蠕墨鑄鐵鉆削實驗研究*
2020-11-27 10:04:18李蘇洋唐梓敏王成勇隋建波梁清延
機電工程技術 2020年10期
關鍵詞:實驗
李蘇洋,唐梓敏,丁 峰,王成勇,隋建波※,梁清延
(1.廣東工業大學機電工程學院,廣州 510006;2.廣西玉柴機器股份有限公司,廣西玉林 537005)
0 引言
蠕墨鑄鐵相對于灰鑄鐵有更好的綜合力學性能(比如更高的拉伸強度、彈性模量和疲勞強度等),可實現汽車輕量化、提高燃油經濟性以及降低尾氣等目的,在汽車領域不斷獲得應用。但其可加工性差,尤其在高速連續切削條件下,刀具壽命比灰鑄鐵加工時降低10~20 倍[1],大大增加了加工成本,降低了加工效率。如何提高蠕墨鑄鐵的可加工性已成為蠕墨鑄鐵研究的重點課題之一。
前期蠕墨鑄鐵加工研究主要集中于車削與銑削的加工研究,Nayyar等[2]研究了蠕墨鑄鐵微結構和力學性能對車削力和刀具壽命的影響,發現刀具壽命依賴于蠕墨鑄鐵的微結構和力學性能,并且隨著硬度、拉伸強度和珠光體含量的增加而降低。Karabulut等[3]設計了陶瓷刀具銑削蠕墨鑄鐵的實驗用于研究主偏角對于刀具磨損的影響規律,發現刀具后刀面磨損受主偏角的影響較大,并提出了一個快速預估刀具壽命的方法。林海生等[4]利用油膜附水滴復合噴霧(OoW)作為蠕墨鑄鐵車削過程中的冷卻介質,證實了其在提高蠕墨鑄鐵可加工性、降低切削力方面具有較為顯著的作用,且不同硬質涂層刀具需要與外冷復合噴霧的噴射位置相互匹配,可有效降低切削力。熊飛翔等[5]揭示了高速銑削蠕墨鑄鐵的切屑形成和工藝參數對表面質量的影響,并用建立工藝參數與銑削力和表面粗糙度之間的擬合方程,準確地實現了蠕墨鑄鐵銑削過程中銑削力與表面粗糙度的預測。
針對蠕墨鑄鐵的鉆削研究較少,只有部分學者分別研究了鉆頭的橫刃和涂層系統對刀具磨損的影響以及與灰鑄鐵進行了對比。Oliveira 等[6]采用涂層硬質合金鉆頭鉆削蠕墨鑄鐵實驗,分析了鉆頭幾何結構對刀具磨損和壽命的影響,發現磨粒磨損是主要的磨損形式,鉆頭幾何形狀對刀具壽命和孔表明粗糙度有很大影響且與切屑形態有關。Mocellin 等[7]選擇了5種蠕墨鑄鐵和1種灰鑄鐵材料進行鉆削實驗,對比了刀具磨損和鉆削力來研究其可加工性,發現相對于灰鑄鐵FC-250,蠕墨鑄鐵CGI-450僅有其83%的可加工性。Paiva等[8]對比了3種涂層系統(TiAlN/TiN、AlCrN、TiSiN/AlCrN)對鉆削力、鉆頭后刀面磨損、孔圓度和表面粗糙度的影響,發現結果較分散,不能證明何種涂層更好。Li等[9]則將MOL運用到蠕墨鑄鐵的鉆削研究中,并對比了不同參數MOL和干切削的加工性能,發現鉆削過程中鉆頭主要磨損是黏著磨損。
鉆削力是造成鉆削過程中鉆頭磨損及失效的直接原因之一,是衡量蠕墨鑄鐵鉆削可加工性的重要因素之一。在金屬的鉆削研究中,Boston 提出鉆削力(包括軸向力和旋轉力矩)取決于鉆削工藝參數[10]。而目前針對鉆削工藝參數對鉆削力的影響以及相對重要性研究欠缺。本文利用高速鋼麻花鉆頭對蠕墨鑄鐵進行鉆削,采用單因素實驗分析各工藝參數(主軸轉速、進給速度)對鉆削力(軸向力、旋轉力矩)的影響規律,采用正交實驗分析各工藝參數的影響顯著程度,并通過線性回歸計算建立了切削力與各工藝參數的關系模型,為進一步的切削機理建模以及刀具和工藝參數優選提供指導。
1 材料與方法
1.1 實驗材料
本文所用工件材料為塊體蠕墨鑄鐵(RuT400,尺寸100 mm×80 mm),主要成分如表1 所示,其硬度為330~370 HV。所用刀具為直徑8 mm的高速鋼麻花鉆頭,鉆頭鉆尖角為118°,螺旋角為25°,無涂層。鉆削實驗不采用冷卻系統,為干鉆削。

表1 蠕墨鑄鐵(RuT400)的化學成分
1.2 實驗設備與條件
DMG MillTap700 加工中心(最大主軸轉速18 000 r/min)被用于鉆削實驗。旋轉式多分量測力計Kistler 9170A 用于測量鉆削過程中的軸向力和旋轉力矩,軸向力測量量程為0~20 kN,旋轉力矩測量量程為0~150 N·m。鉆削實驗平臺及測力系統如圖1所示。

圖1 鉆削實驗平臺及測力系統
1.3 鉆削實驗參數
表2 所示為單因素實驗參數,用于分析主軸轉速和進給速度對鉆削力的影響。表3所示為二因素二水平正交實驗鉆削實驗參數,用于分析因素的重要性和交互作用。每組參數組合實驗至少重復2次。
表2 單因素實驗參數

表3 正交實驗鉆削實驗參數及結果
2 實驗結果與分析
圖2 所示為蠕墨鑄鐵在典型工藝參數組合鉆削下的鉆頭所受軸向力和旋轉力矩隨鉆削時間變化的關系曲線圖。入鉆過程中,隨著鉆尖開始接觸及鉆入工件,工件變形,產生抵抗鉆頭切入的力,軸向力和旋轉力矩開始從0增大,隨著鉆削深度的增加,切削量逐漸增加,軸向力和力矩繼續增大;鉆削深度繼續增大,鉆頭主切削刃全部進入工件參與鉆削后,鉆頭的切削量保持不變,此時軸向力和旋轉力矩處于相對穩定的狀態;隨著鉆削過程的完成,切削深度不再增加,鉆頭切削量為0,此時軸向力和旋轉力矩均迅速降至0。研究表明,鉆削過程中的鉆削力(包含軸向力和旋轉力矩)取決于鉆削條件。為進一步研究鉆削過程中鉆削參數對軸向力和旋轉力矩的影響規律,本文選取主要鉆削參數主軸轉速和進給速度作為研究對象,選取穩定狀態下的平均軸向力與平均旋轉力矩作為衡量指標。

圖2 鉆削軸向力Fz和力矩Mz隨時間變化曲線
2.1 鉆削工藝參數的影響
主軸轉速對軸向力與旋轉力矩影響規律如圖3 所示。在進給速度一定的條件下,軸向力與旋轉力矩均隨著主軸轉速的增加而小幅降低,變化趨勢逐漸減小,且在不同的進給速度條件下均保持相同的影響規律。這是由于在保持進給速度不變的情況下,隨著轉速的增加,每轉的切削量相應地減小,因此鉆頭受到材料的抗力載荷也相應減小,軸向力與旋轉力矩下降。此外,在高速鉆削過程中,當每轉切削量小到一定程度時,軸向力與旋轉力矩會出現一個最低值,此時轉速的增加將不是影響軸向力與旋轉力矩大小的主要影響因素,即表現出軸向力與旋轉力矩對主軸轉速的變化不敏感。
進給速度對軸向力與旋轉力矩影響規律如圖4 所示。在主軸轉速一定的條件下,軸向力與旋轉力矩均隨著進給速度的增加而增加,且在不同主軸轉速條件下均保持相同的影響規律。這是由于在保持主軸轉速不變的情況下,進給速度的增加相當于增大了鉆頭每轉的切削量,鉆頭受到材料的抵抗切削力增大,同時,進給速度的增加導致材料的擠壓變形時間相應減小,材料瞬間沖擊速度增加,變形也隨之增大,進一步加劇了鉆頭受到材料的抗力載荷,從而軸向力與旋轉力矩均增加。對比圖3與圖4可知,蠕墨鑄鐵的鉆削過程中,鉆頭進給速度對于軸向力與旋轉力矩的影響顯著程度大于主軸轉速。
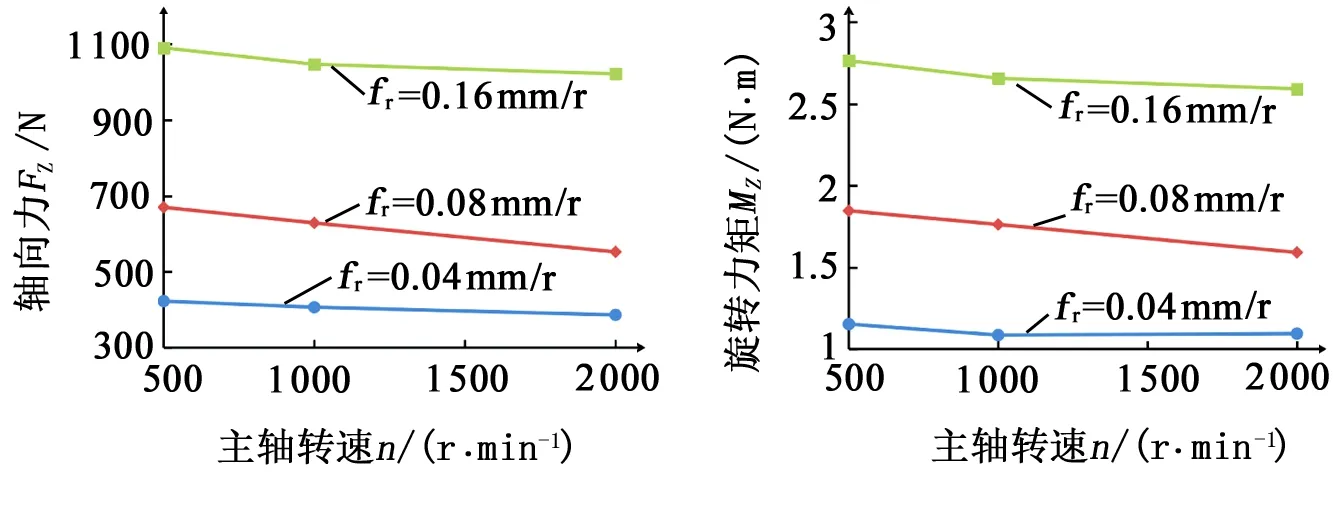
圖3 鉆削軸向力和旋轉力矩與主軸轉速的關系
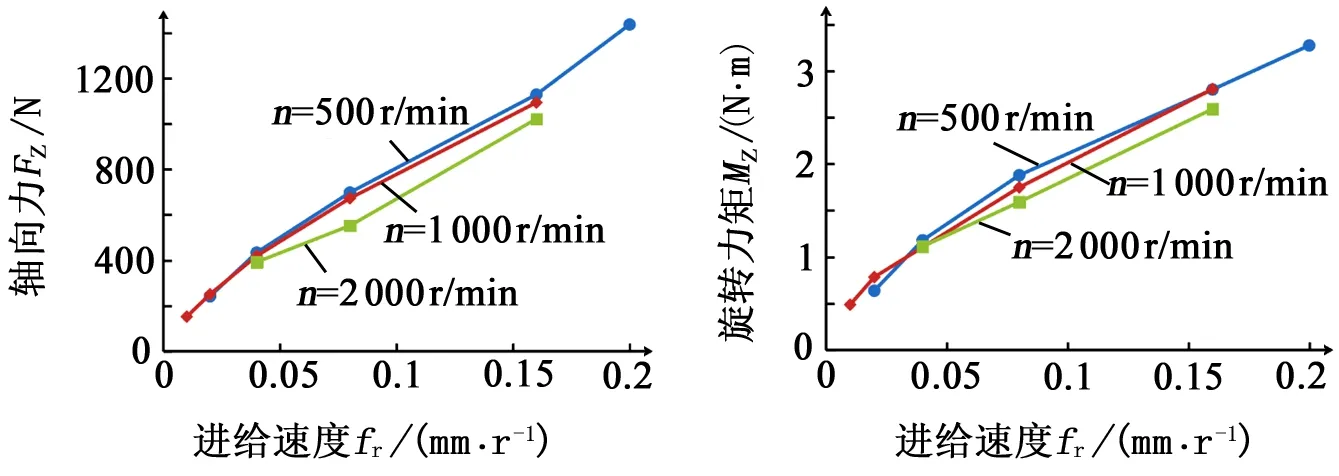
圖4 鉆削軸向力和旋轉力矩與進給轉速的關系
2.2 方差分析
為了進一步研究鉆削工藝參數以及不同鉆削工藝參數間的交互作用對于軸向力與旋轉力矩的影響規律,驗證關于蠕墨鑄鐵的鉆削過程中主軸轉速及進給速度對軸向力與旋轉力矩影響顯著程度的結論,設計了二因素二水平正交實驗,并考慮主軸轉速與進給速度的交互關系,如表2所示。由表3~4可知,主軸轉速、進給速度及其之間的交互作用對鉆削軸向力和力矩都是重要的,并且進給速度的重要性最高,其次是主軸轉速,最后是其交互作用,與前文的結論一致。分別對軸向力和旋轉力矩進行方差分析,結果如表4~5所示。當p<0.05 時,其對應的誤差來源項是重要的;當p<0.01 時,其對應的誤差來源項是極其重要的。

表4 軸向力方差分析

表5 力矩方差分析
2.3 線型回歸分析
經過方差分析可知,主軸轉速n、進給速度fr及其之間的交互作用n×fr均是蠕墨鑄鐵鉆削過程中鉆頭受到的軸向力Fz與旋轉力矩Mz大小的重要影響因素。故以該3 種因素為影響因子經過線性回歸計算,得到了軸向力與旋轉力矩的線性統計模型,分別如下式所示。

將線性統計模型預測的軸向力和旋轉力矩大小與實驗中所得數據進行對比,結果如圖5所示。預測值與實驗值的結果非常吻合,軸向力預測平均誤差為3.77%,旋轉力矩預測平均誤差為2.71%,驗證了模型的可靠性,可為蠕墨鑄鐵鉆削過程中鉆頭所受軸向力與旋轉力矩的大小提供計算依據。

圖5 鉆削軸向力和力矩的實驗值與預測值分布
3 結束語
本文研究了蠕墨鑄鐵鉆削過程中不同鉆削工藝參數對鉆頭所受鉆削力(軸向力與旋轉力矩)的影響規律及影響顯著程度,并建立了鉆削力的線性統計模型,主要結論如下。
(1)軸向力與旋轉力矩均隨著主軸轉速的增加而小幅降低,變化趨勢逐漸減小;軸向力與旋轉力矩均隨著進給速度的增加而增加。
(2)鉆削工藝參數對于切削力的影響顯著程度依次為:進給速度>主軸轉速>進給速度與主軸轉速的交互作用。
(3)由線性回歸得到的鉆削力線性統計模型預測的鉆削力與實驗值非常吻合,預測誤差較小,可為蠕墨鑄鐵鉆削過程中鉆頭所受鉆削力的大小提供計算依據。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
