基于新型學徒制下裝配鉗工培訓探索
2020-12-24 07:54:27鄭旭
商情 2020年43期
【摘要】校企合作新型學徒制裝配鉗工培訓的政策、時間、內容、實施方法。中、高級裝配鉗工培訓內容。裝配的完全互換法。解尺寸鏈實例。大型工件劃線方法。院校結合當地企業,辦出特色。支撐當地企業技術及經濟發展。
【關鍵詞】新型學徒制? 裝配鉗工? 氣缸測量? 尺寸鏈? 柴油機
為了推進技術、技能人才培養,深化產、教融合、校企合作,促進勞動者高質量就業,實現對經濟、企業發展提供有力人才支撐。根據國家相關政策。開展基于新型學徒制下裝配鉗工培訓的研究。
企業為主學院參與,以招工即招生,入企即入學,企校雙師聯合培養技能人才為主要內容。通過企校合作、工學交替的方式,組織企業技能人員開展新型學徒培訓。
(一)校企簽訂培訓合同,各取所長,密切配合完成培訓任務。
(二)研究國家政策,申請培訓經費、補貼,充實經費。不足的可以從企業職工教育進修費中列支一些。國家新型學徒制發展補助政策。
(三)培訓內容、時間、技能級別等
培訓內容雙方協商,根據企業需要、職工需求、國家行業標準制定培訓內容。
培訓級別一般以中、高級工。培訓時間一般為一至兩年。中級一年,高級兩年。具體時間由企業和學校協商決定。
中級裝配鉗工主要內容:
一、裝配鉗工基礎知識:1.工量具使用: 游標卡尺、千分尺、百分表、杠桿表、正玄規、量塊的原理及使用方法。2.材料知識:碳素鋼、有色金屬材料、高速鋼、硬質合金等。3.機械制圖、識圖、測繪。4.孔加工、鉆頭的幾何角度及刃磨方法。4.裝配工藝、解尺寸鏈、裝配工藝卡制定。5.裝配前的準備工作:零件的清理、清洗。零件的密封性試驗。旋轉件的平衡。
二、裝配鉗工專業知識:1.機械傳動裝配:帶傳動的裝配、鏈傳動的裝配、齒輪傳動的裝配、蝸桿傳動的裝配、螺旋機構傳動的裝配、液壓傳動的裝配。2.固定連接的裝配:螺紋連接的裝配、銷連接的裝配、鍵連接的裝配、過盈連接的裝配。3.軸承軸組裝配。4.車床的裝配。5.內燃機的構造及原理。5.液壓知識。6.鉆床夾具的概述、夾具的制作、夾具定位誤差的計算。
三、鉗工的劃線、鋸削、銼削、鏨削、鉆鉸孔及攻螺紋。四、職業素養:職業道德、現場管理、商務禮儀等等。增加了三坐標檢測、扭矩扳手、風槍使用、變速機構、換向機構、常用加工方法等內容。
裝配尺寸鏈是根據裝配精度合理分配個組成環公差的過程。裝配尺寸鏈概念多,如尺寸鏈的環、封閉環、組成環、增環、減環等。注意掌握、判斷。
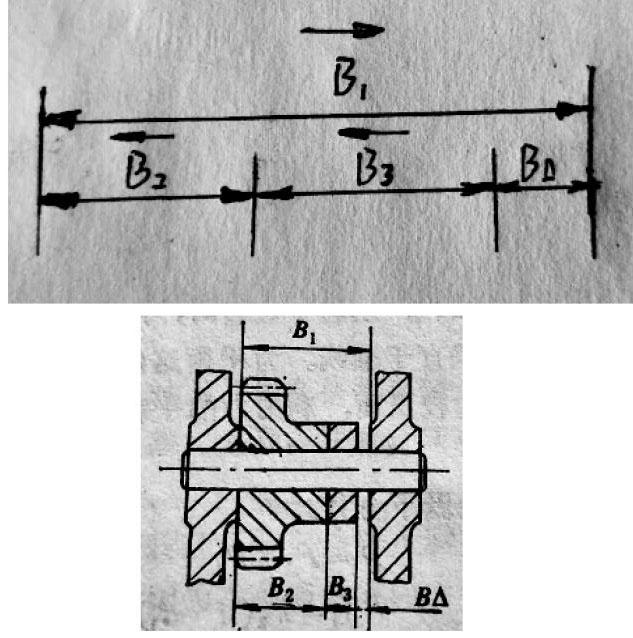
首先,完全互換法。解尺寸鏈較難,首先根據裝配結構圖繪出尺寸鏈,其次確定封閉環、增環、減環。最后列尺寸方程,確定極限尺寸、分配尺寸公差等。例如:如右圖所示齒輪軸裝配,要求裝配后齒輪端面和箱體孔端面之間,具有0.1~0.3的軸向間隙。已知B1=70+0.10、B2=500-0.06,問B3尺寸應控制在什么范圍內才能滿足裝配要求?
解:(1)根據題意繪制尺寸鏈簡圖,如下圖。
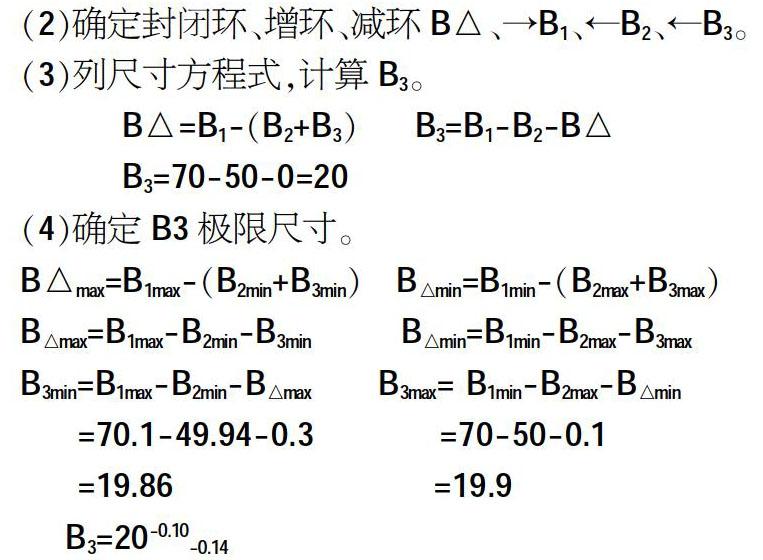
(2)確定封閉環、增環、減環B△、→B1、←B2、←B3。
(3)列尺寸方程式,計算B3。
B△=B1-(B2+B3)? ? ?B3=B1-B2-B△
B3=70-50-0=20
(4)確定B3極限尺寸。
B△max=B1max-(B2min+B3min)? ?B△min=B1min-(B2max+B3max)
B△max=B1max-B2min-B3min? ? ? ? B△min=B1min-B2max-B3max
B3min=B1max-B2min-B△max? ? ? B3max= B1min-B2max-B△min
=70.1-49.94-0.3? ? ? ? ? ?=70-50-0.1
=19.86? ? ? ? ? ? ? ? ? ? ? ?=19.9
B3=20-0.10-0.14
其次,選擇裝配法。有直接選配法和分組選配法兩種。如活塞銷與活塞的裝配。
其三,修配法。修配法在裝配時,根據實際測量的尺寸,用修配的方法改變尺寸鏈中一個預定的組成環的尺寸,使封閉環達到規定的精度。如車床尾座的墊板。其就是通過修刮墊板的方法,保證尾座的高度精度。
第四,調整法。有可動調整法和固定調整法兩種。前者是用改變零件位置來達到裝配精度的方法。
后者是選個零件來補償,從而保證裝配精度。如墊圈、墊片、軸套等。
高級裝配鉗工主要內容:一、裝配方法:1.軸承軸組裝配 多軸瓦裝配、靜壓軸承的裝配。2.同步帶裝配、齒形鏈條的裝配。3.液壓套合法裝配、壓入法裝配、溫差法裝配。4.液壓回路裝配。5.磨床裝配、主軸裝配。二、設備質量的檢測與調試:激光干涉儀、合像水平儀、經緯儀、光學平直儀的使用。機器的檢查與調試。三、特殊零件加工:1.高精度孔的加工.2.立體劃線:進刀凸輪劃線、大型工件劃線。3.曲面的加工及測量。4.軸瓦的刮削。
如大型工件劃線方法:(1)工件位移法;一般大型工件劃線,如條件允許,盡量放在平板上進行。(2)導軌與平尺調整法;在對一些大型工件劃線,將工件放在水泥基礎的墊鐵上調整,工件上放上平尺。(3)平板拼接法。拼接平板安裝中,可用經緯儀測距望遠鏡中分板的標尺之間的距離計算高度,進而來調平。經緯儀的測距公式為:D=KL+100K式中,D—標尺到測站點的距離,mm ;? L—上下視距在標尺上所截長度,mm; K—視距常數,K=100;C—視距加常數,0.
平板調整量公式為:δ=2KL? ? ? ? ? ? ? ? ?式中δ—平板實際調整量,mm; α—被測量平板垂直度盤的讀書,0;K—視距常數,K=100; L—上下視距在標尺上所截長度,mm;
(四)職業學校與地方企業培訓,遵守國家標準也應結合企業特點。旋轉零件的平衡,靜平衡放在中級中講,動平衡放在高級中講。
新型學徒制院校與企業一起培訓,除遵守國標外應結合企業及地方特點,有其特色。如某沿海城市職業技術學院依托電機廠,辦的有電機特色。若與一拖合作,可以增加拖拉機裝配、發動機的裝配。拖拉機一般用的是柴油機。可以把柴油機的裝配講精講透。如柴油機的拆裝與維護。柴油發動機主要有氣缸蓋、配氣機構、曲柄連桿機構、氣缸體、油底殼、進排氣支管、噴油機構、冷卻潤滑機構等組成。氣缸測量、氣門間隙的調整、正時皮帶的安裝等。氣缸蓋、配氣機構、曲柄連桿機構的拆裝是重點,熟練掌握。氣缸測量是判斷發動機氣缸體是否需要大修的依據。氣缸測量是難點。這個難點解決方法:學習千分尺使用,量缸表的安裝使用方法。列表填入測量結果,計算出氣缸的圓度誤差和圓柱度誤差等。誤差結果與標準對照,進而判斷需要大修嗎?氣門間隙的調整、正時皮帶的安裝也很重要。氣門間隙一般調到0.20~0.25mm.柴油發動機壓燃的,不用點火,但壓力要求高。發動機冷卻潤滑少不了。冷卻系統,有冷卻泵帶動冷卻液在發動機體、散熱器之間循環,保證發動機最佳工作溫度900.潤滑系統把機油打到各個潤滑部位,起到清洗、減震、潤滑、冷卻等作用。各部件密切配合方能正常運轉。柴油發動機是核心部件,一定要搞清楚。將徹底,講透徹。是一拖得裝配鉗工都要掌握其裝配、檢測方法。
若與中信重工合作,要向大型設備、礦山設備安裝、檢驗方面傾斜。大型設備安裝,光學平直儀、水平儀、經緯儀的使用。補充盾構機裝配,液壓知識等等。以培養出企業確實需要的員工。具有其企業特色。
院校可負責理論培訓,企業可負責技能培訓。強強聯合,深度融合。解決校企合作難,融合不深的問題。不但教職工技術,而且要教會利用多種途徑學習技術的方法。整理講義,裝訂成冊。供學習使用。裝配鉗工中、高級書籍,目前市場上買不到。近十年沒出這方面的書了。抗冠狀病毒肺炎期間,有必要學習線上教學,可用線上授課。引入慕課、微課豐富資源,開展討論、搶答、示范等多種形式教學。讀萬卷書,行萬里路。到圖書館查資;,深入企業,向廣大的工人師傅學習;到網上收集資料、視頻、PPT豐富教學資源。上課更生動、形象。結合職工情況,講得明白易懂,深入淺出。設計職工培訓意向調查表,搞需求調查。參加鑒定考級考試,檢驗培訓效果。校企深度融合,支撐當地企業技術及經濟發展。
參考文獻:
[1]張弟寧.汽車發動機構造與維修[M].1版.北京:人民交通出版社.2004.
[2]蔣增福.鉗工工藝與技能訓練[M].1版北京:中國勞動社會保障出版社.2001.
[3]張利人.鉗工技能實訓[M].4版北京:人民郵電出版社.2018.
[4]王興民.鉗工工藝學.[M].2版北京:中國勞動出版社.1991.
[5]魏立仲.裝配鉗工.[M].2版北京:中國勞動出版社.2016.
[6]苗子良.工具鉗工.[M].1版北京:中國勞動出版社.1997.
作者簡介:鄭旭,男,51歲,洛陽職業技術學院機電工程學院教師,副教授。主要從事機械加工制造和教學工作。