DR檢測技術在空調零部件焊接領域的應用
2020-12-18 08:16:04馮韶楠苗立亞尹亮亮
無損檢測 2020年2期
馮韶楠,苗立亞,孫 剛,尹亮亮,張 杰
(格力電器(石家莊)有限公司, 石家莊 050000)
隨著經濟社會的發展,消費者對產品質量的要求越來越高。蒸發器、冷凝器及節流裝置作為空調的核心部件,在空調正常運轉過程中起著重要作用。而焊接[1]作為連接這些部件的最有效方式,其質量對空調的使用性能至關重要。目前空調零部件的焊后缺陷主要有:焊堵、焊瘤、氣孔、未熔合、蝕穿、熔深不足等;其中焊瘤、蝕穿及未熔合均可通過外觀識別檢出,但焊堵、氣孔及熔深不足等缺陷不易識別且難以檢出。同時現階段的破壞性解剖抽檢,不僅勞動強度大,檢測成本高,并且難以準確檢測焊接質量,因此引入無損檢測技術具有重要意義。
數字射線檢測技術(Digital radiographic testing,DR)為可獲得數字化圖像的射線檢測技術[2-4],可在不破壞構件的前提下對焊縫缺陷進行準確、高效地識別,相較于原有破壞性解剖手段,該技術具有獨特的優勢,能有效保障空調零部件的焊后質量。

圖1 數字射線檢測原理示意
1 數字射線檢測技術原理與試件制備
1.1 基本原理
數字射線檢測基本原理如圖1所示,檢測時射線源釋放X射線,射線穿過被檢測的工件后攜帶有工件內部的組成信息,并被平板探測器接收,探測器將所接收到的X射線光子轉換為數字信號,數字信號再被計算機接收后轉換為數字圖像,最終在顯示器上顯示出來,根據所顯示的圖像可判斷出工件內部是否存在缺陷以及存在缺陷的信息。
1.2 DR檢測系統組成
DR檢測系統主要由成像部分和控制部分組成,成像部分主要有X射線機和平板探測器,如圖2所示;控制部分則由成像軟件和計算機工作站組成。
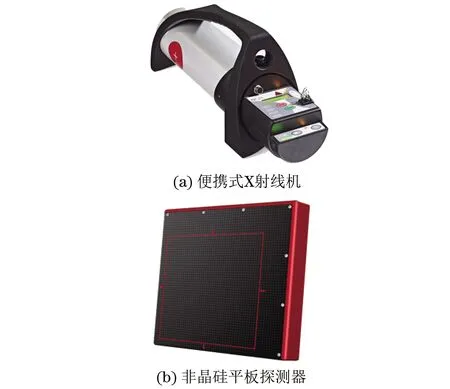
圖2 成像部分的主要部件
采用ICM的便攜式X射線機(型號IXS160BP400)進行試驗,其主要參數為:最大管電壓160 kV,焦點尺寸為0.8 mm×0.7 mm;其中平板探測器采用奕瑞Eart0505XN平板探測器,平板類型為非晶硅,像素尺寸為85 μm,外觀尺寸(長×寬×高)為186 mm×183 mm×60 mm,成像區尺寸(長×寬)為13 cm×13 cm,使用溫度為-10~50 ℃,質量約為2 kg。
1.3 試件制備與檢測參數
焊接件主要材料為TP2紫銅及黃銅,焊接方式為火焰釬焊,采用中性焰內外焰往復擺動式加熱焊接[5],焊接過程中根據施焊材料的物理特性合理選擇釬料和釬劑。試件為隨機選取試樣與預制缺陷試樣,隨機選取試樣均為外觀檢測合格(無明顯焊接缺陷)試樣。檢測試件的規格 (直徑×壁厚)分別為5 mm×0.23 mm,7 mm×0.6 mm,8 mm×0.65 mm,9 mm×0.71 mm,12 mm×1 mm;試驗中的檢測參數如下:電壓,150 kV;電流,0.4 mA;積分時間,10~15 s;焦距,80~90 cm。
2 試驗結果分析
主要對空調制造過程中涉及焊接的構件進行檢測分析,這些構件包括換熱器組件、集氣管管接頭、過濾器和四通閥組件等,分別從焊接缺陷檢測分析、裝配間隙及接頭熔深三個方面進行檢測分析。
2.1 焊接缺陷分析
圖3所示為換熱器組件焊后的檢測結果。從圖3(a)中可以看出小彎頭接頭部位缺陷明顯,焊縫中存在大面積焊料未填充現象,該情況與前期使用清潔度較低的彎頭進行焊接時的結果一致,同時表明焊件表面清潔度對焊接質量存在重要影響;圖3(b)為軟件強化后的缺陷對比圖,可以看出通過增強圖像對比度可實現對缺陷的準確識別。為了驗證檢測結果,對檢測彎頭進行解剖,結果如圖4所示,可見彎頭焊縫處存在大面積焊料未填充現象,焊料沿螺紋管進行潤濕鋪展,與檢測結果一致。

圖3 換熱器組件的檢測結果

圖4 缺陷件解剖示意

圖5 單向閥檢測結果
2.2 裝配間隙檢測結果分析
圖5為單向閥兩側毛細管及配管焊接接頭的檢測結果。單向閥管端為壓制成型件,配合毛細管凸臺實現定位,焊接過程中毛細管會因彎制應力發生回彈而致使配管裝配不到位。從圖5中可看出:單向閥兩側焊縫存在明顯的氣孔缺陷,并且毛細管及配管裝配、配合狀態可有效識別;毛細管裝配長度大于焊縫,可避免使用中雜質沉積堵塞毛細管而影響空調整機的使用性能,即配管長度及間隙可有效滿足使用要求。
管接頭為帶螺紋黃銅構件,與紫銅管焊接形成固定接頭。其結構特點決定了焊縫較厚(3~4 mm),而與配管存在較大的厚度差,并且兩種材料的物理性質差異會使得檢測過程中存在顯著的邊蝕效應,嚴重影響構件的檢測分析。
圖6為采用輔助工裝后的檢測結果,可以看出焊縫熔深滿足工藝要求,焊接質量良好,但管接頭與銅管之間的配合存在一定的間隙。

圖6 管接頭檢測結果
2.3 熔深檢測結果分析

圖7 過濾器檢測結果
圖7為過濾器的檢測結果,從圖中可以看出,過濾器內部濾網結構清晰,同時對焊縫部分圖像進行放大處理后可看出焊縫左側存在一定程度的焊料不足,但經測量分析焊縫熔深滿足公司的質量要求。
檢測前,為了檢測管接頭類構件的焊接熔深質量,可以通過減少焊料添加量制備試件。
管接頭試件的檢測結果如圖8所示,可見,由于釬料添加不足,焊縫存在顯著的熔深不足缺陷;如圖8(a)所示,與樣件制備過程中焊料添加不足相吻合,右側焊縫存在顯著熔深不足。為進一步驗證檢測結果,將樣件旋轉180°再次進行檢測,結果如圖8(b)所示,在左側焊縫發現了缺陷且缺陷形狀與圖8(a)所示的一致,經分析軟件測量,缺陷尺寸為2.63 mm,不滿足質量要求。

圖8 管接頭熔深檢測結果
3 結論
(1) 對于空調管路系統焊接構件,通過射線檢測技術可實現對焊縫缺陷、構件裝配間隙及焊縫熔深的可視化檢測。
(2) 針對空調換熱器構件,采用數字射線檢測技術可實現彎頭焊接質量的準確識別,并且通過分析軟件的優化,可實現焊縫缺陷的準確化表征。
(3) 相較于破壞性檢測手段,數字射線檢測技術的應用在降低檢測成本的同時,可明顯提高焊接質量的檢測分析效率。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13