防水透濕功能性面料的生產工藝
2020-12-18 02:11:06李朝暉
印染助劑 2020年11期
關鍵詞:靜水壓
季 媛,李朝暉
(江蘇工程職業(yè)技術學院紡織服裝學院,江蘇南通 226000)
防水透濕功能性面料被稱為“可呼吸織物”,水在一定壓力下不能浸透該類織物,但人體散發(fā)的汗液卻能以水蒸氣的形式通過織物傳導到外界,使穿著者保持干爽、溫暖,廣泛應用于體育、休閑、戶外野營、軍事國防、高危戶外作業(yè)、醫(yī)療衛(wèi)生、消防等特殊領域[1]。防水透濕功能性面料按加工方式分為高密度織物、涂層織物、層壓織物。高密度織物開發(fā)成本高,應用有局限性;涂層織物價格低,除了濕法轉移涂層面料外,其他涂層面料的防水透濕性能較差,手感也不盡如人意;相對而言,層壓織物性能優(yōu)異,在工藝技術上具有選材范圍廣、設計靈活和污染少的優(yōu)點[2-3]。近年來,關于層壓織物防水透濕膜制備及其性能的研究較多,而對層壓織物生產工藝的研究相對較少。以瑞士Cavimelt 涂層層壓生產線為例,分析了膜種類、熱熔膠黏度和涂敷量、織物選用及固化條件等對防水透濕功能性面料性能的影響。
1 實驗
1.1 材料
面料:1#全滌春亞紡(50D×50D,665 根/10 cm×409 根/10 cm),2#全滌提花面料(75D×75D,496 根/10 cm×402 根/10 cm),3#全尼龍塔絲隆(70D×160D,617根/10 cm×283 根/10 cm)。防水透濕膜:PTFE 膜、TPU膜。熱熔膠:通用型PUR(美國Fuller)、有機氟處理面料專用型PUR(德國Henkel)。
1.2 生產工藝
第一步涂層轉移,將熔融的熱熔膠注入熱的儲膠槽,在刮刀的作用下將熱熔膠擠入加熱的雕刻輥凹槽內,然后通過涂層支撐輥的擠壓作用將熱熔膠從雕刻輥轉移到膜上,膜隨之與雕刻輥分離;第二步層壓復合,織物與涂有熱熔膠的膜通過層壓輥在常溫下通過一定壓力復合在一起;第三步堆置固化,在一定溫度和相對濕度下放置一段時間使熱熔膠固化。
1.3 測試
透濕量:參照JIS L-1099 B1進行測試[4]。
抗?jié)B水性:參照GB/T 4744—1997進行測試[4]。
耐水洗性能:參照GB/T 8629—2017 進行水洗,比較水洗前后的耐靜水壓。
2 結果與討論
2.1 影響防水透濕功能性面料性能的因素
2.1.1 防水透濕膜
防水透濕膜按透濕機理大致可分為微孔型和無孔型兩類[2]。由圖1 可以看出,不論與何種面料復合,由PTFE 膜復合的防水透濕面料透濕量比TPU 膜都要高很多。這與其透濕機理有關,PTFE 膜是微孔透濕,其孔徑介于雨水與水蒸氣之間,水蒸氣可以自由穿過孔道,阻力較小,因此透濕量大;而TPU 膜是無孔親水性透濕,水蒸氣需要與親水基團結合,通過織物內外的蒸汽壓差穿過膜,阻力較大,速率較慢,因此透濕量小。
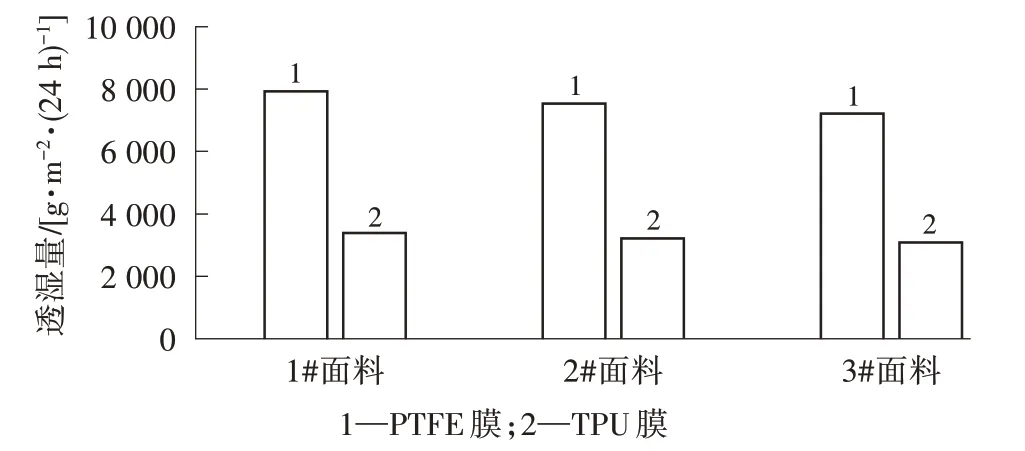
圖1 不同防水透濕面料的透濕量
由表1 可知,使用TPU 膜和PTFE 膜的防水透濕面料耐靜水壓均大于98.1 kPa,表現(xiàn)出優(yōu)良的抗?jié)B水性能,TPU 膜略優(yōu)于PTFE 膜;TPU 膜的耐水洗性能更好,PTFE 膜經5 次洗滌后耐靜水壓下降較多,但也能滿足服裝的耐水洗要求。

表1 兩種薄膜貼合后面料的抗?jié)B水性
綜上所述,PTFE 膜復合面料的透濕性能優(yōu)于TPU 膜復合面料,但TPU 膜的耐靜水壓和耐水洗性能比PTFE 膜好。PTFE 膜由于生產加工難度大、價格昂貴,一般用于高要求或惡劣條件下使用的專業(yè)登山服、防寒服、消防服、軍服、野外作業(yè)服等。TPU 膜雖然透濕性能略差,但價格便宜,主要用于普通防護服、運動服、雨披、休閑風衣等。
2.1.2 面料
普通面料織成的防水透濕功能性織物雖然能很好地保證水無法透過,但織物表面會被水潤濕或吸收水分,增加衣服質量并有潮濕感,同時會在織物表面形成一層水膜,降低透濕性能,容易發(fā)生滲透,所以外層面料通常都要經過防潑水整理,以保證織物淋水后不被潤濕,提升穿著體驗感。但外層面料經防潑水整理后表面性能發(fā)生改變,表面張力減小,潤濕難度加大,粘合效果變差,從而影響層壓織物的耐靜水壓和耐水洗性能。層壓工藝:熱熔膠1、TPU 膜,熱熔膠涂敷量9~11 g/m2,固化溫度30 ℃,相對濕度90%,固化時間48 h。由表2 可知,3 種外層面料經過防潑水整理后抗?jié)B水性能明顯下降,耐水洗牢度下降幅度更大;3#面料經防潑水整理后的粘合效果比1#面料和2#面料差,說明潑水尼龍面料比潑水滌綸面料更難粘合;水洗后防潑水面料局部出現(xiàn)氣泡,說明熱熔膠脫落,不能滿足服裝的質量要求。因此該工藝適用于外層面料為普通面料的織物,不適用于外層面料經過防潑水整理的織物。
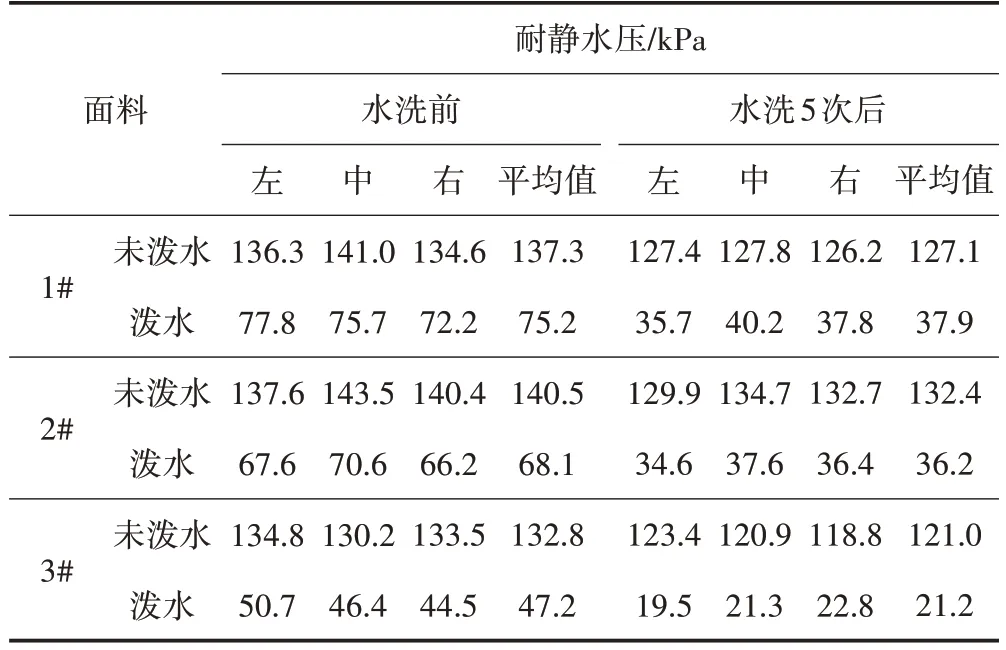
表2 面料防潑水整理前后的抗?jié)B水性能
2.1.3 熱熔膠
層壓工藝:熱熔膠1、熱熔膠2,涂敷量9~11 g/m2,將TPU 膜與3 種防潑水面料進行層壓復合,固化溫度32 ℃,相對濕度90%,固化時間48 h。由表3 可知,無論是滌綸織物還是尼龍織物,使用熱熔膠2 的防水透濕面料水洗前后的耐靜水壓都高于熱熔膠1,說明熱熔膠2 更適合外層面料經過防潑水整理的織物;尼龍面料水洗后耐靜水壓下降程度較滌綸面料明顯,說明此工藝粘合尼龍面料有缺陷,需要改進。

表3 熱熔膠對耐靜水壓的影響
2.1.4 熱熔膠黏度
熱熔膠黏度低,流動性大,容易透過面料影響織物的外觀、手感和粘結強度;黏度過高又會造成膜與雕刻輥難分離。以熱熔膠1 為例,在車速為10 m/min,不同黏度條件下對1#面料進行粘合,觀察其在涂層轉移和層壓復合時的工作狀態(tài)。由表4 可知,熱熔膠黏度為8 000~10 000 mPa·s 時,涂層轉移能夠順利進行,沒有明顯的拉絲現(xiàn)象,層壓復合時不產生透膠,手感較好,可以確保工業(yè)化生產的連續(xù)運行以及優(yōu)良的品質。熱熔膠黏度主要由雕刻輥的溫度來決定,但每種熱熔膠的黏度隨溫度變化的趨勢不同。圖2 為通用型PUR 和有機氟處理面料專用型PUR 的黏度-溫度變化曲線。

表4 熱熔膠在不同黏度下的工作狀態(tài)
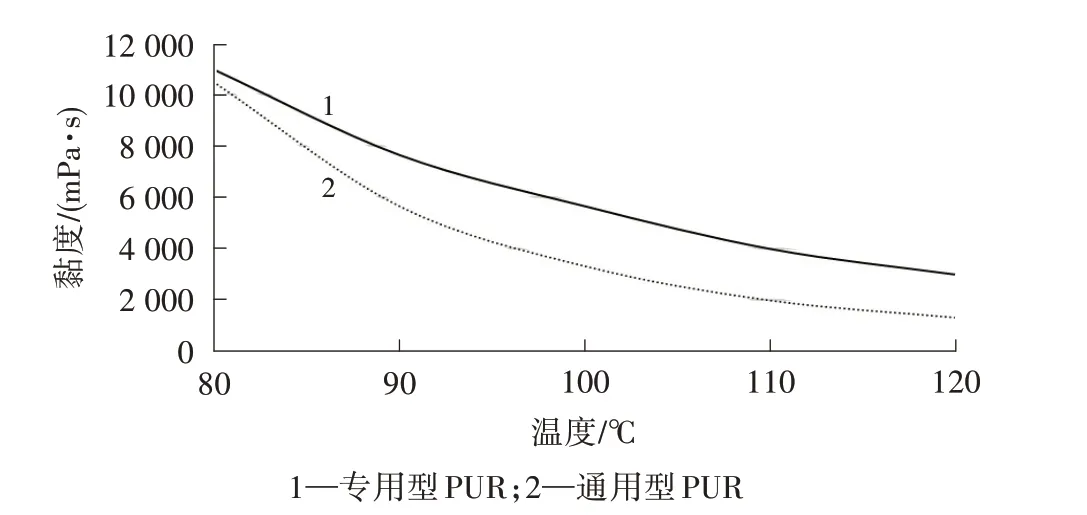
圖2 通用型PUR 和有機氟處理面料專用型PUR 的黏度-溫度變化曲線
由圖2 可看出,在相同溫度下,專用型PUR 的黏度要比通用型PUR 高;黏度為8 000 mPa·s 時,通用型PUR 的溫度為85 ℃左右,專用型PUR 的溫度為89 ℃左右。因此,雕刻輥的溫度應根據(jù)實際生產所用的熱熔膠黏度來選擇。
2.1.5 熱熔膠涂敷量
瑞士Cavitec 復合設備一般配備3 種涂敷量的雕刻輥:13~15 g/m2、9~11 g/m2、5~7 g/m2。層壓工藝:黏合劑2,TPU 膜,3 種潑水面料,固化溫度32 ℃,相對濕度90%,固化時間48 h。測試涂敷量變化對防水透濕層壓織物耐靜水壓的影響,結果見表5。
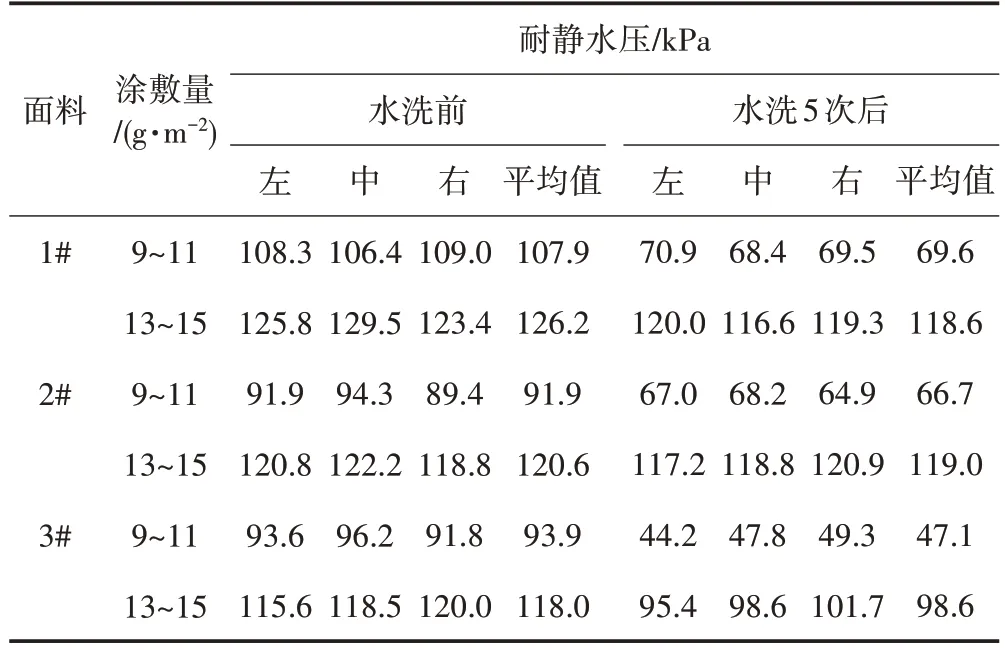
表5 涂敷量對耐靜水壓的影響
由表5 可知,面料的耐靜水壓隨著涂敷量的增加而升高,尤其是水洗后,3#面料的耐靜水壓提升更明顯,說明粘合潑水面料需要適當?shù)卦黾油糠罅坎拍苡休^好的粘合效果。由于熱熔膠具有一定的黏度和粘結強度,在熱熔膠從雕刻輥轉移到膜的瞬間,需要有一定的拉力才能把膜與雕刻輥分離,若車速過快,可能會出現(xiàn)兩種情況:(1)需要很大的拉力把膜與雕刻輥分離,但由于膜很薄、彈性好,易拉伸變形,來不及恢復就已經和面料粘接在一起,影響層壓織物的外觀和性能;(2)膜與雕刻輥還來不及分離就被卷入雕刻輥,無法生產。總結實際操作經驗發(fā)現(xiàn),無論是何種膜,速度不宜超過30 m/min;針對不同的膜、面料以及品質要求,速度一般控制在10~15 m/min。
2.2 固化工藝對熱熔膠固化率的影響
固化率是衡量固化效果的指標,受相對濕度、溫度和時間的影響[5]。熱熔膠的固化必須在一定的環(huán)境濕度下才能完成。由圖3 可以看出,在溫度一定時,固化率隨著相對濕度的增加而明顯提高,但是增加趨勢隨著時間的延長而放緩。當相對濕度為90%時,熱熔膠放置24 h 固化率就能達到90%;而在相對濕度為20%時,即使放置了72 h,固化率也僅在50%左右。因此,相對濕度對固化率及固化效率的影響非常明顯,固化時要盡量提高相對濕度,才能有效地保證熱熔膠充分固化。
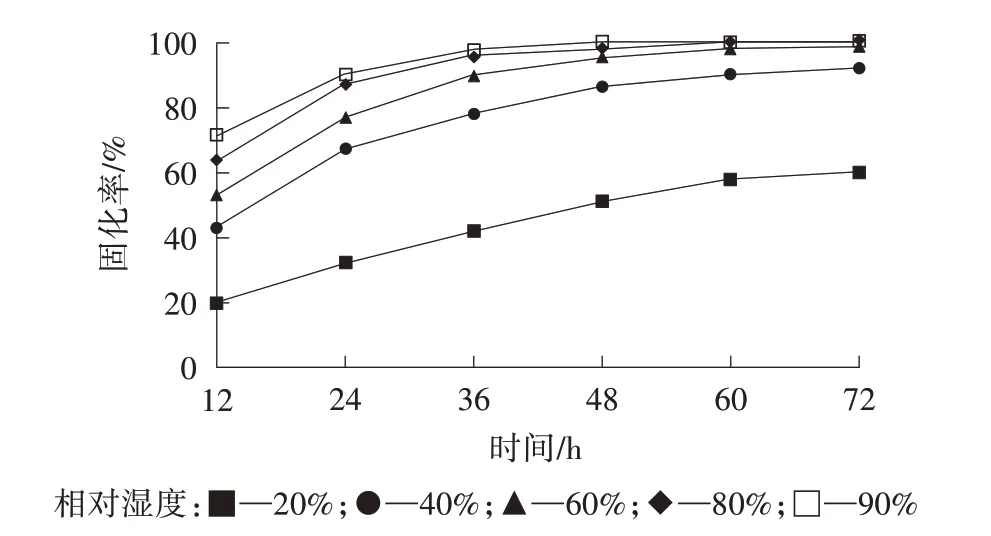
圖3 固化率與相對濕度的關系曲線(20 ℃)
由圖4可知,在相對濕度一定,溫度小于20 ℃時,需要較長的時間才能達到高的固化率;在溫度大于30 ℃時,只需要不到24 h固化率就能達到90%。
由圖3、圖4 可知,升高溫度和增大相對濕度都可以提高固化率、縮短固化時間。當溫度與相對濕度確定時,時間越長,固化效果越好,特別是當溫度為20~30 ℃、相對濕度為50%~90%時,在12~24 h 內固化率就能達到90%以上。雖然在溫度小于20 ℃、相對濕度小于50%的情況下,延長固化時間也可以達到高固化率,但從實際生產效率考慮,固化時間不宜過長,一般控制在兩天以內。

圖4 固化率與溫度的關系曲線(相對濕度50%)
3 結論
(1)根據(jù)服裝的用途及透濕性要求來選擇合適的膜,PTFE 膜是在惡劣環(huán)境下使用的理想材料,一般情況下使用TPU 膜即可。
(2)為了提高防水透濕面料的防水性能,可對粘合面料進行防潑水整理,但要選用專用型熱熔膠,根據(jù)成品品質要求確定合適的涂敷量。
(3)防水透濕面料較為理想的生產工藝:粘合溫度是熱熔膠黏度為8 000~10 000 mPa·s 時所對應的溫度,運行速度一般為10~15 m/min,固化溫度盡量保持在30 ℃及以上,至少不要低于20 ℃,固化相對濕度盡量保持在90%以上,至少不低于50%,固化時間一般控制在兩天以內。
猜你喜歡
中國纖檢(2022年8期)2022-09-22 07:28:06
紡織標準與質量(2022年2期)2022-07-12 06:12:50
計測技術(2020年3期)2020-08-04 09:44:42
中國中醫(yī)藥信息雜志(2019年9期)2019-09-30 09:01:47
質量技術監(jiān)督研究(2019年1期)2019-04-25 12:27:40
腐蝕與防護(2018年11期)2019-01-02 07:03:40
科技創(chuàng)新與應用(2018年29期)2018-12-13 01:56:50
中國纖檢(2018年5期)2018-05-10 03:16:15
中國纖檢(2017年8期)2017-12-20 21:18:34
中國纖檢(2017年7期)2017-12-15 13:04:41