銅板帶連軋設備工藝研究
2020-12-23 09:38:59劉昕許建新楊帆
裝備維修技術 2020年13期
劉昕 許建新 楊帆

摘要:銅板帶的軋制工藝中,連續擠壓連軋設備在軋制銅板軋材的效率上優勢明顯,且加工精度較高,是一種高效節能的金屬軋制技術。因此,其應用前景廣闊、優勢十分明顯。作為一項先進的新軋制技術,連軋工藝在銅板帶軋材的軋制中的應用仍存在盲區,并且亦面臨諸多困難。本文對連軋技術進行了系統的概述分析,并通過以理論計算的方式求解關于連軋時板材咬入條件的問題。
關鍵詞:冷軋機;銅板帶連軋;設備工藝;數值模擬
銅是一種在國民經濟建設、人民生活中得到廣泛應用的金屬,銅材的加工消耗是衡量一個社會工業化發展水平及其發展速度的必不可缺的耗材。冷軋機是在銅板生產中不可或缺的機器設備,而高精度連軋的銅板冷軋機對于提高銅板產品質量具有無可比擬的優勢[1]。高精度冷軋機能夠軋制出厚度更薄、更均一的高精度銅板板材,連軋技術則能夠大大提升銅板材的軋制生產效率,從而實現在軋制過程中的高精度、高效率、低能耗[2]。本文為將從連續擠壓設備同軋機組成的連軋模型的建立,理論計算求解關于連軋時板材咬入條件問題。
傳統工藝中,銅板帶的生產方法大致有如下三種[3]:1)鑄錠熱軋開坯;2)水平連鑄帶坯;3)鑄錠冷軋開坯法。雖然生產方法有所區別,但是銅板帶材生產后續加工方式基本相同。加工流程如圖2所示。
連續擠壓方法最早在上世紀70年代由英國的技術研究人員提出,歷經15年的時間在銅板材軋制工業化上取得了較好的應用成果。連續擠壓技術將軋制過程中產生的摩擦力作為連軋的驅動力,從而大幅減少了軋制的能量消耗。連續軋制銅板帶的工作原理如圖3所示,在軋料被壓入輪槽時,擠壓輪輪槽會對軋料形成槽壁摩擦力,并且隨著擠壓輪形成的擠壓力一道將軋料推至擠壓腔,這一過程將產生大量熱量,軋料在拓展腔中被擠壓產生變形。從而在模具出口位置產生銅板帶。
連續擠壓工藝相比傳統的非連續式軋制技術而言具有諸多優點,主要特點及優點如下:
摩擦力轉變為生產推動力,大幅減少能耗。
擠壓時溫度可達600℃以上。
金屬擠壓流動的均勻性強。
軋制成形技術
軋制工藝時金屬冶煉的主要加工方式,尤其是鋼材的冶煉。該工藝也被廣泛的應用在銅板帶材的生產中。軋制技術基本概念圖如圖4所示,軋輥與軋件之間形成摩擦力,由摩擦力將軋件帶入軋縫,在軋縫中金屬軋材收到壓縮最后產生塑性形變。
在銅板帶材的生產中,軋制技術得到廣泛應用。
連續擠壓技術
傳統的銅板帶生產方式具有較多不足,主要問題在于:
熱軋方式需要對軋件今天加熱,能耗大,并且高溫環境下易使得產品含氧量上升。
傳統銅帶料的獲取方式致使坯料的表面質量不高。
生產工序繁雜,成本投入高。
正因傳統方式存在諸多的問題,練級連軋技術及設備便應運而生。
連續擠壓成形技術原理
連擠連軋技術在冷態環境下進行,通常以無氧鑄桿作為原材料。連續擠壓的方式采用摩擦力進行驅動,因此模腔將會產生劇烈形變,溫度可提高至600℃以上。因此在模具的出口位置,摩擦所產生的余熱可以將板材直接熱軋成形。連擠連軋的工作原理如圖5所示。
銅板帶連擠連軋工藝相比傳統軋制工藝而言步驟得到了簡化,并且具有諸多的優越性:
無需加熱工序,巧妙的通過摩擦力來產生高溫從而熱軋,大幅度減少了設備功耗。
采用了上引鑄桿的工藝,能夠創造含氧量更低的環境,所生產的銅板帶材雜質含量進一步降低。
無需銑削及退火,減少材料損耗,簡化了工藝。
實現了柔性制造。
機械設備簡單,占地小,并且生產過程中污染小,綠色環保。
連續擠壓、軋制咬入分析
連續擠壓咬入條件
連續擠壓過程可以簡化為異徑單輥的驅動軋制過程[4],軋料同輪軸接觸后會被咬入,咬入時系統的受力分析如圖7所示。
軋料的咬緊條件為,擠壓輪摩擦力f1水平力需大于正壓力N1、N2的水平分力,并且還需克服摩擦力f2的水平分力。計算可得坯料的咬入條件為:∝_1≤(z1-z2)/(1+R1?R2)。
軋制時板帶咬入條件
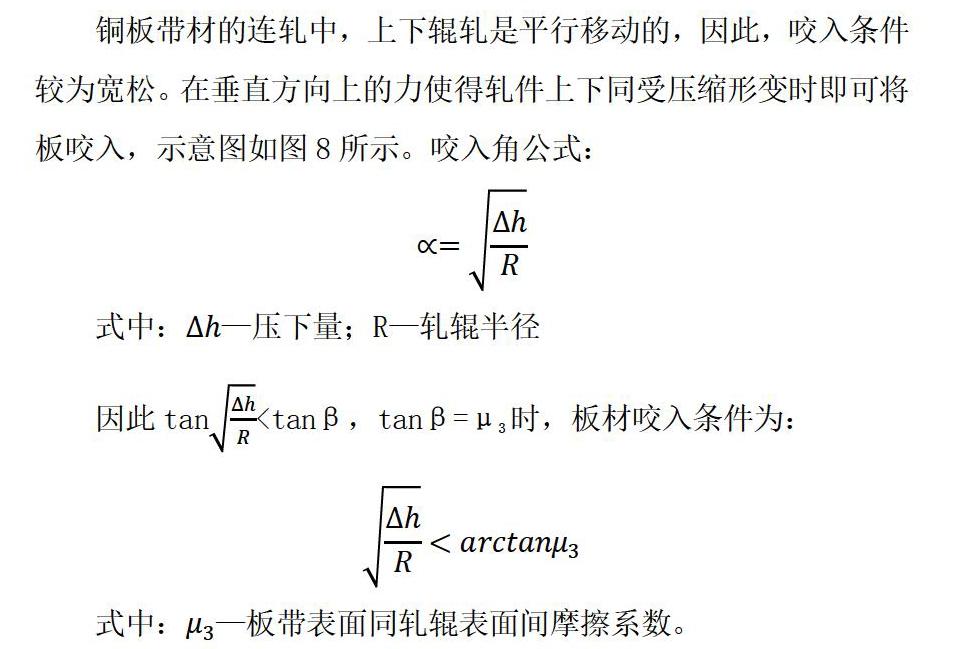
銅板帶材的連軋中,上下輥軋是平行移動的,因此,咬入條件較為寬松。在垂直方向上的力使得軋件上下同受壓縮形變時即可將板咬入,示意圖如圖8所示。咬入角公式:
∝=√(?h/R)
式中:?h—壓下量;R—軋輥半徑
因此tan√(?h/R) √(?h/R) 式中:μ_3—板帶表面同軋輥表面間摩擦系數。 結語 本文對銅板帶成形工藝進行了分析,對連續擠壓技術、軋制技術、連擠連軋技術分別進行了概述分析,對比了各自方法的優缺點。同時通過理論的分析計算,求出確立了連續擠壓連續軋制的咬入條件,為銅板帶連軋設備的工藝研究提供了理論技術支持。 參考文獻 [1] 宋勇,荊豐偉,藺鳳琴,謝新亮,殷實,徐鋼.寬帶鋼熱軋二級控制系統[J].金屬世界,2010,(5). [2] 孫文權,楊荃,邵健,孫浩.單機架冷軋機全干擾耦合模型的分步解耦設計[J].鋼鐵研究學報,2010,(8). [3] 孫文權,楊荃,彭鵬,等.單機架冷軋機全干擾耦合模型的建立與分析[J].鋼鐵,2010,(1). [4] 任培順.計算機在工業自動控制系統中的應用[J].計算機光盤軟件與應用,2014,(23). [5] 王鵬飛.淺析礦業破碎自動控制系統的設計應用[J].科技創新導報,2014,(5). 作者簡介:劉昕(1980-1-11),男,漢族,江西贛縣人,本科,助工。研究方向:機械設計制造及自動化。
