閥門鑄鋼件異形結構區域的相控陣超聲檢測
2020-12-25 03:14:22蘇宣機
無損檢測 2020年12期
蘇宣機
(福建省鍋爐壓力容器檢驗研究院, 福州 350008)
鑄鋼閥門因設計靈活、成本低廉,在電力、石油、化工等領域得到了廣泛應用。由于工藝制定與實際操作存在偏差,閥門鑄鋼件在生產過程中難免會產生氣孔、縮孔、夾砂、裂紋等缺陷,這些缺陷使閥體相應的有效承載面積減小,而且在應力作用下缺陷會擴展,甚至會導致閥體斷裂,對閥門運行造成巨大的安全隱患。對用于承壓設備的鑄鋼閥門,為確保其質量,一般要求采用相應的方法進行檢測,但鑄鋼件一般為一次澆鑄成形,結構復雜,厚度比多樣化,傳統的無損檢測技術有較大的局限性,難以實施檢測。例如采用射線檢測方法檢測結構復雜的工件時存在膠片布置困難、壁厚不均勻的工件曝光時間難以控制、壁厚較大的工件射線無法穿透等問題。采用常規超聲檢測存在缺陷定性定量困難[1]、結構回波難以區別判斷、狹窄區域、探頭掃查位置不足等問題。另外,常規超聲檢測是以脈沖波來判斷工件是否有缺陷及缺陷的大小、位置,沒有影像記錄留存,要求檢測人員既要有高超的檢測技能,又要有強烈的責任心,否則難以保證檢測質量。磁粉檢測、滲透檢測只能檢出表面、近表面缺陷,無法檢測埋藏缺陷。因此,開展閥門鑄鋼件異形結構區域的相控陣超聲檢測技術研究具有重要意義。筆者分別從相控陣超聲檢測的試件選擇,材料特性試驗和檢測試驗入手,對WCB(鑄造碳鋼)材料閥門鋼鑄件異結構區的相控陣超聲檢測進行了深入研究。
1 試件選擇
試件為如圖1所示的閥門鑄鋼件,型號為Q41F-16C,公稱直徑為DN150,材料為WCB。閥門結構如圖2所示,試驗切取圖2中虛線框區域作為檢測試件。基于鑄鋼件的壁厚突變和R角等異形結構區域是最容易產生鑄造缺陷和應力集中的部位,試件制作時在如圖3所示的1#,2#,3#部位加工線切槽作為人工模擬缺陷。

圖1 閥門鑄鋼件外觀

圖2 閥門結構示意
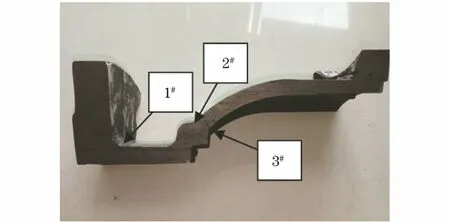
圖3 人工模擬缺陷位置示意
2 材料特性試驗
考慮到鑄鋼件可能存在鑄造組織不均勻、晶粒粗大等特點,會導致聲波衰減嚴重。因此,在開展相控陣檢測研究前,要先進行相關試驗與分析。
2.1 化學成分分析
采用牛津儀器公司FOUNDR-MASTER PRO全譜火花直讀光譜儀分析試件的化學成分,結果見表1,符合GB/T 12229-2005 《通用閥門 碳素鋼鑄件技術條件》 的要求。

表1 鑄鋼件化學成分
2.2 聲波衰減試驗
選用武漢中科HS611型脈沖反射超聲檢測儀,首先設置調校好儀器,然后將5 MHzφ10 mm直探頭置于待檢測試件的平面位置(法蘭處),調節增益使第一個反射波達到80%高度,此時增益為49.8 dB,如圖4所示;而同樣情況下,在CSK-IA試塊上測試,增益僅為9.1 dB,如圖5所示。將兩者比較可見,聲波在試件中傳播衰減明顯比CSK-IA試塊嚴重。選用5Z10*10K2斜探頭進行檢測,無法找到試件的端角反射波,說明試件無法進行橫波檢測。
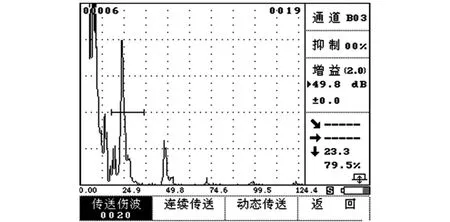
圖4 閥門鑄鋼件聲波衰減示意

圖5 CSK IA試件聲波衰減示意

圖6 原始組織金相檢驗結果
2.3 金相組織分析
試驗采用美國CHAWER&PTI公司PTI-5000現場金相檢測儀進行金相組織分析,結果顯示試件的組織不均勻且晶粒異常粗大,平均晶粒直徑達到0.5 mm以上,原始組織金相檢驗結果如圖6所示。而對于晶粒直徑接近超聲波波長的1/10時,就會有明顯的聲散射;當晶粒直徑達到半個波長時,聲散射劇增,聲波會嚴重衰減[2],導致無法進行超聲檢測。
根據標準GB/T 12229-2005規定,鑄造碳鋼(WCB)材料鑄鋼件的熱處理工藝有退火和正火兩種。退火處理是將試件加熱到880920 ℃,保溫,爐冷至450 ℃后出爐空冷,可以消除鑄造組織柱狀晶和殘余應力。正火處理是將試件加熱到940960 ℃,保溫后空冷,可以細化組織,得到所需的力學性能。從圖6可以看出,試件原始狀態的組織形貌有退火狀態特征,為進一步開展檢測研究,試驗選用正火處理工藝進行處理,將試件加熱到(950±10) ℃,保溫2 h,空冷。正火處理后的組織為珠光體+鐵素體,晶粒均勻、細小,正火處理后組織金相檢驗結果如圖7所示。
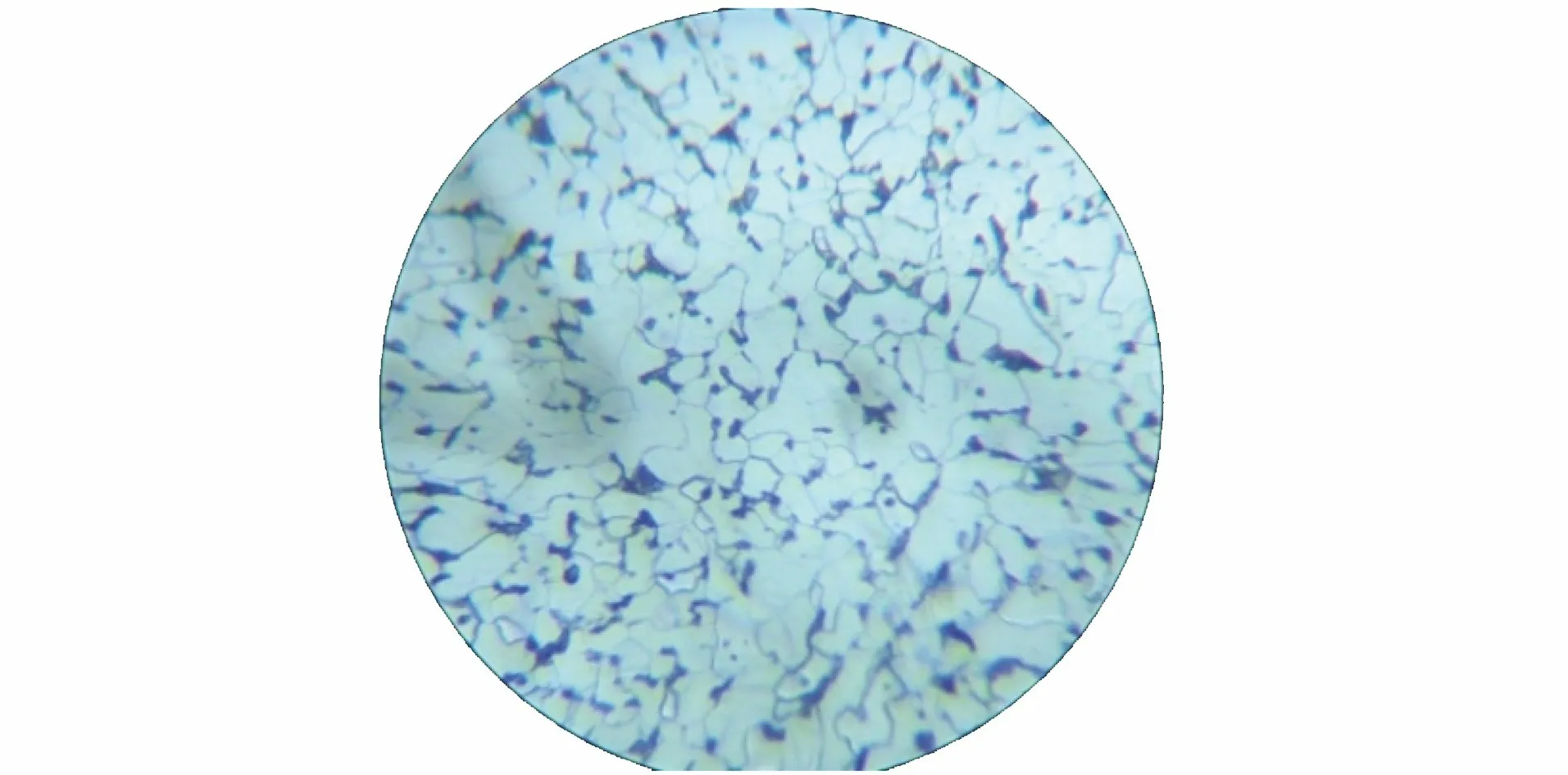
圖7 正火處理后組織金相檢驗結果
再用直探頭對正火處理后的試件進行測試,其結果與CSKⅠA試塊測試結果相近,用5Z10*10K2斜探頭進行檢測,端角反射波明顯,說明可以進行橫波檢測。以下試驗均以正火狀態的鑄鋼件作為檢測對象。
3 相控陣超聲檢測試驗
相控陣技術是通過電子系統控制探頭陣列中的各個晶片,按照一定的延時法則發射和接收超聲波,實現聲束的掃描、偏轉等功能,通過激發多角度聲束對檢測區域進行較大面積的覆蓋,在探頭不前后移動的情況下實現對檢測區域的掃查,從而提高了檢測效率及缺陷檢出率[3]。相控陣檢測在分辨力、信噪比、缺陷檢出率等方面具有一定的優越性,可有效地檢出各種面狀缺陷和體積型缺陷,在復雜構件方面的應用具有獨特優勢[4]。
試驗采用以色列Sonotron公司Isonic-2009便攜式相控陣超聲檢測儀。由于試件結構復雜,檢測面為曲面,檢測區域位置較窄,因此選擇頻率為5 MHz,晶片數量為8的相控陣探頭,晶片排列方式為一維線性陣列。
3.1 1#區域檢測結果
1#區域為閥體頸部R角部位,頸部的壁厚為12 mm,試件在R角部位加工有長度為30 mm,深度為3 mm的線切割槽,如圖8所示。待檢測部位的結構與管板角焊縫類似,因此選擇Isonic-2009中的“管板角縫檢測軟件”進行檢測,該軟件可設置描繪工件的真實幾何結構,顯示聲場覆蓋范圍。檢測結果同時具有C,B,D,S掃描和A型脈沖顯示以及三維立體成像(3D成像)功能,缺陷顯示非常直觀。

圖8 1#區域檢測方式示意
(1) 參數設置與聲場仿真
進入Isonic-2009“管板角縫檢測軟件”模式,進入“探頭和楔塊參數”界面,選擇對應的探頭型號及楔塊規格,參數設置界面如圖9所示。
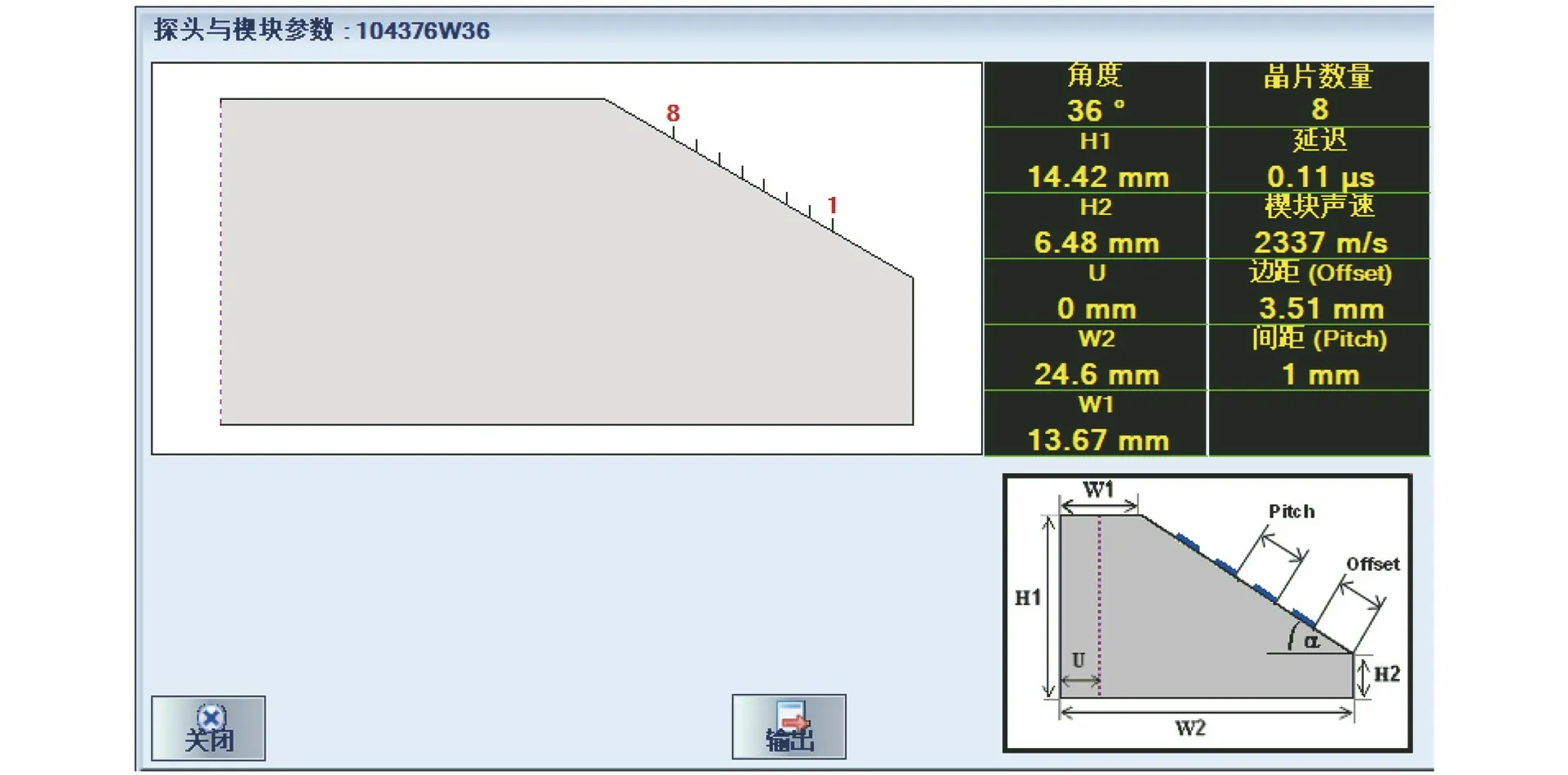
圖9 參數設置界面
點擊進入相控陣“扇形掃描參數”設置界面,按要求設置各項參數,利用半圓試塊進行探頭角度增益補償修正,設置待檢試件幾何形狀,然后進入“扇形掃查范圍和探頭位置”進行設置。扇形掃查設置最大、最小角度的原則是確保聲場全部覆蓋待檢區域,在滿足覆蓋要求的前提下,一次波聲束與二次波聲束的重疊部分盡可能的少[5]。設置完成后的聲場仿真結果如圖10所示,所設置的探頭角度為37°75°。
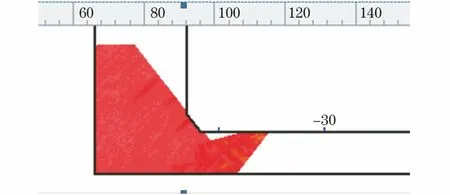
圖10 1#區域聲場仿真結果
(2) 檢測掃查
儀器各項參數設置完成后進入檢測掃查界面,探頭放置在如圖8所示位置,沿檢測區域平行移動探頭進行掃查,掃查結果如圖11所示。通過分析掃描圖形中的C,B,D,S掃描和A型脈沖波,可測定缺陷的長度、深度和位置,以及缺陷自身高度。利用3D顯示并結合S掃描,可直觀地觀察缺陷所在位置并識別結構回波,避免幾何結構反射信號造成誤判,3D顯示如圖12所示。檢測結果顯示試件上R角處的表面存在開口缺陷,缺陷長為28 mm,最大深度為3.2 mm。
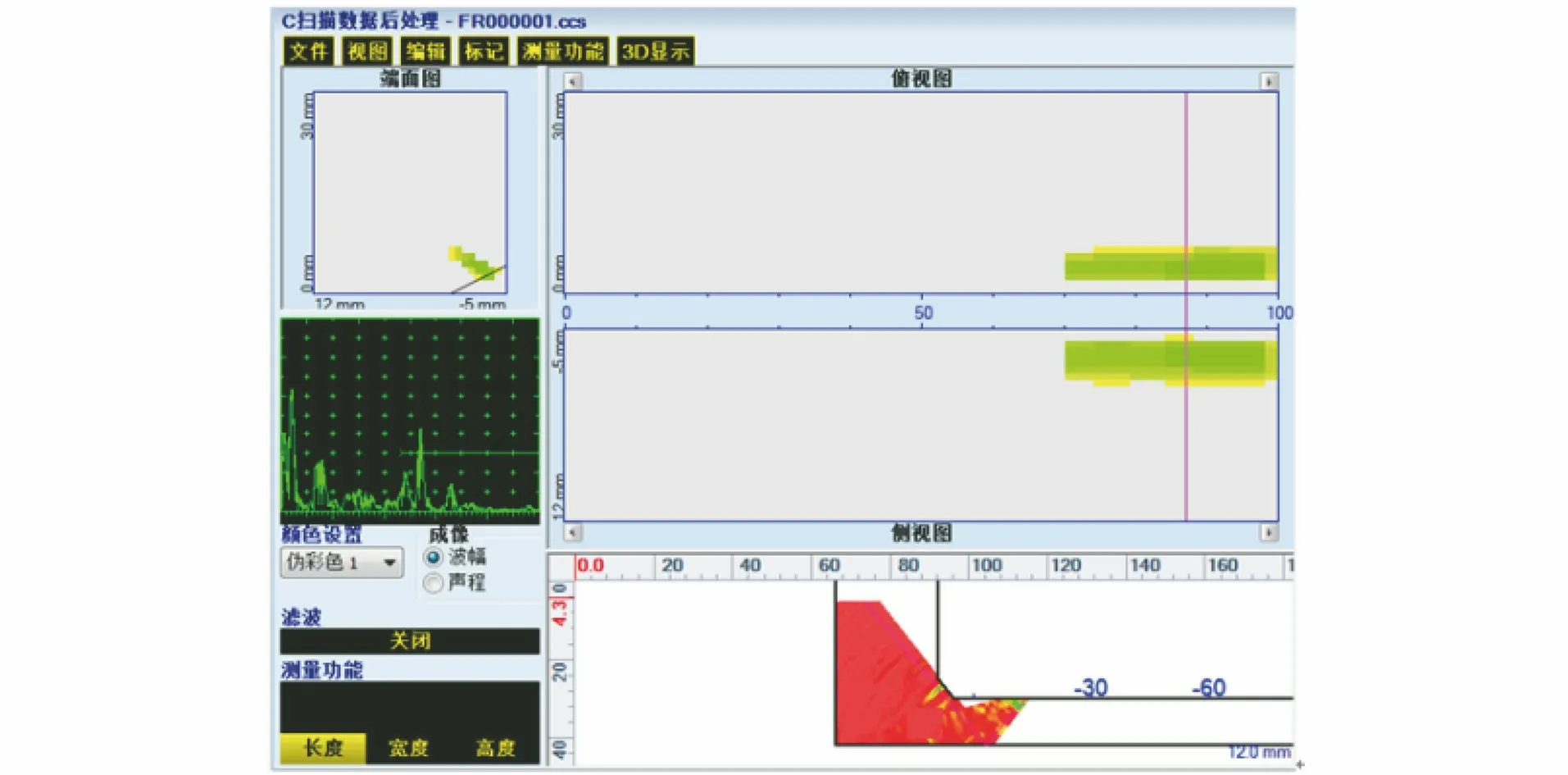
圖11 1#區域掃查結果

圖12 1#區域缺陷3D顯示
3.2 2#區域檢測結果
2#區域檢測方法如圖13所示,壁厚為12 mm,外表面加工有長度為50 mm,深度為4 mm的線切割槽。該部位檢測時選擇Isonic-2009中的“彎頭焊縫檢測軟件”,軟件同樣可描繪工件的真實幾何結構,具有多種掃描成像和3D成像功能。參數設置參照1#區域,為更好地得到模擬缺陷最佳的反射信號,探頭位置設置時先利用試件截面找到上邊緣最強的二次波信號,這時以探頭前沿到邊緣的距離作為探頭到模擬缺陷的距離,然后設置探頭入射角度,設置完成后的聲場仿真結果如圖14所示,所設置的探頭角度為50°65°。
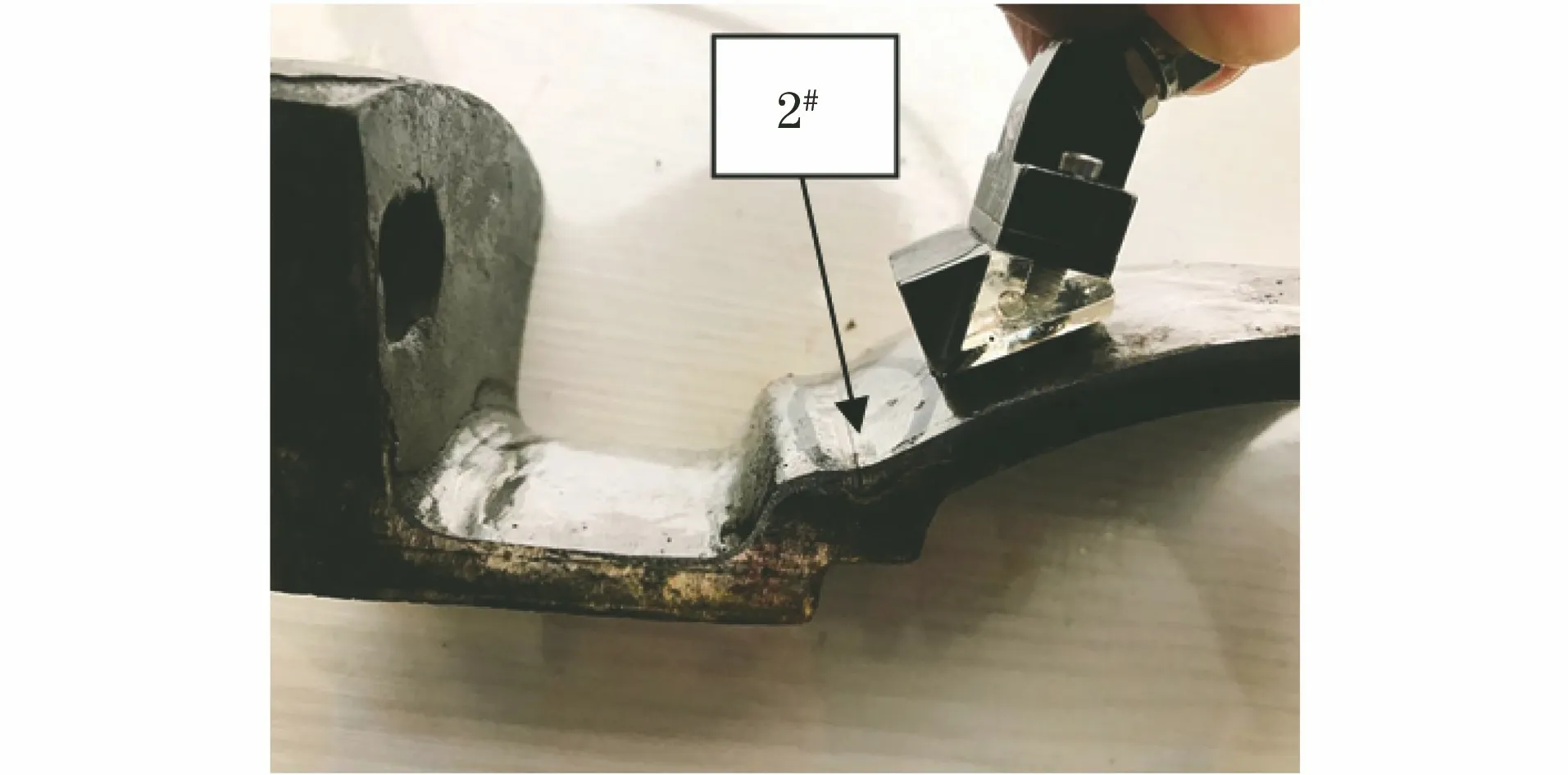
圖13 2#區域檢測方法示意

圖14 2#區域聲場仿真結果
按照1#區域檢測同樣的方法進行掃查,掃查結果如圖15所示,3D顯示如圖16所示。檢測結果顯示試件外側壁厚突變處的上表面存在開口缺陷,缺陷長為53 mm,最大深度為4.6 mm。
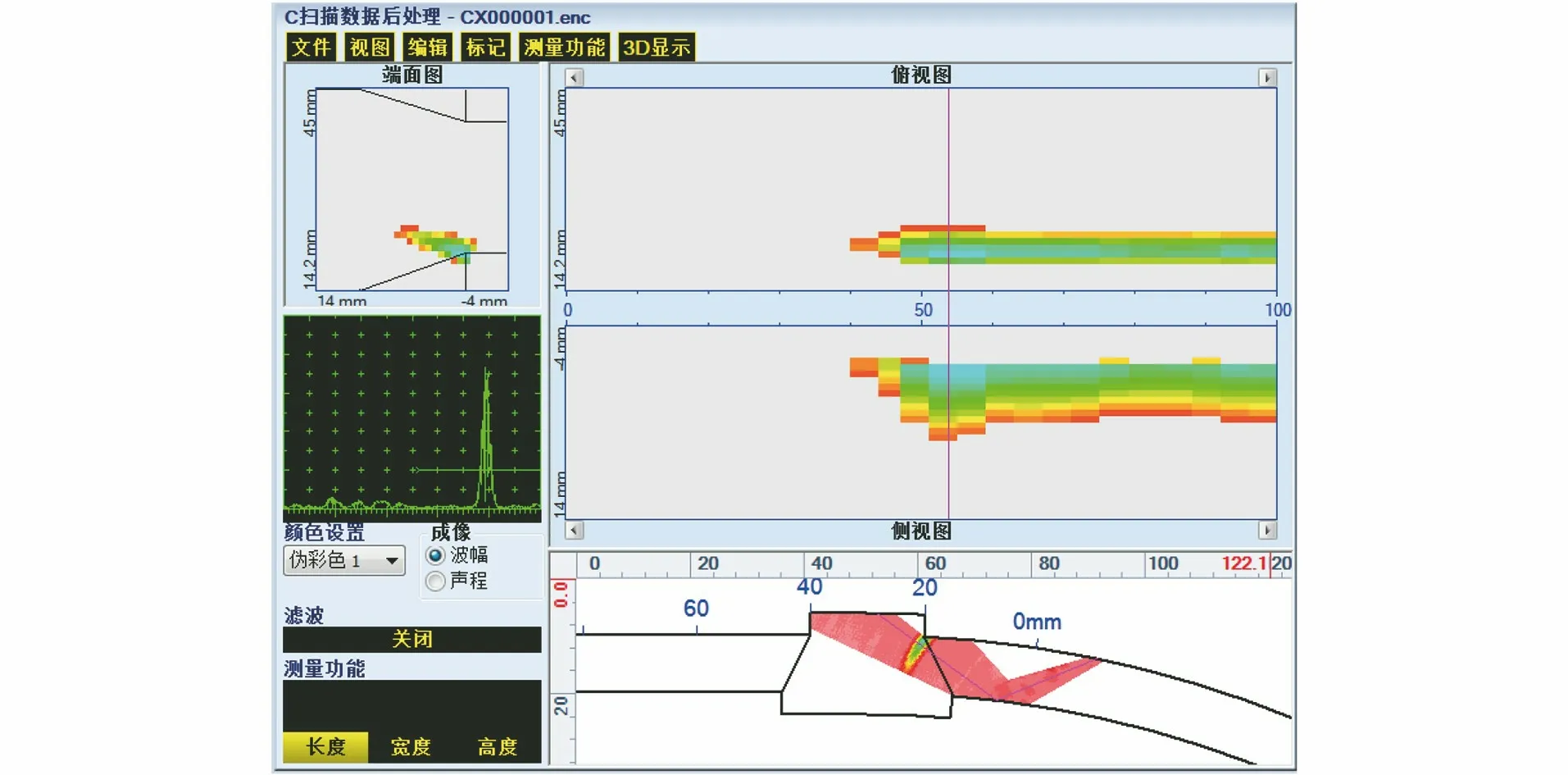
圖15 2#區域掃查結果
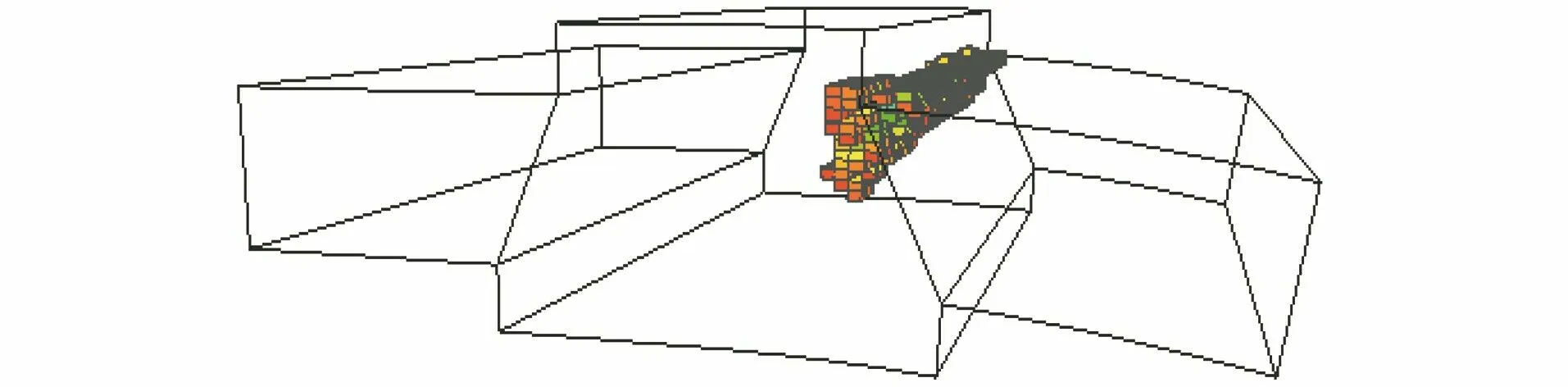
圖16 2#區域缺陷3D顯示
3.3 3#區域檢測結果
3#區域檢測方法示意如圖17所示,壁厚為12 mm,壁厚突變處的內側表面加工有長度為30 mm,深度為2 mm的線切割槽。該部位檢測選擇Isonic-2009中的“縱焊縫檢測軟件”,探頭位置設置時參照2#區域進行檢測,利用試件截面找到下邊緣最強的一次波信號,這時探頭前沿到邊緣的距離作為探頭到模擬缺陷的水平距離,然后設置探頭入射角度,設置完成后聲場仿真結果如圖18所示,所設置的探頭角度為35°60°。
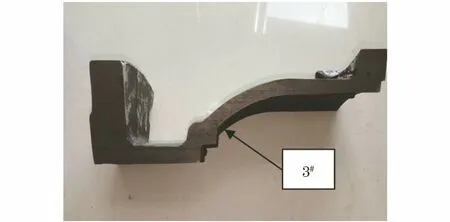
圖17 3#區域檢測方法示意
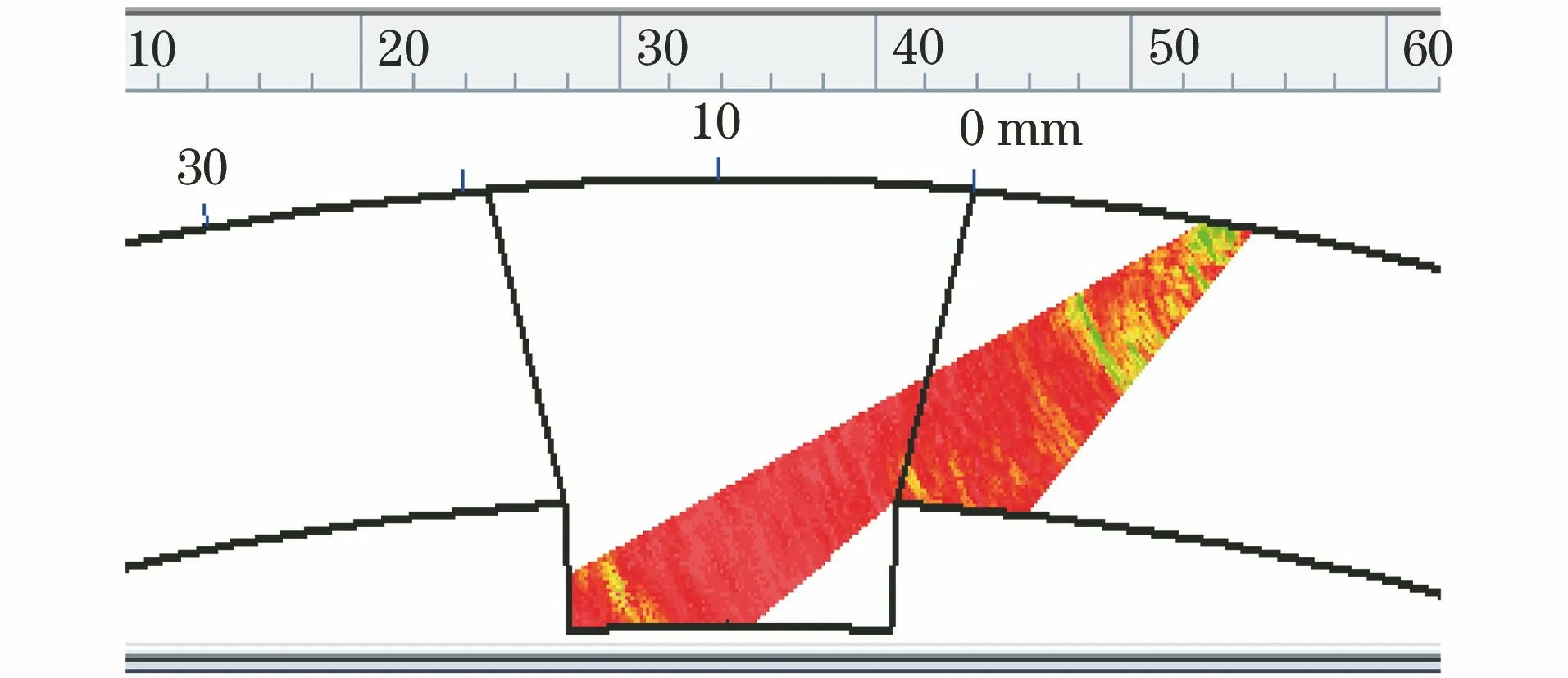
圖18 3#區域聲場仿真結果
按照上述同樣的方法進行掃查,掃查結果如圖19所示,3D顯示如圖20所示。檢測結果顯示試件壁厚突變處的內側表面存在開口缺陷,長為33 mm,最大深度為2.5 mm。

圖19 3#區域掃查結果
圖20 3#區域缺陷3D顯示
3.4 1#,2#,3#區域檢測結果對比
將檢測結果進行匯總,如表2所示。由表2可知,閥門頸部R角部位、壁厚突變處的內外側表面設置的人工缺陷均能很好地檢測出來,其中缺陷長度最大偏差為3 mm,深度最大偏差為0.6 mm。

表2 1#,2#,3#區域檢測結果對比 mm
4 結語
(1) 正火狀態WCB閥門鋼鑄件金相組織均勻、晶粒細小,聲波衰減小,可以采用相控陣超聲檢測。退火狀態WCB閥門鋼鑄件聲波衰減嚴重,無法進行相控陣超聲檢測。
(2) 閥門鑄鋼件結構一般較為復雜,相控陣超聲檢測時需進行必要的聲場仿真。針對不同的結構形狀選用相應的檢測軟件,真實地構建工件形狀,以直觀顯示聲場覆蓋區域,確保聲場能夠覆蓋到整個檢測區域。檢測結果得到的C,B,D,S掃描和A型脈沖顯示以及三維立體成像(3D成像),可以直觀地判斷缺陷的位置及大小,同時結合3D顯示及S掃描可識別結構回波,避免了幾何結構反射信號造成的誤判。
綜上,正火狀態的WCB閥門鑄鋼件異形結構區域可以采用相控陣超聲檢測技術進行檢測,而且具有操作簡便、快捷的特點。但試件還是有別于完整的閥體檢測,試件缺陷僅為線切割槽,與鑄件中的真實缺陷相差甚遠,而且參數設置是利用試件截面結構得到最佳狀態,因此,在實際閥體檢測中還需不斷積累經驗,才能保證檢測結果的有效性和可靠性。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
少先隊活動(2021年4期)2021-07-23 01:46:22
煤氣與熱力(2021年3期)2021-06-09 06:16:18
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
電測與儀表(2015年5期)2015-04-09 11:30:52
中學科技(2014年11期)2014-12-25 07:38:53
太空探索(2014年3期)2014-07-10 14:59:39