羊絨精紡紡紗過程中纖維長度變化的研究
2020-12-15 12:58:30王海霞高巧燕白旭輝
毛紡科技 2020年11期
王海霞,高巧燕,白旭輝
(1.寧夏新澳羊絨有限公司,寧夏 靈武 750400;2.寧夏電通物聯網科技股份有限公司,寧夏 銀川 750004)
山羊絨屬于稀有的特種動物纖維,在國際上被稱為“軟黃金”,是迄今為止紡織原料中最優良的纖維之一[1]。由于近年來市場對羊絨產品的追捧,市場的需求加大,羊絨產品正向高支、輕薄、高端方向發展[2-4]。精紡紗線生產流程長,紡紗生產困難,且制成率偏低,成本較高[5-7]。精紡紡紗生產過程中,纖維長度的整齊性、一致性、纖維短絨率對紡紗成紗率及紗線品質影響較大[8-9]。本文主要探究精紡紡紗生產過程中,不同顏色纖維在梳毛、針梳、精梳等不同工序的下機后的長度變化,以期對生產精紡紗線時原料的選配及紗線品質的控制提供指導。
1 實驗部分
1.1 實驗方法
依據GB 18267-2013《山羊絨》手排長度試驗要求進行纖維長度測試。測試設備有手排長度標準板、鑷子、刻度尺(分度值1 mm)。
1.2 實驗設計
精紡紡紗生產過程中,其纖維長度的變化和損傷主要集中在梳毛、針梳、精梳和復精梳工序[10]。本文實驗針對正常生產情況下,不同顏色纖維在梳毛上機、梳毛下機、第三道針梳、精梳、復精梳工序下機時取樣,檢測本色、淺色、中深色、深色色系纖維手排長度、纖維長度小于20 mm短絨率、纖維長度小于15 mm短絨率。
為了保證檢測手法的一致性,特安排一名長期從事手排長度實驗且測試手法穩定的檢驗員取樣和檢測。為了保證樣品的代表性,每個批次的樣品在各工序生產進行半小時后取樣。
樣本按照顏色的深淺分為4類,分別為:本色系、淺色系、中深色系和深色系。其中本色系以本白為主;淺色系包括:駝色、淺灰色、淺咖色、淺粉色等;中深色系包括:紅色、藍色、煙灰色等;深色系包括:黑色、藏藍色、墨綠色等。
2 結果與討論
2.1 精紡工序對纖維整理效果的影響
抽取30 批次精紡紡紗絨纖維進行實驗,其中:本色4批,淺色系8批,中深色系10批,深色系8批。對抽取的30批次精紡紡紗絨纖維進行各工序下機手排長度檢測,所測各色系纖維的實驗數據均取本色系纖維各組數據加權平均值。各工序纖維下機平均長度如表1所示。
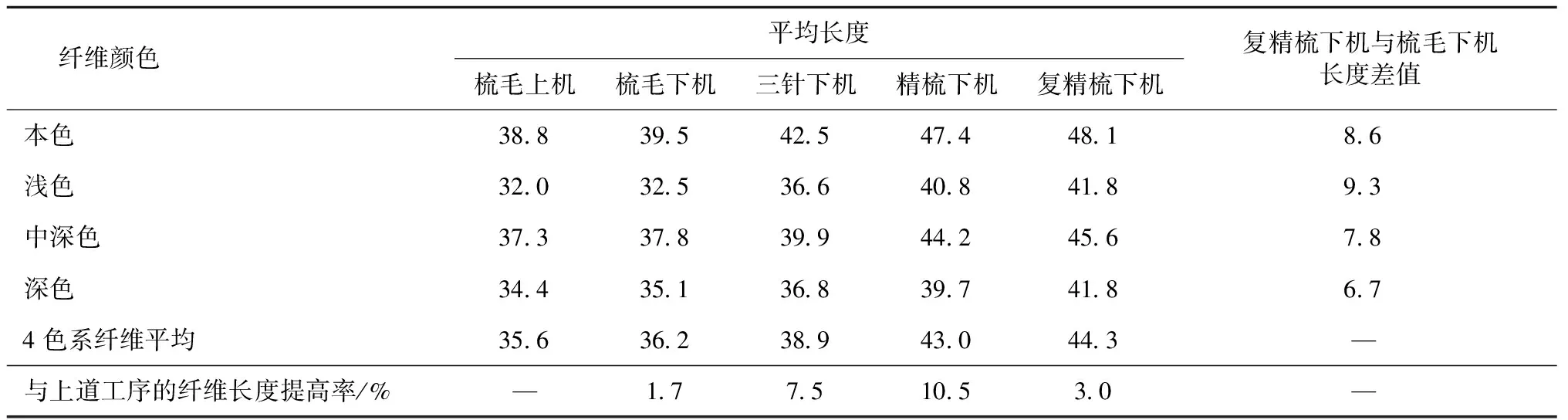
表1 各工序纖維下機平均長度 mm
由表1可知,4色系纖維梳毛上機的平均長度為35.6 mm;4色系纖維梳毛下機平均長度比梳毛上機前平均長度提高了1.7%;4色系纖維三針下機平均長度比針梳前纖維平均長度提高了7.5%;4色系纖維精梳下機平均長度比精梳前纖維平均長度提高了10.5%;4色系纖維復精梳下機平均長度比復精梳前纖維平均長度提高了3.0%。
本色與淺色系在復精梳下機后纖維長度與梳毛下機后的纖維長度差值分別為8.6、9.3 mm,均大于中深色與深色系在復精梳下機后纖維長度與梳毛下機后的纖維長度差值7.8和6.7 mm。說明紡紗過程中,針梳工序對本色、淺色系纖維的整理作用比中深色系、深色系纖維的整理作用明顯。
2.2 精紡工序與纖維長度小于20 mm平均短絨率的關系
抽取30 批次精紡紡紗絨纖維進行實驗。其中:本色4批,淺色系8批,中深色系10批,深色系8批。對抽取的30批次精紡紡紗絨纖維進行各工序下機纖維長度小于20 mm平均短絨率檢測,所測各色系纖維實驗數據均取本色系纖維各組數據加權平均值。各工序下機小于20 mm平均短絨率如表2所示。
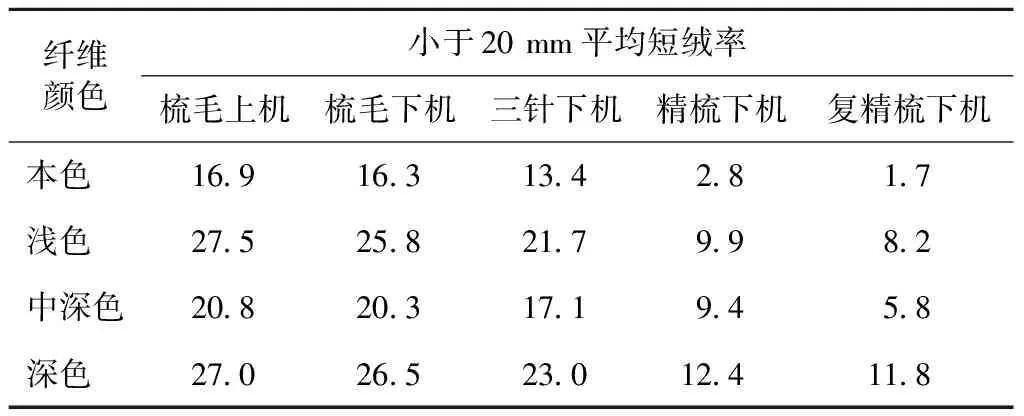
表2 各工序下機小于20 mm平均短絨率 %
由表2可知,對比梳毛上機、梳毛下機纖維長度小于20 mm短絨率,說明梳毛工序的任務是使纖維束分離成單纖維狀態,使纖維之間均勻混合,對纖維長度損傷影響較小;對比梳毛下機、三針下機纖維長度小于20 mm短絨率,針梳工序對纖維落短絨率影響也不大,說明針梳工序的任務是對纖維條進行并合,對纖維起到拉伸梳理作用,使纖維順直平行,對纖維長度的損傷影響較小。精梳下機與三針下機纖維長度小于20 mm短絨率比較,短絨率變化較大,說明精梳工序主要針對纖維短絨的去除,有效提高了纖維的整齊度和紡紗性能。
由于纖維長度小于20 mm短絨率是衡量精梳工藝的重要指標,為了保證成紗條干的穩定性及制品的抗起球性能,一般情況下精梳下機小于20 mm短絨率需要達到6%~7%。一般情況下精梳下機小于20 mm短絨率大于9%時需增加復精梳工序。由表1、2可知,原料纖維長度大于37.3 mm時,紡紗過程中不需要增加復精梳工序;原料長度小于34.4 mm時,紡紗過程中需增加復精梳工序,且顏色越深,增加復精梳工序的可能性越大,對紡紗制成率影響也越大。
對比表1、2可知,梳毛上機時原料長度相近的本色系與中深色系纖維對比,顏色越深,精梳下機的短絨率越高;梳毛上機時原料長度相近的淺色系纖維與深色系纖維對比,顏色越深,精梳下機的短絨率越高。
2.3 精紡工序對纖維長度小于15 mm平均短絨率的影響
抽取30 批次精紡紡紗絨纖維進行實驗。其中:本色4批,淺色系8批,中深色系10批,深色系8批。對抽取的30批次精紡紡紗絨纖維進行各工序下機纖維長度小于15 mm平均短絨率檢測,所測各色系纖維實驗數據均取本色系纖維各組數據加權平均值。各工序下機小于15 mm平均短絨率如表3所示。
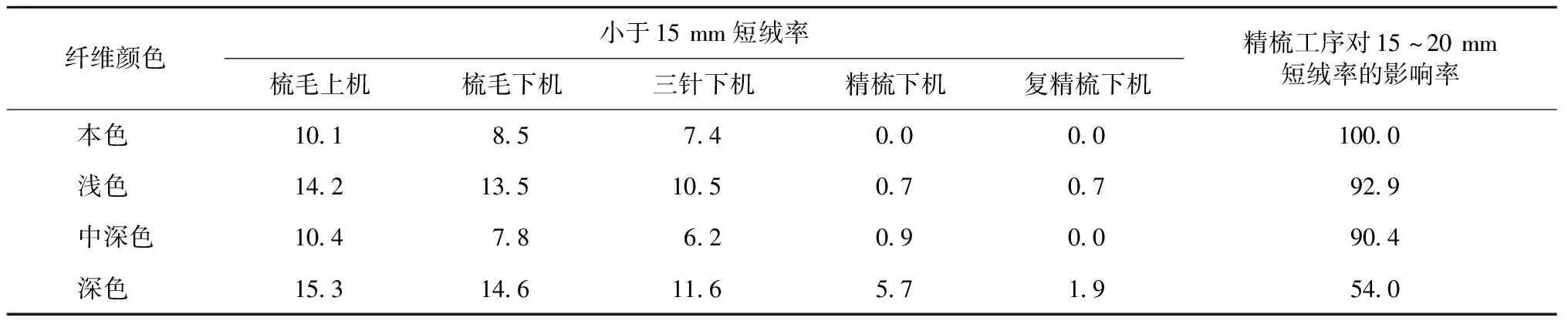
表3 各工序下機小于15 mm平均短絨率 %
由表3可知,梳毛、針梳工序對纖維長度小于15 mm的作用較小;精梳工序對纖維長度小于15 mm的作用較大。精梳工序對本色系、淺色系、中深色系纖維15~20 mm的短絨率影響率均在90%以上;精梳工序對深色系纖維15~20 mm短絨率的影響率為54%,對小于15 mm短絨率的影響率為46%。
3 結束語
①4色系纖維梳毛下機平均長度比梳毛上機前平均長度提高了1.7%;4色系纖維三針下機平均長度比針梳前纖維平均長度提高了7.5%;4色系纖維精梳下機平均長度比精梳前纖維平均長度提高了10.5%;4色系纖維復精梳下機平均長度比復精梳前纖維平均長度提高了3.0%。
②紡紗過程中,針梳工序對本色、淺色系纖維的整理作用比中深色系、深色系纖維的整理作用明顯。梳毛工序對纖維長度損傷較小;針梳工序主要是對卷曲纖維的拉直,對纖維的長度損傷影響不大;精梳工序主要是對纖維短絨的去除,有效提高了纖維的整齊度,增加了纖維的紡紗性能。
③原料纖維長度大于37.3 mm時,紡紗過程中不需要增加復精梳工序;原料纖維長度小于34.4 mm時,紡紗過程中均需增加復精梳工序,且顏色越深增加復精梳工序的可能性越大,對紡紗制成率影響也越大。
④梳毛、針梳工序對纖維長度小于15 mm的纖維作用較小;精梳工序對纖維長度小于15 mm的纖維作用較強。精梳工序對本色系、淺色系、中深色系纖維15~20 mm的短絨率影響率均在90%以上;精梳工序對深色系纖維15~20 mm短絨率的影響率為54%,對小于15 mm短絨率的影響率為46%。