車身橫梁零件的自動涂膠設備
2020-12-08 02:12:35蒙慶根朱永輝藍林鎮
科技創新與應用 2020年35期
蒙慶根 朱永輝 藍林鎮


摘? 要:通過分析人工涂膠與機器人自動涂膠存在的問題,設計制作了一種低成本的自動涂膠設備。該設備可自動完成橫梁多段涂膠,涂膠質量達到質量要求。做到了低成本,高價值的理念。
關鍵詞:自動涂膠;出膠控制;車身橫梁
中圖分類號:U468 文獻標志碼:A 文章編號:2095-2945(2020)35-0077-02
Abstract: By analyzing the existing problems of manual glue coating and robot automatic glue coating, a kind of low-cost automatic glue coating equipment is designed and made. The equipment can automatically finish the multi-section glue coating of the automobile body crossbeam, and the glue quality meets the quality requirements, in order to achieve the concept of low cost and high value.
Keywords: automatic glue coating; glue discharge control; automobile body crossbeam
前言
在汽車制造中,由于密封防腐減震的需求,需要對鈑金件進行涂膠處理。當前汽車制造廠商針對涂膠工藝主要分為兩種:員工手工涂膠,機器人自動涂膠。人工涂膠成本低,適應性強,但存在工人勞動強度大,涂膠質量不穩定等情況發生,造成涂膠質量問題。機器人涂膠質量高,表現穩定。但機器人涂膠受限于一次投入成本高,同時對零件尺寸及維護要求較嚴格。根據我公司實際工藝分布,秉承低成本,高價值的理念開發一款針對橫梁零件的自動涂膠設備。
1 系統要求及設計思路
某車型橫梁為頂蓋總成加強橫梁。橫梁與頂蓋鈑金之間共設計雙路六段涂膠,涂膠長度根據產品設計長度不一致。不同零件涂膠直徑要求不一致。該設備需要一次完成橫梁所有涂膠槽的涂膠。同時保證涂膠均勻,出膠直徑滿足尺寸要求,無溢膠等問題。在設備操作方面要求盡可能簡便,工裝定位裝夾快速穩定,降低設備故障頻次,穩定涂膠設備表現,如圖1。
同時需要優化提升人工涂膠與機器人涂膠工藝存在的質量問題。
(1)涂膠量不均勻產生的溢膠,膠量不足的問題;
(2)涂膠質量一致性差;
(3)零件尺寸波動造成的涂膠錯位問題;
(4)涂膠直徑及長度切換造成的涂膠質量問題。
2 設備構成和工作原理
參考機器人涂膠動作及工廠簡易自動焊設備,設計制作了一款橫梁自動涂膠設備。該設備由氣缸單元和直線滑軌機構,涂膠支架,涂膠嘴,工作臺與涂膠泵構成。詳細機構如圖2所示,車身橫梁自動涂膠設備主要由1-設備底座、2-Z向舉升氣缸、3-Z向直線滑軌單元、4-涂膠嘴安裝座、5-涂膠嘴單元、6-Y向直線滑軌單元、7-Y向安裝框架、8-Y向滑移單元等部分構成。
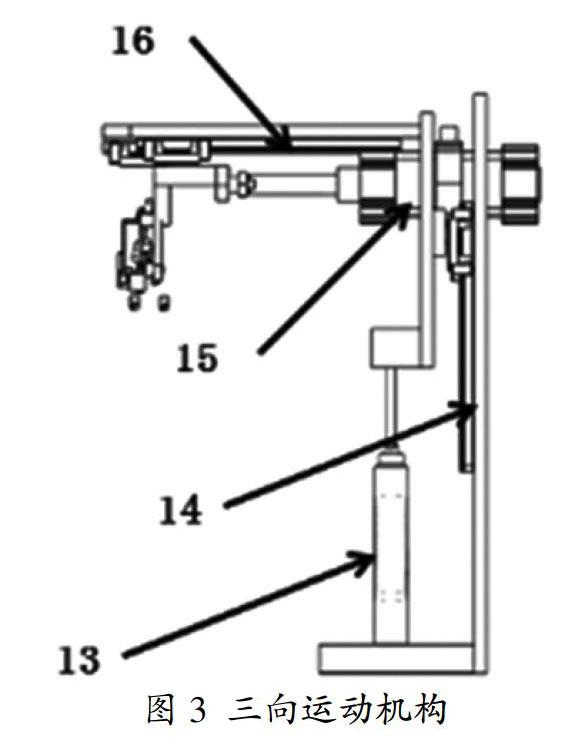
該設備通過氣缸驅動直線滑軌運動完成涂膠動作。三組直線滑軌機構實現X,Y,Z三個方向的單獨運動。分段涂膠設備運動機構由Z向舉升氣缸13,Z向直線滑軌14,Y向滑移氣缸15,Y向直線滑軌16組成,如圖3。有兩組抱閘氣缸和直線滑軌機構實現Y和Z方向移動與停止。通過延時閥控制通氣時間進而控制氣缸抱閘動作。
根據橫梁數量設置氣缸抱閘位置實施涂膠動作。該結構可控制涂膠位置精度2mm,涂膠工作行程300mm。最大可滿足5個零件的涂膠。
膠嘴安裝座由安裝座17,膠嘴安裝支架18,涂膠嘴19,進膠管20組成,如圖4。安裝座設計有陣列安裝孔均布,與涂膠嘴螺栓連接。可根據產品涂膠位置快速安裝相應涂膠嘴。做到便捷更換增加。理論上可滿足1處~N處涂膠。
3 控制系統
考慮到設備運行穩定,降低故障率的要求,通過調查現場設備表現,簡單動作采用氣路控制更簡便,故障發生頻次低。于是針對此設備的控制系統大膽采用純氣路控制原理,不采用PLC電控控制。降低對維修員的故障排查能力,同時又降低設備成本投入。
該設備控制系統通過純氣路控制,邏輯閥組合完成涂膠動作。一個操作按鈕完成涂膠動作以及自動復位,做到簡便易操作。
橫梁自動涂膠設備工作流程:針對車型選擇合適膠嘴,調整膠嘴出膠直徑→專用臺放置橫梁零件→按下按鈕→Y向氣缸伸出到第一工作位→Z向氣缸下降達到工作位→涂膠嘴開始出膠→出膠時間結束→Z向氣缸上升到高位→Y向氣缸伸出到第二工作位→Z向氣缸下降到工作位→涂膠嘴開始出膠→出膠時間結束→Z向氣缸上升到高位。以此類推,完成所有橫梁涂膠。
4 現場應用情況
通過設計制造橫梁自動涂膠設備,解決了人工涂膠帶來的涂膠量不均勻,以及溢膠、斷膠、膠不連續等質量缺陷, 同時也優化提升了機器人涂膠機構受零件尺寸偏差易出現涂膠粘不上,涂膠錯位等質量問題,降低了對零件尺寸的高要求。通過重慶基地某車型車身車間現場的驗證,該方案解決了實際制造問題,是有效的。
(1)該自動涂膠設備結構簡單,便于加工制造和推廣。
(2)整體機構小巧,操作簡單,使用方便,提高了涂膠效率。
(3)單班次該工位節約操作時間5S,縮短制造時間。
(4)該結構涂膠穩定,減少返修頻次。
(5)在生產的過程中根據生產車型實時的進行涂膠工具的切換,避免停線切換情況,減少生產產能損失。
該設備通過設計制造以及現場調試投產使用,在自動化與成本之間找到均衡點。利用少量投資采用經典動作機構解決了實際問題。給我們在提升焊點自動化,螺栓擰緊等項目上予以啟發,提升“自動化”不等于投入“機器人”。
參考文獻:
[1]陸浩升,張展鴻,鄧汝炬.自動涂膠設備在焊裝車間的成本控制方案[J].汽車實用技術,2020(07):255-257.
[2]艾博,周占福,呂磊.全自動涂膠設備及涂膠工藝的研究[J].電子工業專用設備,2019,48(03):56-59.
[3]汪振中.機器人在汽車擋風玻璃自動涂膠系統的應用[J].電子技術與軟件工程,2019(01):236.