壓鑄模具的澆注系統設計
2020-11-28 15:20:30曾陽
裝備維修技術 2020年15期
曾陽
摘要:本設計的主要任務是對鋁合金帶輪壓鑄件進行壓鑄模工藝及模具設計。鑄件材料為YL303。在設計中,對此壓鑄件進行了工藝分析,其外形、尺寸、材料等均符合鋁合金壓鑄模的工藝要求。通過工藝分析與計算,確定為三板式中心澆口壓鑄成型,采用一模一腔的形式。
【關鍵詞】:帶輪;鋁合金;壓鑄工藝;模具設計
1.概述
本次設計為鋁合金帶輪壓鑄模澆注系統設計,鋁合金帶輪主要用于遠距離傳送動力的場合,例如,小型柴油機、機械加工設備、農業機械和包裝機械等傳動機械。
壓鑄是壓力鑄造的簡稱。壓力鑄造是將熔融的合金液注入壓鑄機的壓室中,壓室中的壓射沖頭以高壓、高速將其充填到金屬模具的型腔中,并在高壓下冷卻凝固成型為金屬零件的一種方法。壓鑄工藝是一種高效率的,少、無切削金屬成型的工藝方法[1]。
2.壓鑄件工藝性分析及結構設計
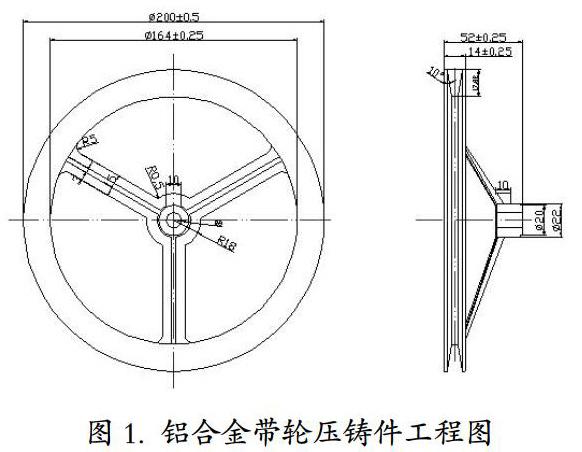
在設計壓鑄模之前,要對壓鑄件進行結構分析,并判斷其是否滿足壓鑄工藝的要求,分析壓鑄件的結構能否保證鑄件質量及有利成型。如圖1所示為鋁合金帶輪壓鑄件工程圖。鑄件的質量為182.22g,鑄件投影面積為60cm2,屬于中小型壓鑄件;鑄件是直徑為200mm和直徑為164mm的環形盤類壓鑄件,總高度為52mm,中心是直徑為20mm和直徑為10mm的圓柱形孔,由寬為15mm,高為2mm的肋條將其與環形連接,鑄件平均厚度為2mm,壁厚相對較薄,設置合理的澆注系統和排溢系統防止氣孔和縮孔的產生;壓鑄件基本上不采用機械加工,若需要留有機械加工余量,則本設計留有的機械加工單面余量為0.3mm。綜上所述,分析鋁合金帶輪壓鑄件均符合壓鑄工藝要求。
2.1壓鑄件材料選擇
本設計為鋁合金帶輪壓鑄件,帶輪被用于動力的傳遞,工作強度較大,故選擇YL303(YZAlMg5Si1),抗拉強度為220MPa,布氏硬度為70HBS,適用壓鑄各種薄壁件及高強度下工作的鑄件。鑄件公差按IT12級,用壓鑄方法生產該零件完全能達到尺寸要求。
2.2 鑄件型腔數及分型面的確定
由于鑄件最大直徑為200mm,為了便于脫模和生產,可確定為一模一件的單型腔模具。
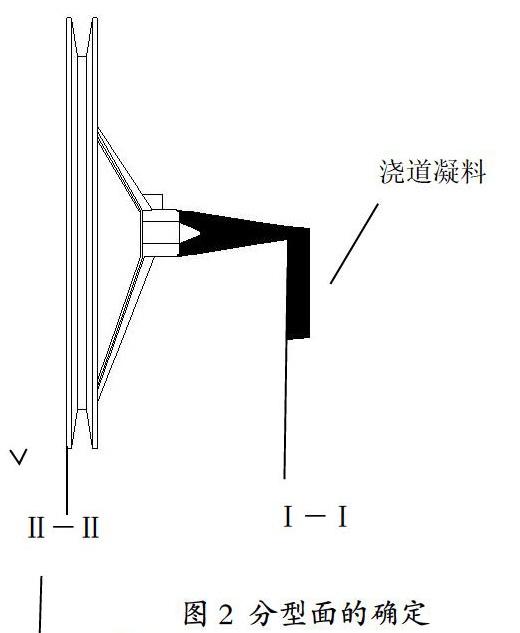
根據鑄件結構分析,一個分型面不能滿足要求,需采用多分型面的結構形式,如圖2 所示。分型面Ⅰ-Ⅰ的設置是為了取出直澆道凝料。開模時,在順序分型脫模機構的作用下,首先從Ⅰ-Ⅰ處分型,拉斷并推出直澆道余料后,才從Ⅱ-Ⅱ處分型。我們將Ⅱ-Ⅱ稱為主分型面,分型面Ⅰ-Ⅰ稱為輔助分型面。綜上分析決定選取(b)為該鑄件的分型面[2]。
2.3澆口類型選擇
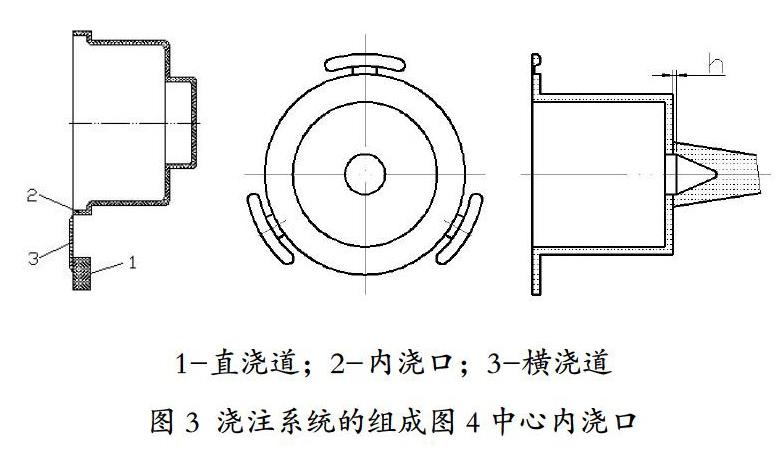
該零件在臥式冷壓室壓鑄機上壓鑄成型。零件為中心為圓柱形孔的環形盤類零件,須進行側向抽芯,因此,可采用中心澆口的澆注系統。如圖3所示為臥式冷壓室壓鑄模的澆注系統。這是實踐中最常用的一種形式,故本設計也采用它。它由直澆道、橫澆道、內澆口和溢流槽、排氣道組成。
3.澆注系統的設計
壓鑄模澆注系統是將壓鑄機壓室內熔融的金屬液在高溫高壓高速狀態下,填充入壓鑄模型腔的通道。它主要包括直澆道、橫澆道、內澆口以及溢流排氣系統等。
3.1內澆口的設計
在內澆口設計中,確定內澆口的位置和方向以及內澆口的截面尺寸,預測熔融金屬的流動狀態并分析出現的死區或裹氣的位置。
本設計為鋁合金帶輪壓鑄件,幾何中心帶有通孔,可采用中心內澆口的澆注系統。將內澆口開在通孔上,在成型的型芯上設置分流錐,金屬液從型腔中心部位導入。在清除澆口凝料時,為保證壓鑄件內孔的完整,在設置分流錐的直面高出壓鑄件端面h=0.5~1mm[3],如圖4所示。
本設計鋁合金帶輪壓鑄模屬于中小型壓鑄模,又為單件小批量生產,且中心內澆口可聚集不良和多余的金屬液,并且可以起到排氣的效果,故可不單獨設計溢流槽和排氣系統,選擇中心內澆口可起一舉多得的效果。
(1)內澆口截面積的計算
內澆口的截面積直接決定著內澆口速度和填充時間。
當金屬液的總質量確定后,決定內澆口截面積的主要因素是內澆口速度vn和填充時間t兩個壓鑄工藝參數。
查表得,鋁合金密度為2.4g/cm3,通過內澆口的金屬液(壓鑄件加溢流槽)總質量為238g。壓鑄件的質量為183g,溢流槽為55g.
查表可初步確定鋁合金的充填速度為20~60m/s,當外壁薄且表面質量要求高時,選填充速度值較高;抗拉強度和致密度較高時,選擇的值更低。由于鋁合金帶輪表面質量不高,鑄件的壁厚較薄,但抗拉強度要求較高,故確定充填速度為40m/s。
由于影響確定內澆口截面積的影響因素較多。因此,在設計時內澆口的初始尺寸應選取較小值,為以后在試模后進行必要的修正和調整留余地。確定內澆口截面積An為7cm2。
表2和表3分別為內澆口厚度的經驗數據和內澆口寬度和長度的經驗數據。
本設計鋁合金帶輪壓鑄件為圓環形,根據表2.由壓鑄件的平均壁厚為2mm,結構較為簡單,則內澆口的壁厚應為1.0~1.8mm,確定內澆口壁厚為1.5mm;壓鑄件為圓環形,由表3.可知,內澆口的寬度應為91~109mm,確定內澆口的寬度為95mm;長度為2~3mm;內澆口以切線進入。
3.2橫澆道設計
本設計鋁合金帶輪壓鑄件為圓環形結構,最大外徑尺寸為200mm,內澆口的選擇為中心澆口,以切線方向進入,為單型腔模具,故選擇的橫澆道形式為環形橫澆道。
由于壓鑄件為環形,采用圖5的形式,在型芯的對應位置開設環形澆道,并設置分流錐,形成環形橫澆道。在向內澆口過渡時,均采用截面積逐漸收斂的形式。
橫澆道與內澆口的連接形式決定了金屬液的進料方式和進料方向。由于鋁合金帶輪為環形壓鑄件并且金屬液是從切線方向導入型腔,可采用圖5的連接形式。它避免了金屬液對型芯的正面沖擊,同時從切線方向進料,使型腔內的氣體有序地排出,提高填充的實際效果。
由圖可知,L為內澆口長度2~3mm,h1為內澆口厚度,確定內澆口厚度為1.5mm。
3.3直澆道設計
本次設計采用的澆口套為中心澆口的螺旋澆口套,在澆口套內加工2~3條螺旋槽,在壓射沖頭的作用下,隨著開模動作余料沿著澆口套中螺旋槽方向旋轉,將余料從直澆道上扭斷。這樣可節省剪去澆口凝料的工序,提高生產效率[4]。
澆口套的配合精度有:澆口套外徑與模板孔的配合精度為D1(H7/h6);定模座板或澆口套的定位孔與壓鑄機壓室定位法蘭的配合精度為D2(E8)[11]。
根據所選壓鑄機類型和型號,可確定澆口套的直徑為 。澆口套長度小于壓鑄機壓射沖頭的跟蹤距離;為了便于澆注余料從澆口套順利脫模,直澆道前端設有一段斜度為5?的圓錐面;直澆道開在橫澆道下方,其下沉距離大于直澆道直徑的2/3以上,防止在壓鑄前金屬液預填充;澆口套與澆道鑲塊均與高溫金屬液直接接觸,都采用耐熱鋼制造。如3Cr2W,其熱處理硬度為44~48HRC;直澆道的內孔表面粗糙度不大于Ra0.2μm。
4.結語。
本設計為鋁合金帶輪壓鑄模設計,采用的是三板式中心澆口壓鑄模。成型零件的結構形式為整體組合式結構,使用臺肩或螺栓固定。模具采用斜銷抽芯時的兩瓣組合形式。
【參考文獻】
[1] 林柏年主編. 特種鑄造. 杭州[M]:浙江大學出版社,2014.1
[2] 田雁晨,田寶善,王文廣主編. 金屬壓鑄模設計技巧與實例[M]. 北京:化工工業出版社,2006.3
[3] 姜銀方主編.壓鑄成型工藝及模具設計[M].北京:化學工業出版社,2009.
[4] 王鵬駒,殷國富主編.壓鑄模具設計師手冊[M].北京:機械工業出版社,2008.
