京航空航天大學(xué)機械結(jié)構(gòu)力學(xué)及控制國家重點實驗室,江蘇 南京 210016)
先進樹脂基復(fù)合材料是航空航天、船舶及風(fēng)電行業(yè)實現(xiàn)輕量化設(shè)計的關(guān)鍵性材料[1-2]。固化過程中樹脂的交聯(lián)聚合反應(yīng)產(chǎn)生了大量熱量,由于復(fù)合材料導(dǎo)熱系數(shù)非常小,當(dāng)結(jié)構(gòu)厚度較大時,結(jié)構(gòu)內(nèi)部的溫度場和固化度場呈現(xiàn)出較大的非均勻性,并產(chǎn)生了殘余應(yīng)力。這些殘余應(yīng)力使材料形成了初始損傷,從而降低了材料的力學(xué)性能。因此,研究降低溫度場和固化度場非均勻性的優(yōu)化方法,對于提高材料性能和產(chǎn)品固化質(zhì)量具有重要意義。
固化過程中復(fù)合材料結(jié)構(gòu)內(nèi)部溫度場和固化度場的非均勻性是產(chǎn)生殘余應(yīng)力和固化變形的主要因素之一。Shin等[3]建立了復(fù)合材料厚板的一維固化壓實數(shù)值模型,模擬出樹脂滲漏導(dǎo)致溫度分布的不均勻。Yi等[4]用非線性有限元法分析了降溫過程中復(fù)合材料內(nèi)產(chǎn)生的殘余應(yīng)力,發(fā)現(xiàn)溫度場對層間應(yīng)力和平面應(yīng)力都有明顯影響。Ruiz等[5]采用有限差分法模擬結(jié)構(gòu)固化過程中溫度場和固化度場的變化,基于經(jīng)典的層合板理論計算殘余應(yīng)力,在此基礎(chǔ)上了研究了不同厚度結(jié)構(gòu)的最佳工藝溫度周期。
通過合理優(yōu)化復(fù)合材料的工藝溫度周期,可有效降低固化過程中溫度場和固化度場的非均勻性。構(gòu)建工藝溫度周期的主要參數(shù)與溫度場和固化場非均勻性之間的非線性映射關(guān)系,是優(yōu)化設(shè)計的關(guān)鍵。代理模型是一種能很好解決非線性映射問題的方法,廣泛應(yīng)用于類似的優(yōu)化問題[6-7]。Jahromi等[6]基于雙隱含層的動態(tài)神經(jīng)網(wǎng)絡(luò),開發(fā)出一種多段式工藝溫度周期的優(yōu)化方法,通過優(yōu)化線段兩端的溫度,使溫度場和固化度場的梯度最小,結(jié)果表明該方法具有較高的優(yōu)化效率。Shah等[7]基于響應(yīng)面模型和遺傳算法,以殘余應(yīng)力最小為目標(biāo),提出不對稱正交層合板工藝溫度周期的優(yōu)化方法,優(yōu)化后殘余應(yīng)力降低了47%。
王曉霞等[8]基于Morris方法,定量分析了固化成型過程中結(jié)構(gòu)厚度、熱傳導(dǎo)系數(shù)、固化溫度、對流換熱系數(shù)等4個關(guān)鍵參數(shù)對固化均勻性的影響程度。賀繼林等[9]對復(fù)合材料固化理論模型進行因次分析,提取出無因次變量方程組,研究發(fā)現(xiàn)無因次式特征時間和樹脂固化反應(yīng)特征時間的比值與固化度差值間存在線性函數(shù)關(guān)系。
目前國內(nèi)對于樹脂基復(fù)合材料固化均勻性的研究以等溫固化為主,對于應(yīng)用更廣泛的熱壓罐、樹脂傳遞模塑(RTM)變溫固化成型的研究相對較少。本文提出一種復(fù)合材料固化均勻性的優(yōu)化方法,首先采用拉丁超立方試驗設(shè)計方法和參數(shù)化的固化反應(yīng)有限元模型建立固化反應(yīng)的RBF神經(jīng)網(wǎng)絡(luò),然后利用主要目標(biāo)法和多島遺傳算法優(yōu)化該網(wǎng)絡(luò)以獲取最優(yōu)解,最后通過算例驗證所提優(yōu)化方法的有效性。
1 固化反應(yīng)的數(shù)值模擬
1.1 理論模型
固化過程中復(fù)合材料結(jié)構(gòu)內(nèi)部熱量來源于兩部分,一部分由熱壓罐提供,通過金屬模具和真空袋傳遞給復(fù)合材料結(jié)構(gòu),另一部分是復(fù)合材料自身化學(xué)反應(yīng)釋放的熱量。考慮熱-化學(xué)反應(yīng)的強耦合作用,根據(jù)Fourier熱傳導(dǎo)定律和能量平衡原理,各向異性復(fù)合材料的三維熱傳導(dǎo)方程表示為[10]:
(1)
(2)
式中:t為時間;T為溫度;α為固化度;kx,ky,kz為復(fù)合材料各向異性的熱傳導(dǎo)系數(shù);Q為內(nèi)部熱源項;Hr為單位質(zhì)量樹脂化學(xué)反應(yīng)釋放的熱量;ρp,cp分別為復(fù)合材料的密度和比熱容;ρr,Vr分別為樹脂的密度和體積含量;x,y和z分別代表沿著纖維、垂直纖維及厚度方向。
固化動力學(xué)方程反映了樹脂固化率、固化度及溫度之間的量化關(guān)系,通常采用宏觀水平的唯象模型來描述。3501-6樹脂的固化動力學(xué)方程為[10]:
(3)
其中Ki(i=1,2,3)為固化率系數(shù),定義為:
(4)
式中:Ai為頻率因子;ΔEi為活化能;普適氣體常數(shù)R=8.314 34。
復(fù)合材料結(jié)構(gòu)固化時外表面的邊界條件為[10]:
(5)
式中:Ta為工藝溫度;nx,ny和nz為邊界外法線方向的余弦;h為邊界的對流換熱系數(shù)。對式(1)進行有限元離散,總體合成矩陣的求解方程為[10]:
(6)
式中:C,K,P及T分別為比熱容矩陣、熱傳導(dǎo)矩陣、溫度載荷向量及溫度向量。采用向后差分法,由Gaierkin格式離散得:

(7)
式中:Δt為時間增量。求解式(7)可得各個時刻節(jié)點的瞬時溫度,代入式(3)求得瞬時固化度增量,節(jié)點的瞬時固化度更新為:
αt=αt-Δt+Δαt
(8)
式中:Δα為固化度增量。
1.2 有限元分析模型及驗證
以文獻[11]中AS4/3501-6環(huán)氧基復(fù)合材料為算例,驗證有限元分析模型的合理性。結(jié)構(gòu)幾何尺寸為10.16 cm×10.16 cm×2.54 cm,鋪層為[0/90] s,采用鋼制模具在復(fù)合材料結(jié)構(gòu)上下表面加熱。模擬用材料性能與文獻[11]一致,工藝溫度周期為:先升溫至116 ℃,保溫1 h后升溫至177 ℃,再保溫2 h,最后降至室溫,升溫和降溫的速度均為2.5 ℃/min。
采用ABAQUS軟件建立了復(fù)合材料固化反應(yīng)的三維有限元分析模型(FEM)。由于該軟件不能直接分析帶內(nèi)熱源的熱傳導(dǎo)問題,因此需將式(2)~式(4)及式(8)用Fortran語言寫入用戶子程序UMATHT。根據(jù)對稱性,僅建立真實結(jié)構(gòu)的四分之一模型,用三維熱傳遞單元DC3D8劃分網(wǎng)格。由于金屬模具的導(dǎo)熱系數(shù)非常大,可將工藝溫度直接施加在結(jié)構(gòu)的上下表面。
圖1給出了固化過程中結(jié)構(gòu)中心溫度和固化度的變化曲線,圖中溫度和固化度的模擬結(jié)果與文獻[11]的計算結(jié)果吻合良好,說明本文所建有限元分析模型具有較高的預(yù)測精度。
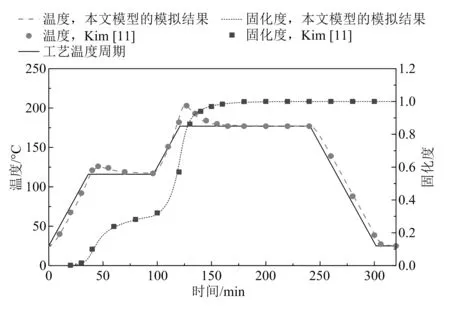
圖1 固化過程中結(jié)構(gòu)中心溫度和固化度的變化曲線
2 固化均勻性的優(yōu)化方法
將固化過程中某時刻復(fù)合材料結(jié)構(gòu)內(nèi)部溫度場和固化度場的最大值與最小值的差值稱為該時刻溫度場和固化度場的梯度。固化過程中梯度越小,表明固化均勻性越好,反之則表明固化均勻性越差。
2.1 分區(qū)
將t時刻結(jié)構(gòu)內(nèi)溫度梯度和固化度梯度分別記為Δα(t)和ΔT(t),進行有限元分析時,每個時間步對應(yīng)2個梯度值。由于梯度值的數(shù)量過多,因此不能將它們直接作為神經(jīng)網(wǎng)絡(luò)的響應(yīng)。本文采用分區(qū)法,將固化過程的時間歷程分成若干時間區(qū)間,取出每個區(qū)間內(nèi)梯度的最大值作為響應(yīng)。

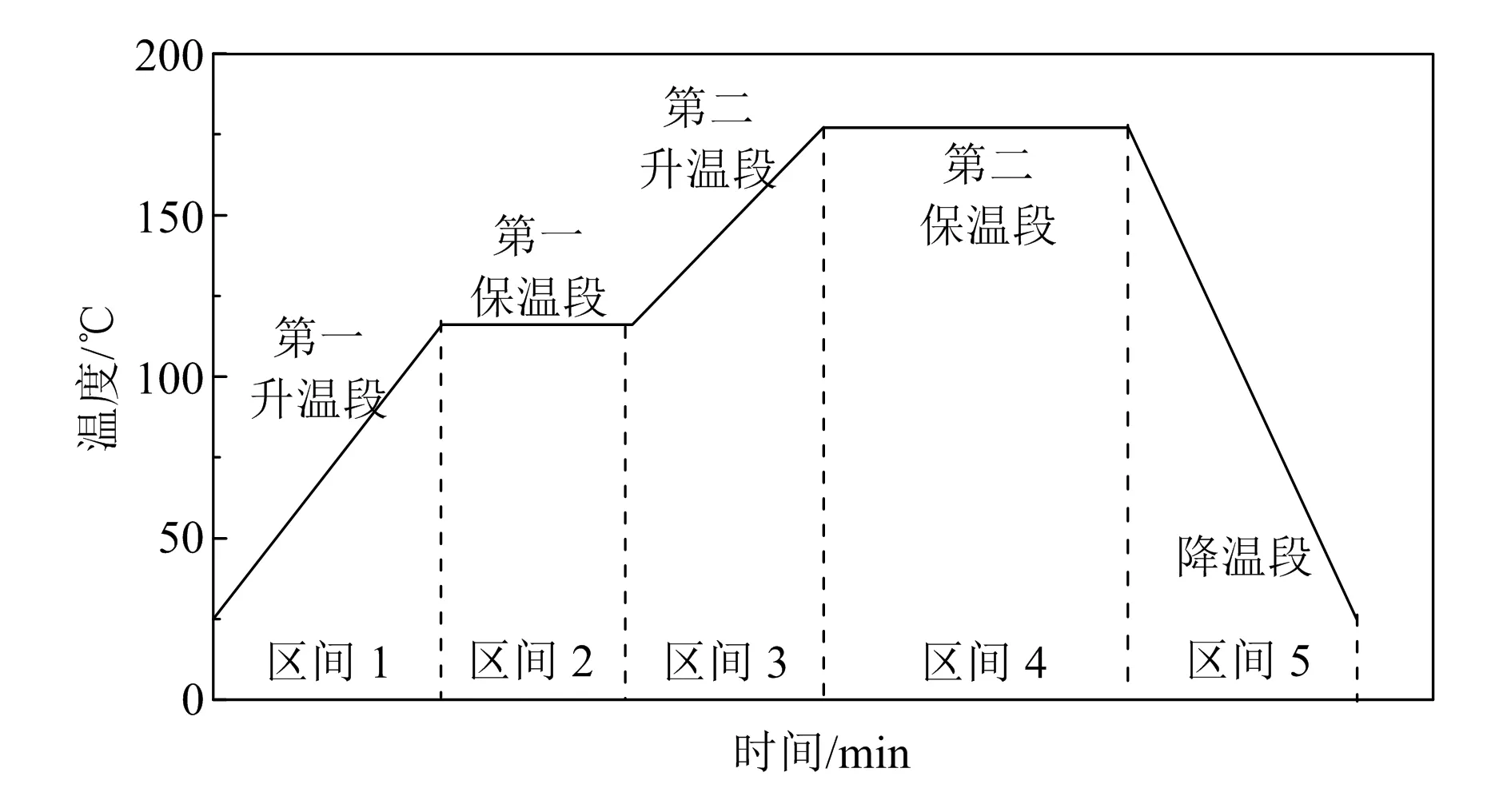
圖2 時間歷程的分區(qū)
(9)
那么,整個固化過程中最大溫度梯度ΔTmax和最大固化度梯度Δαmax可表示為:
(10)
2.2 RBF神經(jīng)網(wǎng)絡(luò)
人工神經(jīng)網(wǎng)絡(luò)具有大規(guī)模并行處理、自適應(yīng)性和高容錯性等優(yōu)點,選擇合適的網(wǎng)絡(luò)能逼近任何形式的非線性函數(shù)。Jin等[12]對4種典型代理模型進行了對比分析,結(jié)果表明RBF神經(jīng)網(wǎng)絡(luò)是最可靠的。
2.3 主要目標(biāo)法
本文涉及到總的固化時間最短、溫度梯度最小及固化度梯度最小的多目標(biāo)優(yōu)化問題。這三類目標(biāo)的類型差別較大,很難根據(jù)理論或經(jīng)驗給出較合理的加權(quán)值。
本文選擇主要目標(biāo)法求解該多目標(biāo)優(yōu)化問題。主要目標(biāo)法是一種化多為少的方法,從多個子目標(biāo)函數(shù)中選出設(shè)計者認(rèn)為最重要的一個目標(biāo),將其作為主要目標(biāo)函數(shù),而將其余子目標(biāo)限制在一定的范圍內(nèi),轉(zhuǎn)化為新的約束條件,從而將多目標(biāo)優(yōu)化問題轉(zhuǎn)化為單目標(biāo)優(yōu)化問題。
采用主要目標(biāo)法,以總固化時間最短為目標(biāo),要求不同區(qū)間內(nèi)最大溫度梯度、最大固化度梯度均小于最大許用值。最大許用值由工程人員根據(jù)工程經(jīng)驗或設(shè)計要求給出。其他的約束條件還包括固化結(jié)束后復(fù)合材料的固化度大小于0.995,以保證材料具有足夠的橫向模量和強度[6]。因此,復(fù)合材料固化均勻性優(yōu)化的數(shù)學(xué)模型可描述為:
findXi
min SumTime
αend≥0.995
XL≤Xi≤XU
式中:Xi為設(shè)計變量;i為設(shè)計變量的個數(shù);k為時間區(qū)間的個數(shù);XL和XU分別表示設(shè)計變量的上、下限;SumTime為總的固化時間;ΔT*,Δα*分別為溫度梯度和固化度梯度的最大許用值;αend為固化結(jié)束時結(jié)構(gòu)內(nèi)部固化度的最小值。
對于上述優(yōu)化問題,本文選擇多島遺傳算法作為優(yōu)化算法。多島遺傳算法是在傳統(tǒng)遺傳算法的基礎(chǔ)上增加了島的概念,將每個種群的個體分到幾個島上,通過不同島上個體的不定期交換,增加了選擇的多樣性,具有全局尋優(yōu)、抑制早熟現(xiàn)象等優(yōu)勢。
2.4 優(yōu)化策略及步驟
復(fù)合材料固化均勻性優(yōu)化策略的總體思想及步驟如下:
1)以升溫速度、保溫溫度和保溫時間為設(shè)計變量,采用拉丁超立方試驗設(shè)計方法,從設(shè)計變量的取值空間中選取合適的樣本點集。
2)采用Python語言和參數(shù)化結(jié)構(gòu)建模方法,建立基于ABAQUS軟件的固化反應(yīng)的參數(shù)化有限元分析模型,并將選取的樣本點集逐個代入有限元模型進行分析,從計算結(jié)果中取出不同時間區(qū)間的最大溫度梯度、最大固化度梯度、總的固化時間及固化后結(jié)構(gòu)內(nèi)固化度的最小值,將它們作為響應(yīng)。
3)將樣本點集和獲取的響應(yīng)組成訓(xùn)練樣本,對RBF神經(jīng)網(wǎng)絡(luò)進行訓(xùn)練,并測試網(wǎng)絡(luò)的擬合效果,若不滿足擬合精度要求,則返回步驟1),通過增加樣本點數(shù)量,重新訓(xùn)練網(wǎng)絡(luò)。
4)采用多目標(biāo)法,以總的固化時間最短為目標(biāo),將其他子目標(biāo)轉(zhuǎn)化成約束,利用多島遺傳算法對訓(xùn)練好的網(wǎng)絡(luò)進行優(yōu)化,獲得滿足約束條件的最優(yōu)解。
5)將最優(yōu)解代入有限元分析模型進行檢驗,若響應(yīng)的計算結(jié)果不滿足精度要求,則將最優(yōu)解和有限元計算結(jié)果返回步驟3),重新訓(xùn)練網(wǎng)絡(luò);若滿足精度要求,優(yōu)化結(jié)束。優(yōu)化流程如圖3所示。
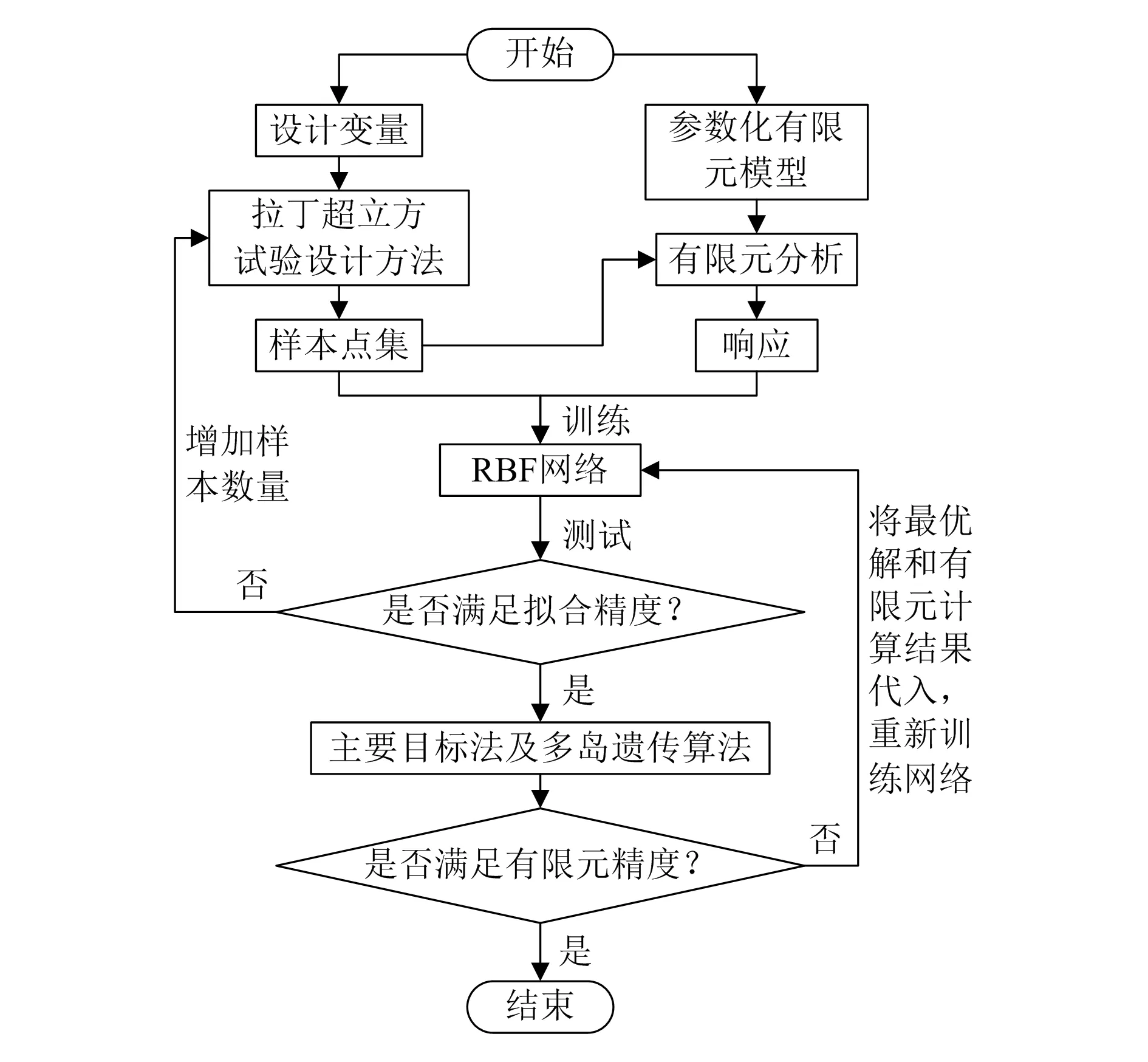
圖3 復(fù)合材料固化均勻性優(yōu)化的流程圖
3 優(yōu)化設(shè)計
對文獻[11]中AS4/3501-6環(huán)氧基復(fù)合材料固化反應(yīng)的工藝溫度周期進行優(yōu)化。以2個升溫速度、2個保溫時間及1個保溫溫度為設(shè)計變量,如圖4所示。第二保溫段的溫度與樹脂基體的玻璃化轉(zhuǎn)變溫度相關(guān),該溫度會影響到固化后復(fù)合材料的力學(xué)性能。降溫前復(fù)合材料已完成固化,因此降溫速度對固化均勻性沒有影響。本文在優(yōu)化分析中保持第二個保溫段的溫度和降溫段的降溫速度不變。設(shè)計變量的詳細(xì)參數(shù)見表1。

圖4 固化過程時間歷程的分區(qū)
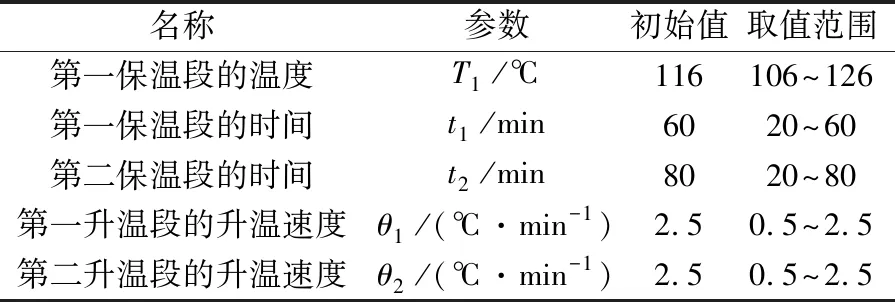
表1 設(shè)計變量
3.1 網(wǎng)絡(luò)的擬合效果
利用拉丁超立方試驗設(shè)計方法,從表1中5個設(shè)計變量的取值范圍內(nèi)生成60組樣本點集,代入有限元分析模型進行計算以獲取響應(yīng),將樣本點集與響應(yīng)組成60組樣本。隨機取出50組樣本對RBF神經(jīng)網(wǎng)絡(luò)進行訓(xùn)練,剩余10組樣本用于測試網(wǎng)絡(luò)。用可決系數(shù)R2來表征網(wǎng)絡(luò)的擬合效果,R2值越趨近于1,表示網(wǎng)絡(luò)的擬合效果越好。
圖5給出了RBF神經(jīng)網(wǎng)絡(luò)的擬合效果。從圖中計算結(jié)果可知,10組響應(yīng)的可決系數(shù)R2均大于0.9,說明所建網(wǎng)絡(luò)具有較高的擬合精度。
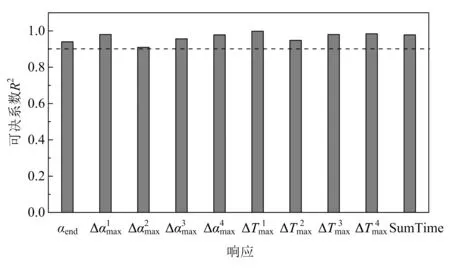
圖5 RBF神經(jīng)網(wǎng)絡(luò)的擬合效果
3.2 結(jié)果與分析
初步研究發(fā)現(xiàn),ΔT*和Δα*的取值對優(yōu)化結(jié)果的影響較大。為了研究的方便,給出3組優(yōu)化方案,并對它們的優(yōu)化結(jié)果進行對比分析。選取的優(yōu)化方案如下:方案A,ΔT*=5 ℃,Δα*=0.05;方案B,ΔT*=6 ℃,Δα*=0.06;方案C,ΔT*=7 ℃,Δα*=0.07。
采用多島遺傳算法優(yōu)化RBF神經(jīng)網(wǎng)絡(luò),以獲取不同優(yōu)化方案下設(shè)計變量的最優(yōu)解,優(yōu)化結(jié)果見表2。將表2中設(shè)計變量的優(yōu)化結(jié)果代入有限元分析模型進行計算,以檢驗RBF神經(jīng)網(wǎng)絡(luò)給出的響應(yīng)的計算精度,有限元模型的計算結(jié)果見表3。對比表2和表3中響應(yīng)的計算結(jié)果,結(jié)果顯示它們的最大相對誤差為8.54%,說明RBF神經(jīng)網(wǎng)絡(luò)給出的響應(yīng)具有較高的擬合精度。
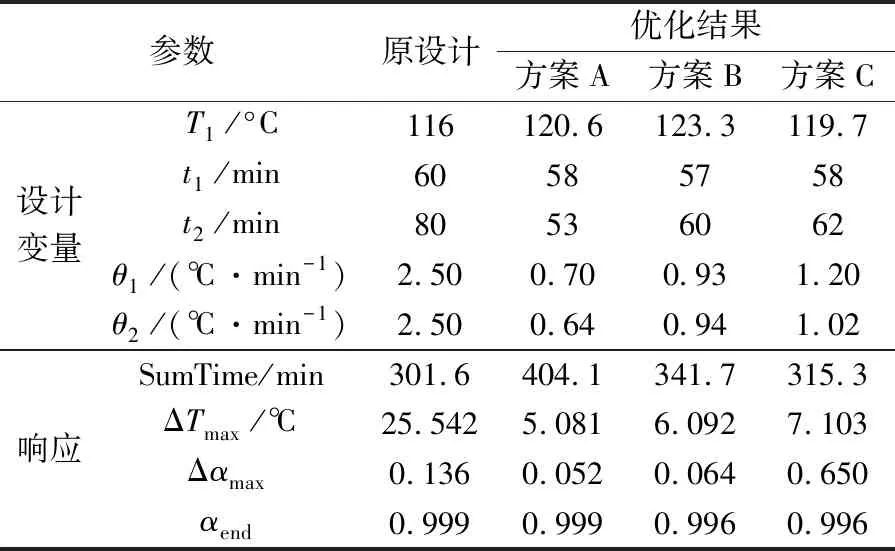
表2 優(yōu)化結(jié)果與原設(shè)計的對比
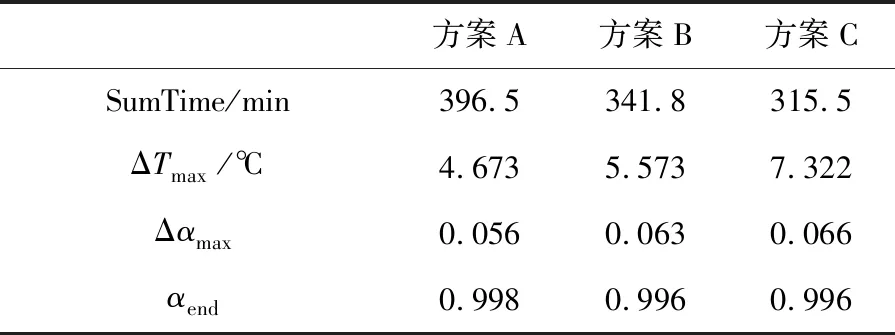
表3 有限元分析模型檢驗優(yōu)化結(jié)果
表4給出了3種優(yōu)化方案的優(yōu)化效果,從降低制造成本的角度考慮,方案C較好。該方案總的固化時間最短,不僅降低了能耗,而且提高了工作效率。相比原設(shè)計,方案C在總的固化時間僅增加4.71%的情況下,將溫度梯度和固化度梯度的最大值分別減少了71.34%和51.47%,有效提高了復(fù)合材料的固化均勻性,表明優(yōu)化效果顯著。

表4 優(yōu)化效果
本文所提優(yōu)化方法具有較強的適用性,基于商用ABAQUS有限元軟件,可分析形狀復(fù)雜結(jié)構(gòu)的固化反應(yīng),并優(yōu)化其工藝溫度周期。但該方法沒有考慮固化初期樹脂的流動性,不適用于RTM液態(tài)成型固化反應(yīng)的分析和優(yōu)化。
4 結(jié)束語
本文提出一種基于RBF神經(jīng)網(wǎng)絡(luò)的復(fù)合材料固化均勻性優(yōu)化方法。拉丁超立方試驗設(shè)計方法選取設(shè)計變量的樣本點,固化反應(yīng)的參數(shù)化有限元模型計算響應(yīng),從而建立固化反應(yīng)的RBF神經(jīng)網(wǎng)絡(luò)。通過主要目標(biāo)法和多島遺傳算法優(yōu)化神經(jīng)網(wǎng)絡(luò)。算例的計算結(jié)果顯示,相對原設(shè)計,在總的固化時間僅增加4.71%的情況下,優(yōu)化后溫度梯度和固化度梯度的最大值分別減少了71.34% 和51.47%,表明本文所提優(yōu)化方法簡單易行、優(yōu)化效果顯著。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
機械工程師(2015年10期)2015-02-02 01:14:03
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
無機化學(xué)學(xué)報(2014年4期)2014-02-28 17:31:11
