超聲導波在焊縫缺陷檢測中的發展與挑戰
2020-12-16 00:54:34衛小龍杜國鋒袁洪強張丹富
科學技術與工程 2020年31期
衛小龍, 杜國鋒, 袁洪強, 張丹富, 馬 騏
(1.長江大學石油工程學院, 武漢 430100; 2.長江大學城市建設學院, 荊州 434020)
焊接作為常見的一種連接方式,保證焊接質量是確保構件正常服役的基本要求。而在焊接過程中,裂紋、咬邊、夾渣、孔洞、焊瘤、弧坑、未熔合等常見的焊接缺陷容易引發質量問題,降低焊件壽命,威脅生命財產安全。目前焊接質量檢測方法主要有:聲學檢測法(超聲、聲發射等)、磁學檢測法(磁粉、漏磁等)、射線檢測法(X射線、γ射線等)、電學檢測法(渦流、微波等)、熱學檢測法(紅外熱成像、光聲光熱檢測等)、光學檢測法(激光視覺)、滲透檢測法(流體滲透)。每種方法各有利弊,有其自身的特點和適用性。然而超聲導波檢測隨著近30年在基本理論、數值仿真模擬、實驗技術等方面的快速發展,特別是近10年商業化的應用,以其具有長距離、大范圍、效率高等優勢,得到了廣大學者的高度關注。
1 導波發展歷程
聲波在波導材料中(如管、棒、板等)受到幾何界面影響發生多次反射、透射等作用,進而形成復雜的干涉和幾何彌散,疊加之后繼續沿著波導材料向前傳播最終形成了導波。主要分為板狀材料中的SH波、蘭姆波(Lamb),圓柱體中的縱向導波(L模態、T模態、F模態)、周向導波(周向Lamb波、周向SH波)和表面波(Rayleigh波)。超聲導波的技術發展大致分為兩個階段。第一階段以理論機理為主,在過去的兩個多世紀,Stokes[1]、Rayleigh[2]、Hopkinson[3]、Pochhammer[4]、Chree[5]、Lamb[6]、Davies[7]、Mindlin[8]、Graff[9]和Auld[10]等著名學者在動力學和彈性力學等領域作出了杰出的貢獻,為導波技術發展做了大量開拓性的工作。20世紀50年代,Bancroft[11]、Hudson[12]、McFadden[13]、Thomson[14]、Haskell[15]、Ghosh[16]、Herrmann等[17]主要集中在對波的特征方程計算、頻散方程的求解上。最終Gazis[18-19]在前人研究基礎上,通過數值模擬給出了縱向模態和扭轉模態頻散方程的通解以及頻散曲線。Fitch[20]在實驗中激勵了最低階的四個對稱和不對稱模態的導波,測得群速度的實驗值,驗證了Gazis[18-19]的結論。20世紀90年代,第二階段以技術開發應用為主。隨著計算機普及,運算速度加快,仿真數值模擬在研究聲場分布與缺陷的作用做出了積極貢獻,為導波傳播機理研究、實驗數據采集分析處理、缺陷定性定量識別、定位成像分析提供了理論指導。文獻[21-36]在導波理論研究、傳播機理、導波模態、頻率選取、電磁超聲探頭、導波檢測傳感器、導波相控陣、信號分析與成像算法等方面取得了諸多成果。中國導波技術雖起步較晚,但通過研究人員的不懈努力,近些年與國外學術水平已不相伯仲,特別是在商業應用方面。文獻[37-47]在管道充液和包覆層缺陷檢測、錨固件導波應用、時間反轉聚焦系統研發、PVDF(polyvinglid ene-flouride)探頭、寬帶柔性梳狀表面波傳感器、電磁傳感器等領域碩果累累。然而,針對損傷識別,中外研究人員的研究領域主要聚集在板狀結構、管道、復合材料中的缺陷檢測,以焊縫缺陷作為研究對象相對較少。在SCI數據庫進行文獻搜索,以“guided wave”“weld defect”為關鍵詞,近10年的研究成果如圖1所示。可以看出,只有近3年利用導波對焊縫缺陷檢測的研究成果才呈遞增趨勢,但數量仍較少。現從板狀結構和管道兩方面,調研大量文獻,梳理、分析、總結導波在焊縫缺陷檢測中的發展以及面臨的挑戰,方便后續研究人員開展工作。

圖1 SCI數據庫中近10年來對導波焊縫缺陷的研究成果Fig.1 Research results of weld defects of guided waves in SCI database in recent ten years
2 板狀結構焊縫缺陷檢測
板狀結構中的超聲導波有Lamb波(分為對稱S型、非對性A型)和SH剪切波(圖2)。每一種模態劃分不同的階數,不同的頻率傳播速度也不同,這是導波特有的多模態和頻散特征。在板狀結構的檢測中,Lamb波應用較為廣泛。Lamb[48]在擬定沒有邊界限定的平板中求解應力波動方程式得到解析解,將該波動命名為Lamb波。隨后有眾多的學者對Lamb波的傳播特性以及頻率方程的優化求解進行探索。Worlton[49]求解鋁板和鋯板的特征頻散曲線,提出S型和A型Lamb波均可用于檢測缺陷的觀點,自此,Lamb波的應用價值得以體現。
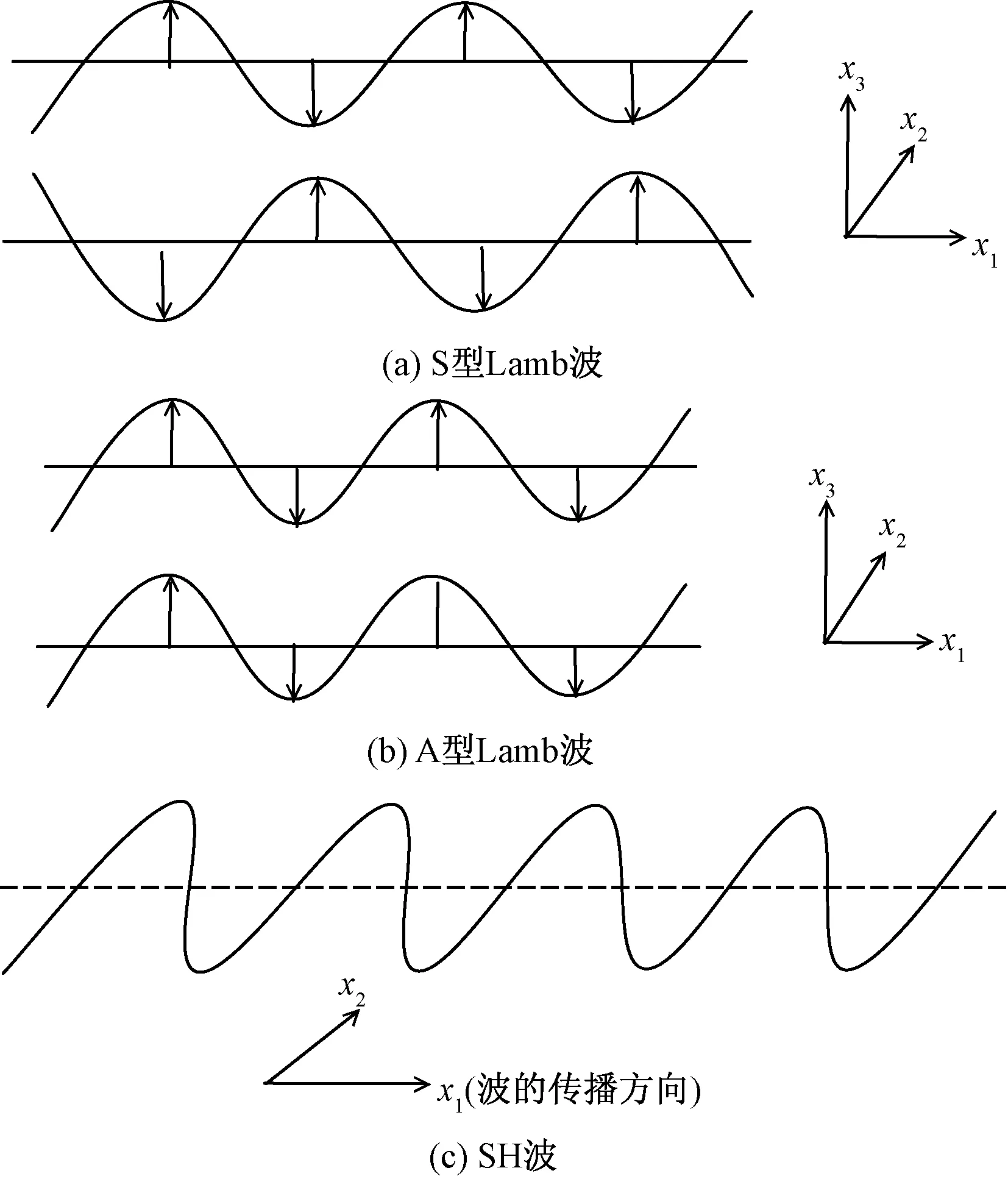
圖2 板波傳播示意圖Fig.2 Schematic of plate wave propagation
2.1 導波與焊縫的交互作用
Lamb波在焊縫中的應用較晚,原因在于導波在板狀結構中傳播的多向性,頻散嚴重,衰減量大,同時遇到不規則的焊縫結構發生模態轉換。直至RokhlinS[50]利用Lamb波對搭接剪切接縫進行理論和實驗分析,根據焊縫中超聲信號的相位延遲和傳輸損耗得出關于焊縫區質量的結論。這項工作在理論和實驗上都展示了如何選擇Lamb波的模式類型和頻率,以在焊縫區域中獲得合適的模式,從而成功地識別焊縫質量。隨后Cho[51]考慮板厚的變化對Lamb波傳播的影響,采用邊界元法研究了Lamb波在不同板厚中的散射現象,進而分析了散射時的模態轉換問題。不過,真正吸引廣大研究人員關注的還是因為Sargent[52]通過實驗使用單個邊緣安裝式換能器進行測量,發現S0模態的Lamb波優先沿焊縫在波導中傳播,提出了“焊接導波”,后來被Zheng等[53-54]重新解釋為“能陷效應”。Juluri[55-56]為了直觀展示能量束縛在焊縫中,利用abaqus有限元數值模擬,并將焊縫設置成規則的矩形結構,同時在實驗中對焊縫端部激勵和接收信號,通過數據分析解釋了產生的原因。吳斌等[57-58]在此基礎上進行擴展,采用不同波結構的位移加載方式,激勵單一的S0模態和A0模態,傳播過程中抑制其他模態的產生,通過有限元模擬方法,對板中出現的4類回波信號分析處理,得到焊縫中S0模態和A0模態的傳播特性以及各自能量散失情況。
依據簡化原則,上述研究中的焊接結構普遍采用單一理想模型,與實際焊縫仍存在一些差距。鑒于此,Zheng等[53-54]采用二維半解析有限元方法,將模型中矩形對接焊縫設置成了圓弧形,對板中焊接接頭所引導的彈性波進行模態研究。解釋了出現能量陷阱現象的原因在于非分散的剪切焊接引導模式,并進行實驗驗證了剪切焊接引導模式的存在和有限元模型的準確性。Kazys等[59]利用“能陷效應”研究了導波在充液鋼板焊縫中的傳播特點。通過有限元和聲場分布測量,在鋼板水負載中測得泄漏波信號,經過處理可以重建鋼板內部和外部的3D超聲場結構。實驗研究證明焊縫中如有缺陷,泄漏信號還可以估算內部缺陷的位置。
2.2 導波與缺陷的交互作用
Lamb波在焊縫中傳播,遇到缺陷會發生反射含有缺陷信息的回波信號。但同時也產生散射和模態轉換,這些信號與回波信號疊加一起為缺陷的識別與定位增加難度。Nassar等[60]提出模態展開法對含有缺陷的板焊縫進行分析,為回波信號中S型模態和A型模態的分離奠定了基礎。2000年,Rose等[61]首先嘗試對直升機槳葉中的搭接焊縫進行了檢測,通過激發瞬態共振模式,檢測到搭接焊縫中具有橫向裂紋。隨后,研究人員采用不同的方式與模態分解的方法相結合,分析Lamb波在焊縫槽型缺陷中的特征響應。Terrien等[62]提出結合有限元和模態分解的方法來研究Lamb波與損傷區域的相互作用。在時域中計算Lamb波和缺陷之間的相互關系,模態分解方法分析損傷區域反射波和透射波以及由缺陷引起的模態轉換。通過在鋁板上測得缺陷的實驗值與數值預測值進行對比分析,達到了檢測效果。Imano等[63]采用二維傅里葉變換的方式分析了模態轉換現象,并通過轉換后的模態能量與激勵的原始模態能量之比描述了缺陷損傷程度。Xu等[64]采用二維時域有限差分法計算散射場,提取數值趨勢進行仿真研究和實驗驗證。仿真和實驗均表明,發射信號中轉換模態的群速度受缺陷位置的影響。為了描述模態轉換程度并評估缺陷的嚴重性,將原始傳輸模態和新轉換模態的波包分開,并分析了不同缺陷強度下的相應模態能量百分比。得到了模態能量百分比隨缺陷深度的增加而單調變化,具有統計上的一致性。
然而,Lamb在板狀結構中傳播是多向性的,要想獲得精確的檢測結果,除了上述研究人員考慮二維模型中的反射透射系數外,利用三維模型研究不同方向的散射更符合實際。鄭陽[65]、吳斌等[66]利用矩陣法,為了抑制其他模態的干擾,采用雙元激勵單一S0模態的方法,建立三維仿真模型,研究了該模態與圓孔缺陷和槽型裂紋的交互作用,對焊縫余高、焊縫寬度、彈性模量變化做了詳細說明。除此之外,Zhang等[67]在焊縫中發現了一種非泄漏且幾乎不分散的剪切焊接引導模態,在二維有限元模擬的基礎上,應用三維時間步長有限元法研究了剪切模態、壓縮模態與不同焊縫缺陷的相互作用。許幀英等[68-70]考慮到不同于Lamb波的特性,采用SH波在基于半解析有限元法對結構中的能量分布、衰減特性以及最佳激勵高頻的范圍進行了深度分析,在數據處理方面提出利用時頻分析方法中的wigner-ville分布及其改進方法能對回波信號進行模態分離和缺陷識別。Kim等[71]、Marchi等[72]利用導波相控陣技術來檢測板狀結構波束成型和缺陷檢測。顧建祖等[73]提出導波相控陣波束形成全域損傷定位及時反局部損傷量化方法,基于頻率域上相位延遲,能有效定位損傷并提高損傷成像精度。Sohn等[74]在Lamb波非線性損傷的基礎上,提出時間反轉信號重構的損傷檢測方法。Lu等[75]檢測焊接鋼軌缺陷,分析頻率變化與回波信號的相互關系,提出了概率損傷成像方法。
3 管道焊縫缺陷檢測
按照傳統的命名方法,管道導波可分為縱向模態、扭轉模態和彎曲模態(圖3)。所有模態都可以跟板波類比:導波縱向模態L(0,1)類似Lamb波A0模態,L(0,2)類似Lamb波S0模態;扭轉模態T(0,1)類似板波SH0模態,非軸對稱模態類似彎曲模態F。與板波相似的原因在于其產生的機理上,板波是聲波振動受上、下兩個界面的限制而產生,而管道是受內壁和外壁作用,因此兩者都具有多模態和頻散特性。
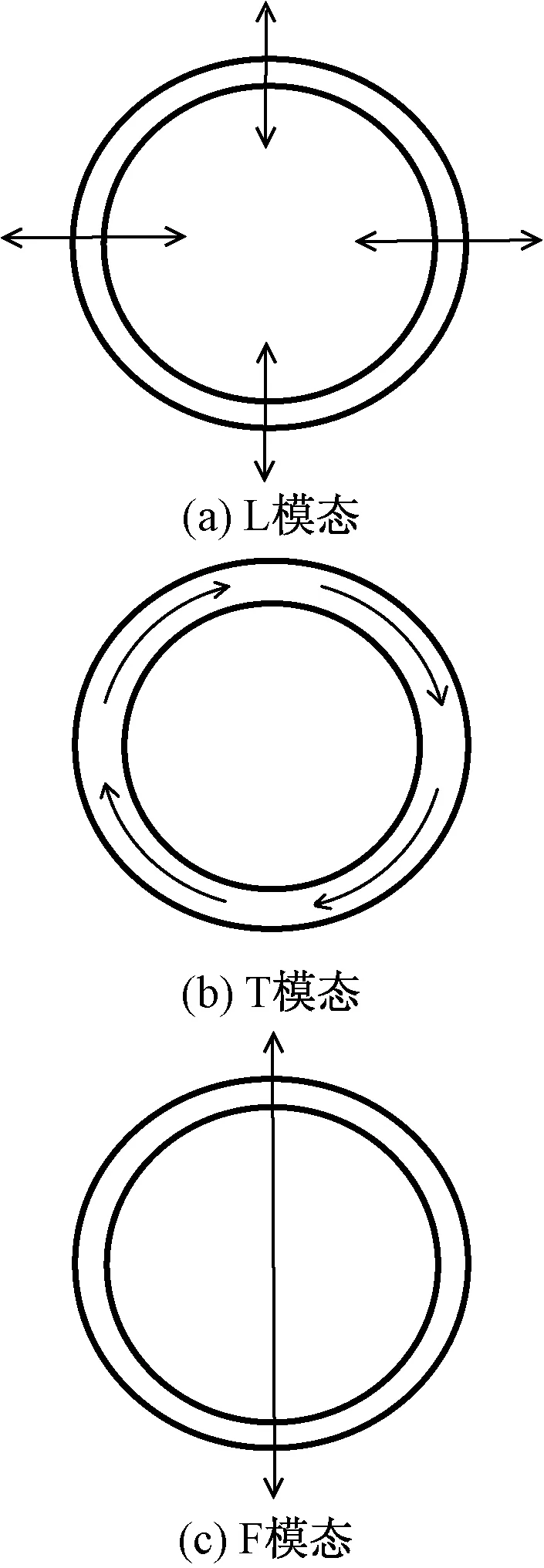
圖3 不同縱向導波模態Fig.3 Different longitudinal guided wave modes
管道導波理論是在19世紀末的柱面導波傳播理論基礎上展開的,Pochammer[4]和Chree[5]最早研究了自由棒中的導波傳播。隨后眾多學者在此基礎上研究了縱向模態和扭轉模態的頻散曲線以及群速度的求解。Mohr等[76]、Silk等[77]分別首次采用電磁式和壓電式傳感器對管道橫向和縱向缺陷成功進行了檢測。自此,開始了管道缺陷檢測的新篇章。
與板狀結構相比,管道焊縫缺陷檢測起步更晚,Rattanawangcharoen等[78]、Zhuang等[79]將有限元公式和波函數展開的組合用于研究軸對稱導波在圓柱體焊接區域的散射,給出了圓柱體的波散射數值結果。研究表明隨著頻率的增加,反射系數會出現共振峰,透射系數會在圓柱中高階模態的截止頻率處急劇下降。焊縫厚度和材料特性的頻率會影響反射系數最小值,確定了對圓柱體焊縫無損評估的可行性。Long等[80]以埋地充水管道為研究對象,分析了管道接頭與管件的相互作用發生能量散射以及散射后導波模態能量的衰減,通過數值分析F(1,1)與L(0,2)模態的衰減情況較為嚴重。姜秀娟[81]使用數值仿真軟件,逐一改變焊縫材料密度和彈性模量變化參數,觀察回波信號的變化規律,對比了導波在含裂紋和含焊縫的管道中的傳播特性,但并未給出識別缺陷的判斷標準。劉秋閣[82]基于有限元分析,采用L(0,2)模態導波,利用模態分離算法對焊縫裂紋、孔洞進行仿真實驗,同時考慮實際工況,對充水埋地管道的焊縫裂紋缺陷進行試驗。結果表明導波在復雜工況下仍可以對焊縫缺陷實施有效檢測。
關于導波模態的選擇,除了縱向模態,不少學者也嘗試用扭轉模態導波檢測管道焊縫。在Long等[80]的基礎上,Kwun等[83]和Lu等[75]利用扭轉模態導波在涂層管道中傳播,分析在5~30 kHz頻率范圍內和最大1.7 m的土壤覆蓋范圍內能量的變化。結果表明地面以上涂層管的衰減系數比裸管的衰減系數大一個數量級,并且在研究的頻率范圍內,衰減系數隨頻率近似線性增加。管道上的土壤覆蓋物加劇了這一變化,在1.7 m的覆蓋深度處增加了3~10倍的衰減。Deepesh等[84]利用有限元分析得到有缺陷的焊接整體反射系數取決于焊縫高度和周向范圍,而且缺陷的徑向位置、焊縫厚度和管壁厚度均會對焊縫回波產生影響。Chua等[85]研究了扭轉導波與周向裂紋的相互作用。有限元結果表明,具有較大周向范圍和更深輪廓的周向裂紋將在反射扭轉T(0,1)信號的振幅上產生較大的變化,管壁截面實驗表明,較高的檢查頻率會產生較大的反射系數,并且對于較小的窄裂紋,可以將其近似為頻率的線性函數。
突破了直管的束縛,Demma等[86]、Zhou等[87]、Aristegui等[88]、何存富等[89]以不同結構部件(如彎管、不同橫截面積管道)為研究對象,進行仿真實驗。研究了L模態導波在不同構件處轉換成不同類型的T模態和F模態導波,為后續彎管和不同橫截面積管道的焊縫缺陷檢測奠定了基礎。Nishino等[90]采用L(0,1)模態導波展開對彎管焊接缺陷檢測靈敏度的實驗研究。為了評估靈敏度,人工缺陷的深度以0.05 mm的增量逐漸增加到2.0 mm。實驗表明焊接彎管的缺陷檢測靈敏度為直管的1/5~1/4,最后還討論了在焊接彎管中觀察到的波形特征,以用于導波檢查。Tan等[91]利用有限元模擬研究了導波在彎曲管道中的傳播。采用延時聚焦和合成聚焦相結合提高了彎曲面以外小缺陷的檢出率,但無法直接檢測到與彎曲面接近的缺陷,需要使用無缺陷管道的參考圖像來輔助才得以實現。葉夢雅等[92]采用模態分離算法,基于L(0,2)模態進行數值模擬,建立新的笛卡爾直角坐標系提取缺陷特征,利用時間反轉波場聚焦特性定位,最終實現雙焊縫和彎管焊縫缺陷的檢測。
4 焊縫缺陷檢測技術的機遇與挑戰
導波技術作為超聲檢測中的新型技術,具有一次掃描即可檢測整個范圍內所有缺陷的特點,同時能夠實現缺陷定量與定位。目前中外研究人員采用超聲導波在管道和板狀結構中,對裂紋、孔洞缺陷的識別以及焊縫、法蘭和端面結構的作用機理研究成果豐碩。然而超聲導波的多模態、頻散特征和焊接結構的復雜性,提高了導波檢測焊縫缺陷的難度,而焊縫作為材料中的重要結構,是容易產生缺陷的部位。目前對于焊縫缺陷檢測,在理論研究、數值仿真、實驗方法、工程應用等方面仍存在一些亟待解決的問題。
(1)復雜的焊縫結構、材料物理參數、邊界條件設置,使導波的傳播在理論研究方面難度增大,如鋼軌、大小截面管徑、非標準構件等。
(2)由于各導波模態的質點振動形式不同,對于不同類型、不同形狀的缺陷的檢測能力也各有所長。因此為提高焊縫缺陷的檢出率和檢測精度,需進一步研究更高頻、更高階的特征導波模態,對于這方面的內容仍需進一步探索。
(3)焊縫中多類型缺陷的檢測是導波檢測技術重點之一。在數值模擬以及實驗的過程中,為方便仿真模型搭建和后期數據運算,研究人員通常對缺陷類型設置較為單一。未針對除孔洞、裂紋缺陷之外(如夾渣、氣孔、未熔合)更多的焊縫缺陷類型進行分析,因此仍然需要深入模擬實驗研究。
(4)多條焊縫或不同結構(彎管、大小截面管道)焊縫的缺陷檢測,是典型的實際應用問題。對研究人員在傳感器配置、數據采集、分析處理等方面提出了更高的挑戰。
(5)環境影響是容易忽略的因素。要統籌考慮壓力、溫度、濕度、機械振動、輻射等對超聲信號的影響,提高焊縫缺陷實時檢測的精度,是導波技術能夠在現場實際應用的重要保障。
(6)當前導波缺陷檢測正向著集成化、可視化方向發展,缺陷成像技術應運而生。計算復雜、精度高、傳感網絡密度高的導波相控陣成像、導波層析成像,廣泛應用在簡單構件或結構熱點突出區域;導波偏移成像、延遲疊加成像、加權分布診斷成像普遍應用于大面積復雜結構。在此基礎上,如何避免焊縫信息的干擾,檢出焊縫缺陷,對缺陷清晰成像,是亟待解決的難點之一。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
設備管理與維修(2015年12期)2015-04-09 06:57:24
上海電機學院學報(2015年4期)2015-02-28 14:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
計算物理(2014年2期)2014-03-11 17:01:39
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
