超高層伸臂桁架梁柱安裝施工技術研究
2020-12-16 07:34:24張劍強
鐵道建筑技術 2020年9期
張劍強
(中鐵城建集團有限公司 湖南長沙 410208)
1 引言
隨著科學技術的發展,國家綜合實力不斷提升,全國各地涌現出越來越多的超高層建筑。超高層建筑從設計到施工通常都會遇到一系列難題,由于鋼結構的抗震效果優、結構性能好、施工速度快,故其在超高層建筑結構中扮演著越來越重要的角色。超高層建筑采用框架—核心筒結構形式比較普遍,綜合考慮設計與施工等因素,外框架一般采用裝配式鋼柱+鋼梁組合體系,并利用鋼筋桁架樓承板代替傳統的現澆鋼筋混凝土樓板,從而取代了傳統施工模式下大量木質模板的使用,這節省了資源,滿足了綠色環保施工要求,且不需要搭設模板支撐體系,減少了租賃成本,節省了人工費,加快了施工進度,有效縮短了施工工期。
2 工程概況
某工程項目位于寧夏回族自治區銀川市,建筑總高度為301.150 m。工程主體結構采用框架—核心筒混合結構體系,外框架由鋼梁和型鋼混凝土柱構成,設置2道伸臂桁架層,桁架層鋼結構總噸位達萬余噸,核心筒內由伸臂桁架組成,外框由環桁架及箱形梁與核心筒外伸牛腿連接成一體,構成一個空間封閉的穩固結構形式。桁架層鋼構件形式多樣、異型構件較復雜、重大構件數量多、焊接工作量大,桁架層構件的板厚最大值達100 mm,最重構件達33.4 t,主要節點采用組合焊接形式。
3 施工特點
(1)優化梁柱節點部位牛腿、翼緣與鋼筋連接方式。牛腿上翼緣采用焊接鋼筋連接器連接,牛腿下翼緣采取焊接等強度鋼板與鋼筋搭接焊接方式,有效節約了鋼筋成本,加快了施工進度,確保了施工質量[1]。
(2)設計制作可拆卸式操作平臺安裝T型鋼柱,采用外掛平臺進行鋼梁焊接作業,為施工提供多個安全的作業面,有效降低了高空作業風險,保證了施工作業安全。
(3)通過采用BIM技術定位構件重心、串吊作業同時起吊多根鋼梁等技術措施,較好地解決了垂直吊裝問題,保證了構件吊裝效率與安裝質量。在超高層建筑施工組織中,垂直運輸是施工進度管控的重難點,本工程采用多根鋼梁同時串吊,提高了吊裝作業效率,保證了塔式起重機使用效率,有效節約了成本。同時本項目通過應用BIM技術,快速查找并確定異型偏重構件重心,并根據重心位置合理設置超大、重大構件的吊耳位置和數量,并通過采取異型構件多點吊裝、優化焊接定位板等措施,保證構件快速、準確就位與安裝。
(4)注重與設計單位加強溝通對接,在深化設計階段優化構件分節,并預先模擬現場安裝作業,達到減少吊次、提高吊裝效率、盡可能減少100 mm超厚鋼板焊縫數量的效果,從而提高鋼結構安裝施工工效,保證鋼結構安裝質量[2]。
(5)通過BIM技術模擬現場工況,合理避免了超厚板箱形構件焊縫重疊問題,保證了現場焊接質量。厚板、超厚板在焊接過程中容易產生較大的焊接內應力而導致焊板變形,且在施焊后常會出現焊縫結晶粗大、鋼材塑性和韌性下降、焊接裂紋和殘余應力大等缺陷問題[3]。依據《鋼結構設計規范》有關規定(在設計中不得任意加大焊縫,避免焊縫立體交叉和在一處集中大量焊縫,同時焊縫的布置應盡可能對稱于構件形心軸),經與設計單位充分溝通,將原設計界面方形改為平行四邊形,將牛腿鋼板與箱形柱鋼板優化為一張鋼板,從而減少了1條焊縫,較好地解決了焊縫重疊問題。
4 工藝原理
應用BIM技術優化構件分節、模擬現場工況、查找異型偏重構件重心,實現提高現場吊裝效率與施工質量的效果。
優化梁柱節點部位牛腿翼緣與鋼筋連接方式(牛腿上翼緣采用焊接鋼筋連接器連接,牛腿下翼緣采用焊接等強度鋼板與鋼筋搭接焊接),設計可拆卸式操作平臺進行T型鋼柱施工,制作外掛平臺實施鋼梁焊接作業,采用串吊作業方式進行鋼梁吊裝,提高了施工作業安全性[4],加快了施工進度,節約了成本。
5 施工工藝流程及操作要點
5.1 梁柱節點施工工藝流程
本工程梁柱節點施工嚴格按照工藝流程組織實施,確保作業規范、質量受控。具體工藝流程如圖1所示。
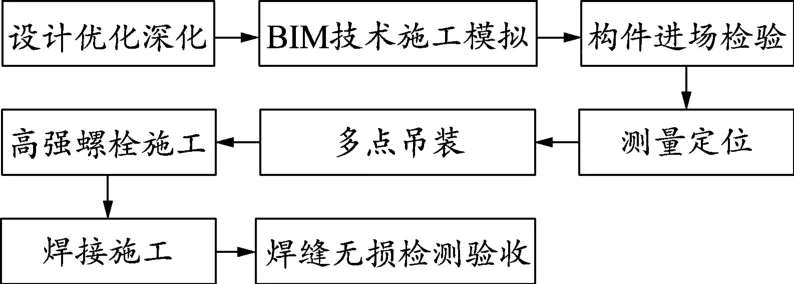
圖1 梁柱節點施工工藝流程
5.2 應用BIM技術模擬鋼梁施工流程
鋼梁模擬吊裝具體流程為:外圍框架柱吊裝→樓層主梁及與核心筒連接鋼梁吊裝→核心筒連接鋼梁及次梁吊裝→次梁及懸挑鋼梁吊裝(要求核心筒領先于外框架施工),如圖2所示。
5.3 利用建模軟件優化構件分節分段
鋼結構現場安裝不僅要注意構件安裝的先后順序,而且要檢查各個節點之間是否存在碰撞問題。平面圖紙無法直觀反映出各構件的空間位置,項目采用BIM技術建立結構模型[5],利用碰撞功能檢查各個節點,能快捷地找出構件與構件之間是否存在碰撞現象、是否存在有被遺漏的節點。如圖3所示。
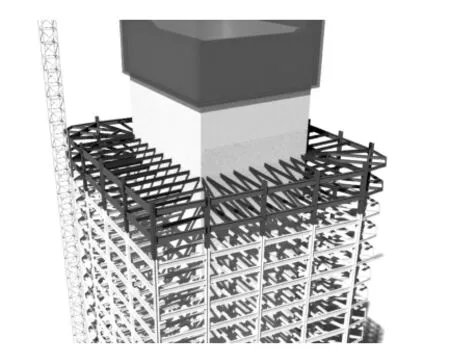
圖2 BIM技術模擬梁柱安裝示意
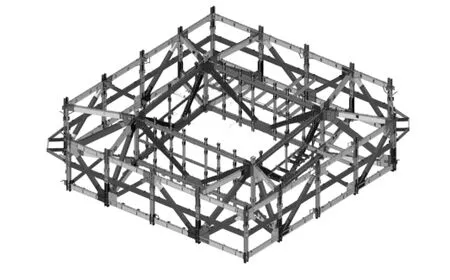
圖3 伸臂桁架模型示意
根據施工圖對桁架層構件的板厚、重量、形式進行分析,綜合考慮運輸條件、吊裝設備性能、桁架構件分布位置、塔吊覆蓋半徑范圍等因素,最大限度地滿足桁架鋼構件吊裝需要。由于本工程鋼構件采取異地加工,因此還需考慮構件的截面尺寸,保證加工的構件符合運輸條件要求。構件合理分節分段有利于提高現場安裝效率、減少焊接工作量,因此需要與加工制作廠家保持良好溝通,提前介入深化設計,并結合現場塔吊性能參數、工期要求、質量標準及安全可靠性等因素,對鋼構件進行合理分節分段。
利用BIM技術在構件碰撞檢查方面的優勢,依托模型對伸臂桁架各構件進行檢查校核,碰撞校核完成后對模型構件進行編號,并對伸臂桁架進行分段分節。同時根據構件高度不超過2 800 mm、寬度不超過3 000 mm的限值要求,在節點區斷開鋼柱,使其能滿足車輛運輸和現場吊裝有關要求。
5.4 優化梁柱節點位置與鋼筋連接
通過BIM技術三維模擬鋼結構異型柱與鋼筋綁扎節點施工工況,可以清晰發現鋼筋在梁柱節點處的沖突問題。原設計圖紙中,鋼筋在梁柱節點處均采用鋼筋連接器連接[6]。如按傳統工藝,牛腿上下翼緣鋼筋使用鋼筋連接器連接后,柱中鋼筋將采用單面10d(d為鋼筋直徑,下同)或雙面5d進行搭接焊接。為優化施工,經查閱有關圖集、規范并結合施工經驗,并與設計單位溝通,將原設計鋼筋連接方式變更為牛腿上翼緣采用焊接鋼筋連接器連接、牛腿下翼緣采用焊接等強度鋼板與鋼筋搭接焊接連接[7],如圖4所示,達到了提高工效、縮短工期的效果,同時也保證了施工質量。
5.5 優化作業空間,降低高空作業風險
根據型鋼柱截面形式,設計用于鋼結構施工的可拆卸式操作平臺[8],作為型鋼柱安裝焊接的臨時施工平臺。該操作平臺主要采用40 mm×40 mm×3 mm的方管鋼加工制作,平臺底板尺寸為2 400 mm×2 200 mm,鋪焊花紋鋼板,防護圍板高度為1 700 mm。該平臺可逐層周轉循環使用,既穩固可靠又節省材料,如圖5所示。

圖4 現場焊接
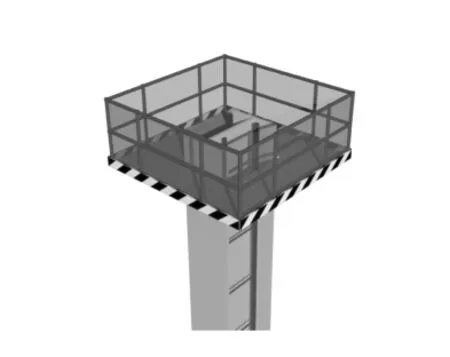
圖5 可拆卸式操作平臺示意
可拆卸式操作平臺內側每根方鋼管焊接有可調式固定架,與型鋼柱進行可靠固定,提供滿足施工需要的穩定承載力,平臺底部鋪設并焊接花紋鋼板,為作業人員安裝焊接鋼構件提供作業面,平臺四周設置豎向防護圍板,防范作業人員高處墜落,平臺周邊設置圓鋼吊環,供塔吊提升平臺使用。采用該平臺進行作業,大大提高了施工效率,縮短了工期,并降低了施工風險,保證了作業人員安全。操作平臺安全驗算如下:
掛梁抗剪承載力:

式中,fv為Q235鋼材的設計抗剪強度,值為125 N/mm2;A為平臺槽鋼掛梁截面面積,值為1 270 mm2。
經計算,掛梁抗剪承載力V=635 kN,遠大于總荷載設計值(平臺自重與最多4名操作人員重量之和,為5.42 kN),完全滿足要求。
施工過程中,保持外框鋼柱滯后于核心筒3~6層,樓層梁滯后型鋼柱3層,混凝土樓層滯后樓層梁3層左右,從而保證樓層梁安裝基本控制在混凝土樓蓋上方1~3層位置。現場進行鋼梁焊接作業時,采用鋼梁下掛操作平臺實施,增加了作業面,并保證了施工安全與質量。
5.6 查找異型構件重心,采用多點吊裝構件
鋼構件進場后,現場質檢人員應逐一檢查構件加工制作與焊接質量,對存在質量缺陷的構件應及時采取處置措施。異型構件吊裝前,先采用BIM技術進行三維模擬,較為準確地找出異型構件的重心,然后根據重心放樣構件吊裝示意圖,合理設置吊點,確定吊裝鋼絲繩長度,以保證構件起吊平穩、吊裝角度符合規定,從而改變構件通常在加工廠事先設置好吊耳而極少考慮偏重構件重心,致使現場吊裝難度加大及時間延長的狀況[9]。同時利用爬模架在4個核心筒勁性角柱外側焊接桁架定位鋼板,為桁架安裝事先確定好高程及控制線,且可作為桁架的就位托板進行臨時固定[10],以及通過采取增設倒鏈、焊接定位板等措施,保證桁架鋼構件吊裝快、就位準、安裝質量符合要求。
為保證施工安全,功能樓層樓蓋梁在工廠加工制作時,可考慮在工字梁上開設吊裝孔或在梁上焊吊耳。對于個別樓層梁安裝,當一端無操作空間時,可考慮在鋼梁上加設安全繩。為保證安裝進度,對于樓層梁可采用一鉤多吊的串吊作業方式,如圖6所示。

圖6 一鉤多吊現場圖
5.7 應用BIM技術避免焊縫重疊問題
根據施工圖對重大節點進行分析,通過BIM三維模型核查焊縫位置,發現箱形構件節點處牛腿與箱形構件拼接焊縫發生重疊。經與設計單位充分溝通,將原設計界面方形變更為平行四邊形,將牛腿鋼板與箱形柱鋼板合二為一,變更為1張100 mm厚鋼板,從而減少了1條焊縫,較好地解決了焊縫重疊的問題[11]。但此處采用1張鋼板,就需要對鋼板進行16°折彎處理,由于100 mm厚鋼板一次壓彎成型極易造成鋼板撕裂,國內尚未見一次壓彎成型的相關記錄。結合鋼板性能進行分析、研討,最終確定采用1 000 t液壓機對100 mm厚鋼板分2次進行折彎,每次折彎8°,以滿足16°要求,如此不但保證了鋼板性能不被破壞,而且滿足了安裝要求,加快了施工進度。
5.8 超厚板焊接措施
根據本工程所選用鋼材的性能及其化學成分情況,依據國際焊接學會推薦的碳當量計算公式,計算確認在進行超厚板焊接作業前,是否需對其進行預熱。計算公式:

式中,元素符號均表示鋼材中該元素的含量。
隨著碳當量數值的不斷累積,一般情況下,當碳當量<0.4%時,不需要采取預熱措施。當碳當量值處于0.4%~0.6%之間時,冷裂紋的敏感性將增大,焊接時需要采取預熱措施[12]。
經計算,本鋼材CE(IIW)=0.439 9%>0.4%,焊接前需要對其進行預熱。
考慮碳當量和板厚兩個因素,采用Seferain法計算焊接預熱溫度:
式中,[C]c表示成分碳當量;[C]t表示板厚碳當量;[C]表示總碳當量;t為板厚(mm);Tp為預熱溫度。
由于銀川市地處北方,氣溫相對較低,鋼材施焊后需及時進行后熱處理,所以,最終將預熱溫度確定為110~120℃之間。
桁架層鋼構件的鋼板為超厚板,現場焊接難度大,工作量大,焊接時通過采取布設拘束板的臨時加固措施,較好地防止了焊接變形,保證了施工質量,且有利于后期構件拼裝,如圖7所示。為避免熱收縮,焊接過程中嚴格控制焊接層間溫度。溫度過高時及時停止焊接,待溫度下降后再繼續焊接。本工程單個焊縫節點最大收縮值在3~4 mm范圍內。

圖7 超厚鋼板焊接增加拘束板支撐
鋼板墻焊接完成后采取后熱措施,通過計算并考慮板厚因素,確定后熱溫度為100℃。當構件厚度t>50 mm時,最短保溫時間(150+t)/100(經驗公式),經計算確定最短保溫時間為2.5 h[13]。隨后緩慢冷卻,加溫測溫方法與預熱相同。
6 焊縫檢驗及返修
6.1 外觀及無損檢測
當構件溫度自然冷卻至環境溫度后,開始對焊縫進行外觀檢查,待構件焊接完成48 h后對構件進行無損檢測。經現場檢測,本工程焊縫無損檢測合格率達到99%以上,所有焊縫均未出現焊接裂紋。
6.2 焊縫返修
當焊縫存在內部缺陷時,其返修工藝和檢驗程序將嚴格按照原焊接工藝和檢驗程序實施,同一位置的焊縫返修次數不應超過2次。
7 結論
通過對超高層鋼結構伸臂桁架梁柱安裝施工實踐與檢測證明,采用BIM技術進行碰撞檢查,能有效避免返工;利用三維模擬施工,能合理優化梁柱節點位置與鋼筋連接方式、優化作業環境并減少焊縫數量;利用可拆卸式平臺和串吊方式,可實現快捷便利施工。通過以上技術研究與應用,確保了伸臂桁架鋼梁、鋼柱安裝質量,同時降低了施工成本,縮短了工期,保證了施工安全,為公司其他類似鋼結構工程施工提供了更好、更廣的參考借鑒作用,具有較大的推廣價值和較好的應用前景。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34