螺旋水冷壁切角散管安裝焊接施工工藝研究
2020-12-09 10:26:05劉江衛魏勝峰
中國電氣工程學報 2020年8期
關鍵詞:焊接
劉江衛 魏勝峰

摘要:改變以往單口處理工藝,將異型三通兩道焊口同時熱處理,并采用多點控溫整體加熱,達到兩道焊口一次處理合格的效果。
關鍵詞:螺旋水冷壁;切角;焊接;檢驗;對口
一、現狀
我國超(超)臨界機組的建設和運行日趨增多,焊接質量的好壞,直接關系到機組的安全、穩定運行。受種種原因影響,一些本應作為一個整體的管屏被分解成直管段和90°散管兩部分,運抵施工現場后需重新組對焊接。水冷壁螺旋段切角90°散管和45°散管焊口數量眾多,焊接位置困難,在供貨狀態無法改變的情況下,如何保證焊接施工質量就成了一項必須關注的重點。
二、施工工藝特點
1、對螺旋水冷壁標高找正方法及對切角散管組合工藝進行優化,保證鉗工對口的方便,并最終消除散管對口錯口問題。
2、分段同時施工,縮短施工工期。
3、優化焊接質量控制手段,提高焊縫質量,保證機組運行因焊接造成的爆管。
三、適用范圍
火電發電機組螺旋水冷壁切角散管組對焊接。
四、工藝原理
1、組對時管屏標高找正:相鄰管屏必須保持標高及前后尺寸精確。
2、在焊接前復查管屏位置尺寸,并對抽條鐵工及焊接焊工進行崗前考試,持證上崗。
3、按上中下三個位置由上而下順序同時組對焊接。
4、對切割后及焊接完的鰭片進行三級驗收,并辦理檢查記錄表。
五、施工工藝流程及操作要點
5.1、施工工藝流程
焊接前管排標高確定及焊接準備→組合焊接→無損檢驗→質量驗收
5.2操作要點
1)首先要求鍋爐隊改變安裝工藝來配合焊接,采用螺旋段和過渡段整體施工,冷灰斗單獨安裝,及螺旋段、過渡段地面組合到一起,分前后左右分別吊裝,冷灰斗只有兩片單獨吊裝。地面組合采用分段同時施工,縮短施工工期。
2)水冷壁設備組合時要把水冷壁鰭片切割、焊接質量做為質量控制的重點,在開工前要嚴格進行技術交底。
3)水冷壁切角空中組合時,結合圖紙復查管屏的幾何尺寸,盡量減少管屏組合與圖紙偏差,減少在角部安裝對口時的錯口情況。
4)對螺旋水冷壁標高找正方法及對切角散管組合工藝進行優化,保證鐵工對口的方便,并最終消除散管對口錯口問題。對散管不規則所造成焊縫焊口的局部間隙過大時,應設法修整到規定尺寸,允許冷態修整,嚴禁熱態修整,嚴禁在間隙內加填塞物,并做好記錄,以便焊工施焊時特別關照。
5)焊件在組對時應將待焊件墊牢固和采取切實可行的防變形措施,以防止在焊接過程中產生附加應力和發生變形;焊件組對時應做到內壁齊平,對接單面焊局部錯口值不得超過壁厚的10%,且不大于1mm;
6)焊口無損檢測合格后,項目部應組織專業質檢人員對所有切割開的鰭片及散管所加密封條,進行三級檢查驗收(并辦理檢查記錄表),發現割傷、割透的管子,安排專業焊接人員對其進行補焊或換管處理,并再次由專業質檢人員驗收后再對鰭片焊接。
7)散管焊口焊接結束后,焊工自檢合格后,再組織專業質檢人員對縫進行檢查(并辦理檢查記錄表),是否有咬邊焊傷管子、表面裂紋、麻坑、砂眼、氣孔等問題。若發現問題再安排專業焊接人員處理。外觀檢查合格后,進行委托金屬檢測部門進行射線檢測,不合格的及時返修,返修程序和正式施焊一樣。
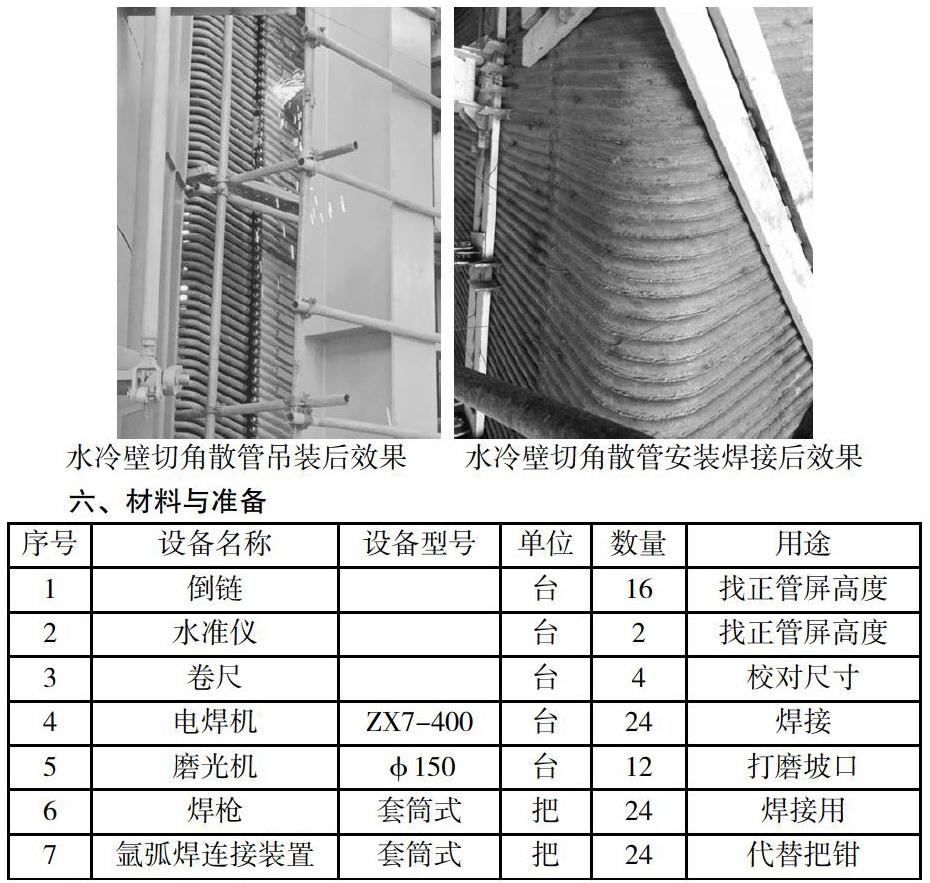
六、材料與準備
七、質量控制
執行《電力建設施工質量驗收及評價規程》(鍋爐機組)DL/T 5210-2009和《電力建設施工質量驗收及評價規程》( 第7部分焊接)(DL/T5210.7---2010)、《火力發電廠焊接技術規程》(DL/T869---2012)規定。
八、安全及環保措施
開工前必須進行安全交底,班組長每天站班會應對施工人員進行針對性安全教育,焊接施工過程中,必須遵守安全、環保、防火等規程有關規定,進入現場要戴安全帽,高空作業要系安全帶。施工所用工具盡可能放在工具包中,焊條頭不準亂拋亂放,應集中回收。施工過程中,必須隨時注意并檢查作業點周圍的工作地點安全情況,必須采取積極防護措施。對焊條頭、焊絲頭、等廢棄物集中回收,減少固體粉塵污染。工作完畢,清理現場,做到“工完、料盡、場地清”。
九、結論
本工法將螺旋水冷壁切角散管安裝焊接進行了上中下三層同時施工,且優化了組對方案,避免了對口產生的標高不一致造成的誤工及對口應力,提高了生產效率和焊接質量,大大降低了機組因為切角焊接引起的爆管幾率,為水冷壁切角組對焊接提供了可靠的決策依據和技術指標,新穎的工法技術將促進電力焊接施工技術進步,經濟效益和社會效益明顯。
十、結束語
赤峰經濟開發區熱電廠2×350MW超臨界機組工程螺旋水冷壁切角管子材質為15CrMoG,規格為Ф38×7.3,全氬弧焊接工藝,采用該工藝后有效的解決了對口及焊接位置困難的問題,且工期縮短了17天,焊口及密封焊接外觀工藝優良率達到100%,無損檢測一次合格率99.95%,鍋爐水壓一次成功,得到了甲方和監理的一致認可,取得了良好的經濟效益和社會效益。
十一、參考文獻
《火力發電廠焊接技術規程》DL/T869-2012
《火力發電廠焊接熱處理技術規程》DL/T819-2010
《電力建設施工質量驗收及評價規程》(鍋爐機組)DL/T 5210-2009
《電力建設施工質量驗收及評價規程》( 第7部分焊接)(DL/T5210.7---2010)
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
