五通道數控環錠紡紗系統構建及紡制花式紗機制分析
2020-12-15 12:37:28高林郁李增潤劉曰興王立強
毛紡科技 2020年11期
關鍵詞:系統
武 臣,薛 元,高林郁,李增潤,劉曰興,王立強
(1.江南大學 紡織科學與工程學院,江蘇 無錫 214122;2.經緯智能紡織機械有限公司,山西 晉中 030601;3.愉悅家紡有限公司,山東 濱州 256623)
五通道數控環錠紡紗系統將不同原料或不同顏色的5根粗紗作為喂入對象,經異步牽伸、交替組合、梯度配比、混合加捻的工序,可紡制出形態、色彩和結構時序變化的紗線,如混色紗、段彩紗、漸變紗、竹節紗、段彩竹節紗以及雙漸變紗等,再通過后期織造工藝形成特殊的布面效果,是柔性化紡紗工藝技術的一大特色。
本文研究內容主要有五通道數控環錠紡紗系統的組成結構、紡紗原理、紡紗機制,以及多通道紡紗混色模式與混色色譜,是對柔性化紡紗技術的補充,可為柔性化紡紗的發展提供參考。
1 五通道數控環錠紡紗系統的構建
通過構建9軸聯動系統組成機電一體化的五通道數控環錠紡紗系統,其主要由紡紗機械系統、紡紗控制系統和紡紗伺服系統構成。紡紗機械系統是細紗機的執行機構,包括五通道異步牽伸機構、加捻機構和卷繞成型機構。紡紗控制系統主要由上位機觸摸屏、下位機及控制程序組成,根據工藝要求對9軸聯動的紡紗系統實施協同控制。伺服驅動系統主要由與各執行機構對應的伺服電動機、變頻電動機及其伺服驅動器、變頻器、編碼器、減速器等組成[1-2]。
1.1 機械系統構建
五通道數控環錠紡紗執行機構如圖1所示,數控多通道環錠紡紗執行機構是多自由度交互式牽伸—加捻—卷繞紡紗裝置。從空間區域來看,多通道數控紡紗執行機構包含多根粗紗的導紗集束與異步牽伸區、多根須條合并為單根須條的集聚區、紗線加捻區、紗線卷繞區等4部分。從完成的紡紗功能來看,多通道數控紡紗執行機構包含多通道集束導紗裝置、多通道異步牽伸裝置、多通道集聚裝置、加捻和卷繞裝置,分別完成對異步喂入的多根粗紗進行集束導紗、異步牽伸、集聚、加捻、卷繞等功能。
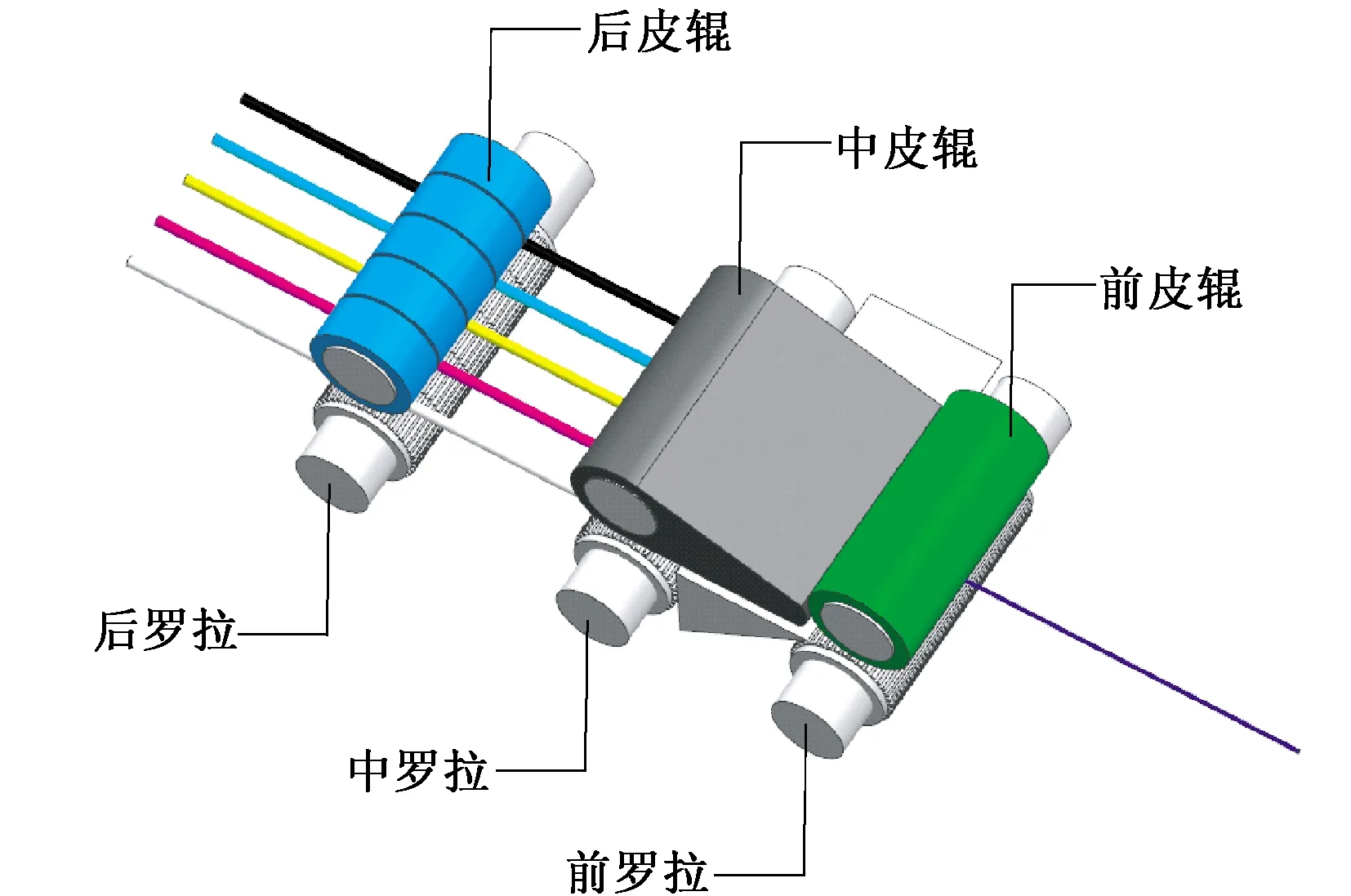
圖1 五通道數控環錠紡紗執行機構圖
五通道數控環錠紡紗系統通過PLC(中央處理器)協調控制9個伺服電動機驅動5根后羅拉、1根中羅拉、1根前羅拉、1個錠盤和1個鋼領板完成牽伸、加捻、卷繞等紡紗工藝動作,其中:由5個獨立后羅拉與對應的獨立后皮輥組成5個后羅拉鉗口,中羅拉與中皮輥配合構成中羅拉鉗口,前羅拉與前皮輥配合構成前羅拉鉗口,由此構成五通道牽伸機構;由錠子、鋼絲圈、導紗鉤構成加捻機構,錠子與鋼領板構成卷繞成型機構。
5根粗紗由5個后羅拉鉗口以不同的速度喂入牽伸區,在后牽伸區與前牽伸區分別經中羅拉和前羅拉的2次牽伸并通過中集合器和前集合器的2次集聚,將5根不同粗細的須條并合成一根須條經前羅拉鉗口輸出進入加捻區并被逐步加捻最后成紗,然后繞過導紗鉤并通過錠子、鋼絲圈及鋼領板的協同作用,將成型紗線卷繞在紗管上[3]。
1.2 控制系統構建
五通道數控環錠紡紗控制系統分為硬件部分與軟件部分。硬件部分由上位機、下位機及通訊接口組成。根據人機交互模式需求,上位機由遠程電腦、中央控制室或本地工控機、觸摸屏等組成,上位機主要完成人機交互功能,通過鍵盤或觸摸屏輸入運行環錠細紗機所需要初始參數(設備初始參數、原料初始參數、運行初始參數)、紗線的規格參數(線密度、混紡比、捻度、長度)、紡紗工藝參數(牽伸倍數、捻系數、成型動程及級升)及設備運行參數(羅拉速度、錠子速度、鋼領板速度)等。
下位機由PLC組成,下位機接受上位機的指令并將其轉換成相應時序的信號并分別發送至相應的驅動器,驅動器再將其轉換成脈沖電壓(或電流)信號,進而對五通道數控環錠紡紗系統進行精確控制。
上位機與下位機之間的通信,如以觸摸屏為上位機,則采用RS232串口通信或RS485串行通信;如以微型計算機為上位機,則采用傳統D形式的串行通信或PROFIBUS-DP形式的雙線通信,使用程序開發工具實現PLC和上位機的通信。
軟件部分包括上位機觸摸屏程序和下位機PLC程序[4-5]。
1.3 伺服系統構建
五通道數控環錠紡紗伺服系統如圖2所示,五通道數控環錠紡紗系統的牽伸運動、加捻運動、卷繞運動是依托下位機PLC控制前羅拉、中羅拉、5個后羅拉的伺服驅動器與鋼領板、錠盤的伺服驅動器實現。通過人機交互界面發送指令到PLC,PLC將指令轉化為伺服驅動器可以識別并接收的數據模擬量,伺服驅動器根據模擬量發送模擬信號到伺服電動機進而控制伺服電動機的運轉,編碼器再將電動機運轉情況反饋給中央處理器完成九軸聯動的五通道紡紗工作循環[6],限位開關設計為機器操作按鈕進行開、停紡紗機。
2 五通道數控環錠紡紗原理
2.1 工作原理
五通道數控環錠紡紗系統融合數字化技術與信息化技術,可在線控制伺服電動機運轉,實時改變機器運行參數,實現5個后羅拉、1個中羅拉、1個前羅拉的獨立轉動,5根不同的紗線分別經5個后羅拉同步喂入、異步牽伸、交互變色、梯度配色,然后經中羅拉、前羅拉牽伸,并在前羅拉處形成加捻三角區,最終形成在形貌上有粗細變化、在顏色上有斑斕變化、在結構上有松緊變化的花式紗線[7]。
2.2 成紗原理
2.2.1 異步牽伸原理
(1)
2.2.2 成紗線密度
牽伸后的5根須條合并加捻形成紗線,如果不考慮捻縮效應,其線密度為ρy(tex),見式(2)(3)。
(2)

(3)
2.2.3 各通道混紡比
經五通道異步牽伸得到的5根須條合并后加捻形成紗線,各通道混紡比Ki,見式(4)(5)。
(4)
(5)
2.2.4 成紗捻度
設錠子轉速為nd(r/min,)鋼絲圈速度為nt(r/min),管紗卷繞半徑為dx(cm),紗線卷繞速度為nw(r/min),則紗線卷繞方程見式(6),紡紗時紗線捻度方程見式(7)。
nw=nd-nt×Vq/(πdx)
(6)
Tw=nd/Vq-1/(πdx)
(7)
3 五通道數控環錠紡紗調控機制
3.1 五通道牽伸比調控機制
五通道數控環錠紡紗系統中,控制系統與伺服系統聯合調控前羅拉、中羅拉及5個后羅拉的線速度,若5個后羅拉和中羅拉、前羅拉的線速度分別為V1、V2、V3、V4、V5、Vq,則各通道牽伸比見式(8)。
(8)
因此,只需通過伺服控制系統調控7個羅拉的線速度V1、V2、V3、V4、V5、Vq,即可調控各通道牽伸比及總牽伸比。
3.2 成紗線密度調控機制
五通道環錠紡紗系統成紗線密度見式(9)。
(9)
因此,通過調控5個通道的牽伸比e1、e2、e3、e4、e5,即可調控五通道環錠紡紗系統的成紗線密度。
3.3 成紗混紡比調控機制
將不同原料或不同顏色的5根粗紗ρ1、ρ2、ρ3、ρ4、ρ5喂入五通道環錠紡紗牽伸系統,5根粗紗經牽伸、并合、加捻后成紗線密度為ρy,各通道混紡比見式(10)。
(10)
因此,通過調控5個通道的牽伸比e1、e2、e3、e4、e5,即可調控五通道環錠紡紗系統的成紗混紡比形成多彩紗線。
3.4 成紗捻度調控機制
五通道環錠紡紗系統紗線的捻度見式(11)。
Tw=nd/Vq-1/(πdx)
(11)
因此,通過調控錠子的轉速nd和前羅拉的線速度Vq,即可調控五通道環錠紡紗系統的成紗捻度。
4 五通道數控環錠紡紗五基色混色色譜構建
4.1 五通道異步牽伸環錠紡紗成紗顏色值

4.2 五通道環錠紡紗五基色混色模式構建
選取五基色彩色纖維α、β、γ、δ、ε,分別進行單通道、二通道、三通道、四通道、五通道紡紗,可分別得到五基色的一次色、二次色、三次色、四次色、五次色。五基色混色紡紗模式如表1所示[8]。
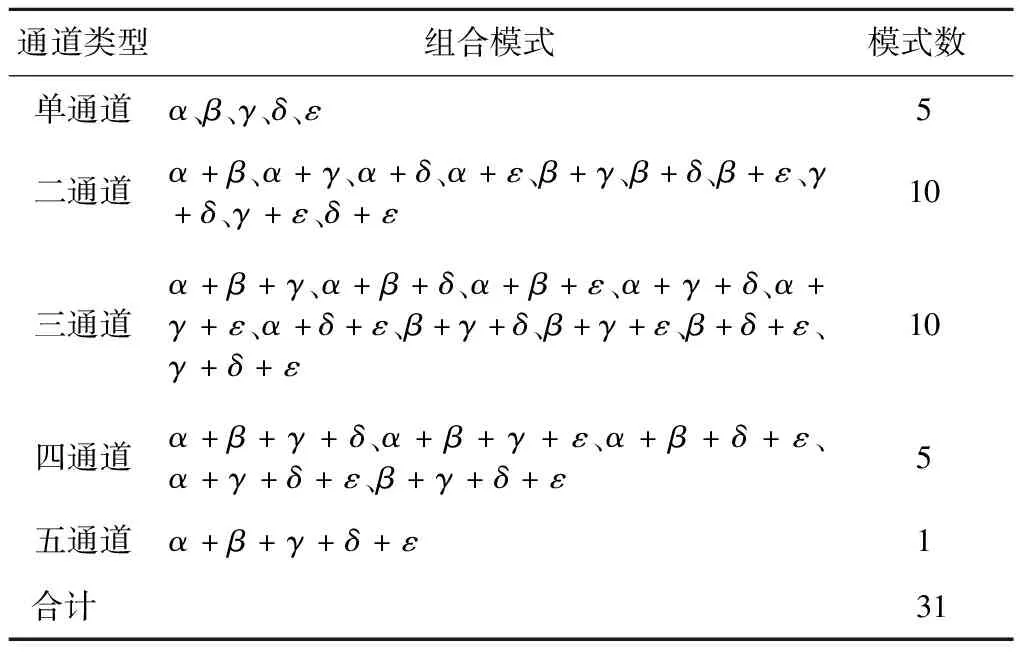
表1 五基色混色紡紗模式
4.3 五通道環錠紡紗五基色混色色譜構建
針對五基色彩色纖維α、β、γ、δ、ε,其顏色值為α(Rα,Gα,Bα)、β(Rβ,Gβ,Bβ)、γ(Rγ,Gγ,Bγ)、δ(Rδ,Gδ,Bδ)、ε(Rε,Gε,Bε),每種彩色纖維取樣質量為Mα、Mβ、Mγ、Mσ、Mε,且Mα=Mβ=Mγ=Mσ=Mε。
將各彩色纖維質量Mα、Mβ、Mγ、Mσ、Mε進行離散化處理并構建如下質量序列:
0,1/255×Mα,2/255×Mα,…,(i-1)/255×Mα,…,254/255×Mα,Mα0,1/255×Mβ,2/255×Mβ,…,(j-1)/255×Mβ,…,254/255×Mβ,Mβ0,1/255×Mγ,2/255×Mγ,…,(τ-1)/255×Mγ,…,254/255×Mγ,Mγ0,1/255×Mδ,2/255×Mδ,…,(ξ-1)/255×Mδ,…,254/255×Mδ,Mδ0,1/255×Mε,2/255×Mε,…,(ω-1)/255×Mε,…,254/255×Mε,Mε
(i,j,τ,ξ,ω=1,2,3,...,254,255,256)。
設Eα、Eβ、Eγ、Eδ、Eε為五基色纖維混合比,則:
Eα=[(i-1)]/[(i-1)+(j-1)+
(τ-1)+(ξ-1)+(ω-1)]
Eβ=[(j-1)]/[(i-1)+(j-1)+
(τ-1)+(ξ-1)+(ω-1)]
Eγ=[(τ-1)]/[(i-1)+(j-1)+
(τ-1)+(ξ-1)+(ω-1)]
Eδ=[(ξ-1)]/[(i-1)+(j-1)+
(τ-1)+(ξ-1)+(ω-1)]
Eε=[(ω-1)]/[(i-1)+(j-1)+
(τ-1)+(ξ-1)+(ω-1)]
則五基色纖維混合后的顏色值求解如下:
或:
5 基于五通道數控環錠紡紗系統生產特種花式紗
5.1 紗線的結構參數
表達紗線宏觀形貌特征的參數稱為紗線的結構參數,具體包含:紗線的線密度ρ(tex);捻度Tw(捻/m);色纖維混紡比Eα、Eβ、Eγ、Eδ、Eε;粗細節長度L(mm)。
5.2 數字化紗線模型構建
紗線是細而長的纖維集合體,其結構參數(線密度、混紡比、捻度)決定了紗線的形貌(粗細變化)、色彩(混紡比)、力學性能(捻度)等性質[9]。表示紗線宏觀形貌特征的參數稱為紗線的結構參數,具體包含:紗線的線密度ρi(tex),捻度Tw(捻/m),色纖維混紡比Eα、Eβ、Eγ、Eδ、Eε,粗細節長度L(mm),則紗線的數字化模型可表示為:(ρi,Twi,Eαi,Eβi,Eγi,Eδi,Eεi,Li),(i=1,2,…,n),或者表示為如下矩陣:
5.3 基于結構參數的紗線分類
五通道數控環錠紡紗系統采用在線方式調節紗線結構參數(紗線線密度、捻度、色纖維混紡比、段長等)可以在色彩、粗細、捻度3個維度沿長度方向進行規律變化,將多種色彩、形態及結構集成在1根紗線上生產特種花式紗線。
基于上述機制和紡紗平臺,可精準控制五色粗紗混紡比保持恒定,以任一混色比紡制線密度恒定的全色譜彩色紗;可精準控制五色粗紗混紡比按照指定規律變化,紡制色彩分段分布、線密度恒定的全色譜段彩紗;可精準控制五色粗紗混紡比按照漸變方式變化,紡制色彩漸變分布、線密度恒定的全色譜漸變紗;可精準控制五色粗紗混紡比按照漸變方式變化,紡制色彩漸變分布、線密度分段變化的全色譜雙漸變紗;可精準控制五色粗紗混紡比恒定不變,紡制色彩恒定分布、線密度分段分布的全色譜竹節紗;可精準控制五色粗紗混紡比及線密度分段變化,紡制色彩、線密度均分段變化的全色譜段彩竹節紗[10]。
基于Photoshop軟件模擬紗線外觀,紗線外觀模擬圖見圖3。
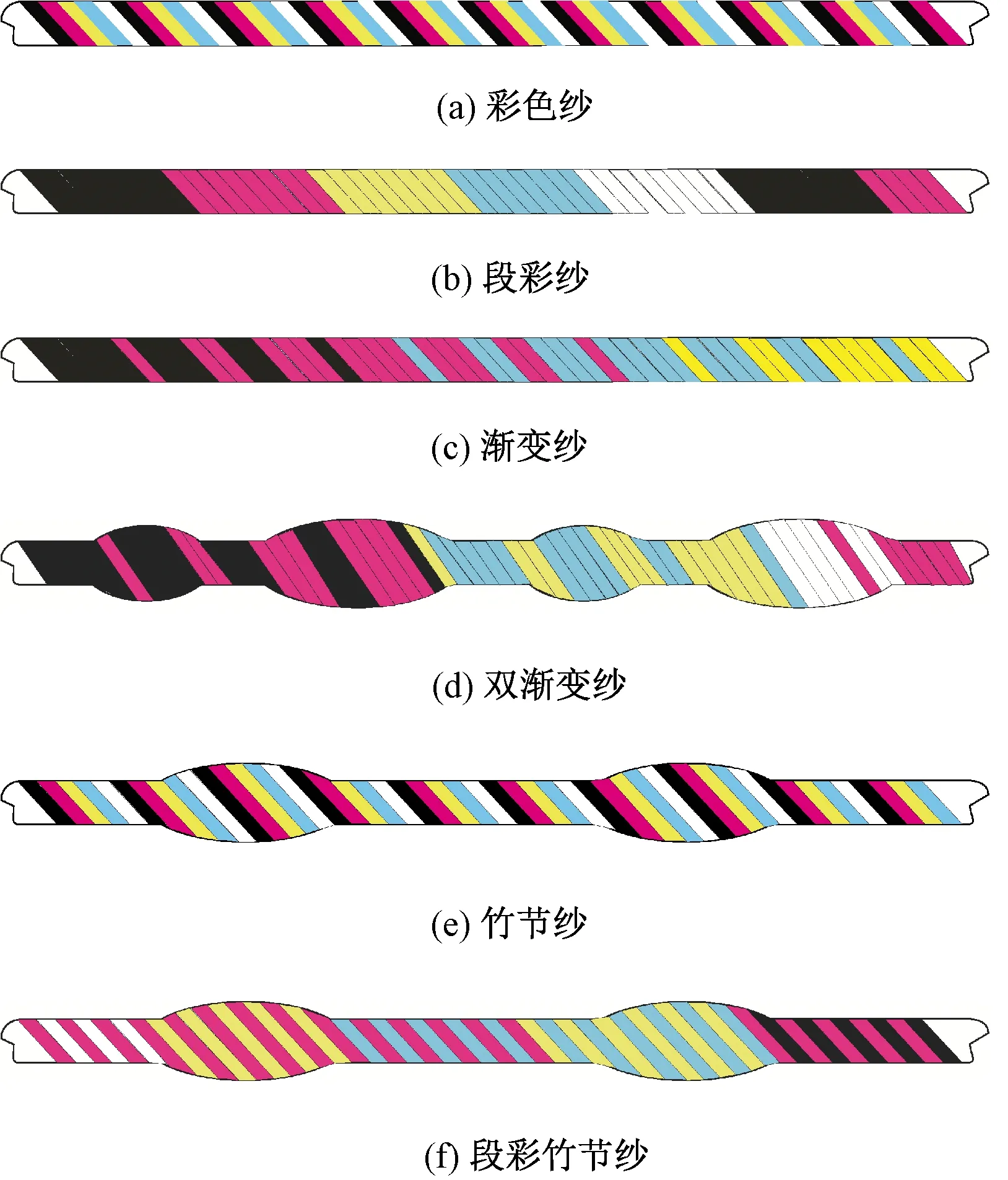
圖3 紗線外觀模擬圖
6 結束語
本文以發展柔性化紡紗技術為出發點,研討了五通道數控環錠紡紗系統,系統采用PLC與伺服驅動器數字化協調控制的方式,以紡紗原理與混色模式、混色色譜為理論依據,通過線密度調控機制、混紡比調控機制等成紗機制控制成紗的形狀、顏色,可以實現多品種紗線的一體化加工,生產混色紗、段彩紗、漸變紗、竹節紗、段彩竹節紗以及雙漸變紗等花式紗,較現有紡紗技術,五通道數控環錠紡紗系統生產的彩色紗混配顏色更加多彩,紗線形狀更加多樣,但此系統并不完善,依然存在人工智能化程度低,紡紗生產參數控制不精確,五基色混色色譜的可視化、花式紗線的品種設計等亟待解決的問題。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32