熱絲TIG焊層間未熔合缺陷成因與預(yù)防措施
2020-11-25 04:27:40張杰竇泉山吳業(yè)俊李勁松
金屬加工(熱加工) 2020年11期
張杰,竇泉山,吳業(yè)俊,李勁松
東方電氣集團(tuán)東方鍋爐股份有限公司 四川自貢 643000
1 序言
在東方電氣集團(tuán)東方鍋爐股份有限公司大型發(fā)電設(shè)備電站鍋爐制造中,每年僅蛇形管小口徑管子對(duì)接焊口就超過50萬只,大量采用SA-213TP347HFG、Super304H、HR3C等新型不銹鋼材料焊接接頭,焊接材料選用YT-304H、ERNiCr-3、ERNiCrCoMo-1等高等級(jí)焊接材料,焊接難度大。而熱絲TIG焊以其焊接接頭成形完美、無損檢測合格率高、焊接質(zhì)量穩(wěn)定、生產(chǎn)效率高、操作方便,以及適合于產(chǎn)品大批量生產(chǎn)等特點(diǎn),在電站鍋爐受熱面小口徑管子對(duì)接焊上得到了廣泛的使用[1-2]。
隨著熱絲TIG焊在碳素鋼、低合金鋼、不銹鋼、鎳基材料小口徑管對(duì)接焊中的大量工程應(yīng)用,也出現(xiàn)了一些新的技術(shù)問題,在不銹鋼小口徑管熱絲TIG焊產(chǎn)品試樣進(jìn)行斷口試驗(yàn)時(shí),發(fā)現(xiàn)了接頭斷口出現(xiàn)層間未熔合缺陷(見圖1、圖2)。

圖1 斷口宏觀形貌
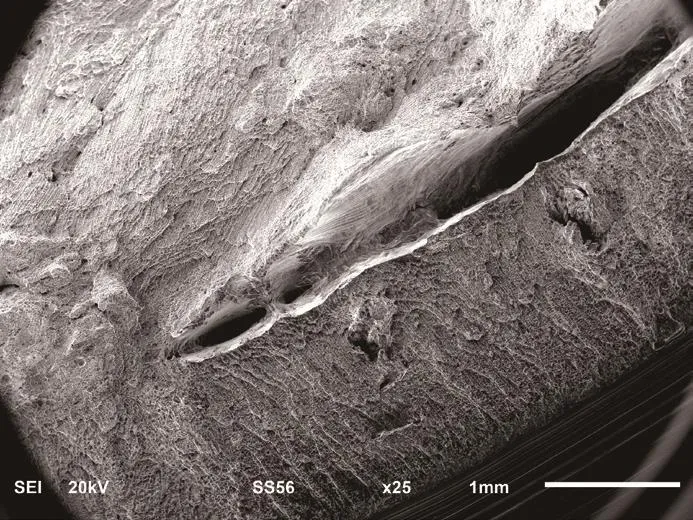
圖2 斷口表面形貌
2 缺陷特性
不銹鋼接頭試樣層間未熔合缺陷存在以下特點(diǎn):層間未熔合主要出現(xiàn)于打底層焊道與第二層焊道間,少量出現(xiàn)在第二層焊道與第三層焊道間;未熔合界面前后兩個(gè)道次的晶粒差異大,發(fā)現(xiàn)界面有晶粒斷裂現(xiàn)象。該缺陷無損檢測沒能檢測出,只能用破壞性試驗(yàn)(如斷口試驗(yàn)、金相試驗(yàn))才能檢測出來。
未熔合是一種類似于裂紋的危險(xiǎn)缺陷,是焊縫中最危險(xiǎn)的缺陷之一,層間未熔合缺陷危害性大,焊縫金屬在未熔合處形成明顯的分界面,產(chǎn)生強(qiáng)烈的應(yīng)力集中,極易誘發(fā)裂紋的產(chǎn)生。在電站鍋爐運(yùn)行中,如果存在層間未熔合等缺陷,則容易發(fā)生接頭泄漏、爆管等問題,對(duì)接焊縫不允許該類缺陷存在。而按照TGS G0001—2012《鍋爐安全技術(shù)監(jiān)察規(guī)程》規(guī)定,對(duì)接焊縫需進(jìn)行射線檢測,檢測過程按照NB/T 47013.2—2015《承壓設(shè)備無損檢測標(biāo)準(zhǔn)要求 射線檢測》規(guī)定進(jìn)行橢圓成像或垂直成像,受射線檢測透照方向的影響,射線檢測對(duì)焊縫層間未熔合類缺陷難以發(fā)現(xiàn),檢出率極低,容易出現(xiàn)漏檢現(xiàn)象。因此在產(chǎn)品制造過程中,必須采取有效措施,避免此類缺陷的產(chǎn)生。
3 原因分析
根據(jù)管子壁厚不銹鋼小口徑管對(duì)接,一般采用多層焊,通常焊接層次為2~5層,經(jīng)過試驗(yàn)分析,熱絲TIG焊對(duì)接焊縫造成層間未熔合的主要原因如下。
1)在焊接過程中,管子工件逆時(shí)針旋轉(zhuǎn)(見圖3),焊接處于下坡焊位置,上層焊縫金屬未充分熔化時(shí)已被液態(tài)金屬覆蓋,熔深較淺,多層焊時(shí),層間沒有達(dá)到完全的冶金結(jié)合,容易產(chǎn)生層間未熔合類缺陷。
2)送絲位置靠后(見圖3),熔池的前半部熔化時(shí),熔池的后半部開始凝固,熔滴過渡到熔池時(shí)熔池已經(jīng)處于冷態(tài),熔滴過渡到熔池后溫度過低,能量不足以熔化上層焊道就已經(jīng)凝固,容易產(chǎn)生未熔合缺陷。
3)偏移距離太大,當(dāng)焊縫熔池重力的切向分量大于熔池表面張力,熔池就會(huì)往下淌,導(dǎo)致成形不良或產(chǎn)生焊接缺陷。
4)送絲速度過快,熔化填充金屬消耗能量過多,造成熔池?zé)崃坎粔颍瓜群傅暮傅牢吹玫匠浞秩刍捅蝗刍饘俑采w,單層焊道厚度增加明顯,而新型不銹鋼對(duì)接焊采用鎳基焊材,熔敷金屬流動(dòng)性差,也容易產(chǎn)生層間未熔合。
4 預(yù)防改進(jìn)措施
4.1 調(diào)整工件旋轉(zhuǎn)方向
對(duì)焊機(jī)旋轉(zhuǎn)方向進(jìn)行了調(diào)整,將原來的工件逆時(shí)針旋轉(zhuǎn)改為順時(shí)針旋轉(zhuǎn)(見圖3、圖4),使其焊接由原來的下坡焊改為上坡焊,焊絲位置在電弧的前端,避免了送絲位置靠后,熔滴過渡到熔池時(shí)熔池已經(jīng)處于冷態(tài)。
4.2 改變焊機(jī)送絲結(jié)構(gòu)
改進(jìn)送絲機(jī)構(gòu)、導(dǎo)電嘴。優(yōu)化機(jī)械部件設(shè)計(jì),對(duì)熱絲部分和導(dǎo)電嘴進(jìn)行改進(jìn)(見圖5),使其與改變旋轉(zhuǎn)方向后的焊機(jī)更好地匹配使用。
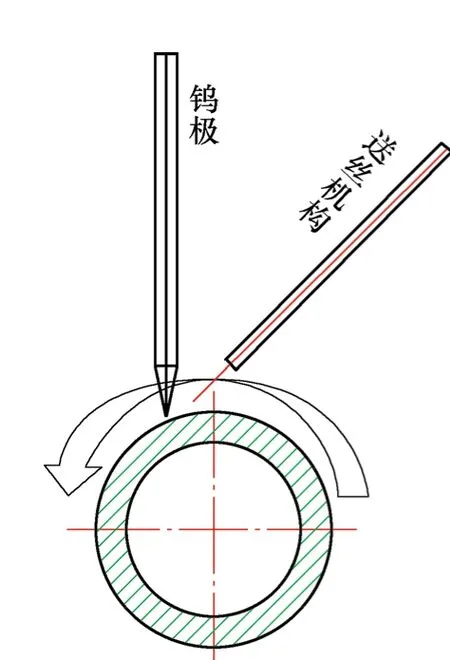
圖3 改進(jìn)前旋轉(zhuǎn)方向
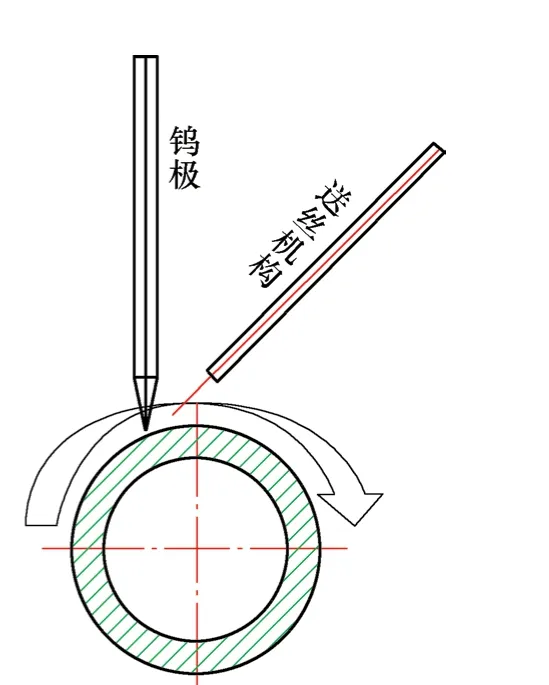
圖4 改進(jìn)后旋轉(zhuǎn)方向

圖5 改進(jìn)后送絲結(jié)構(gòu)
通過工藝試驗(yàn),調(diào)整確定鎢極與管子中心的偏移距離、鎢極與焊絲距離、鎢極與焊絲夾角、焊絲干伸長度、鎢極伸出長度等參數(shù);調(diào)整焊機(jī)送絲角度后,使熔池相對(duì)位置保持在11點(diǎn)鐘附近。這些參數(shù)焊接前調(diào)好后,在焊接過程中保持不變,其參數(shù)是否合理,直接影響到焊接過程的穩(wěn)定、焊接質(zhì)量的好壞。
4.3 優(yōu)化焊接參數(shù)
根據(jù)工藝試驗(yàn),結(jié)合設(shè)備實(shí)際操作情況,確定熱絲TIG焊焊接電流、焊接速度、送絲速度、焊接層數(shù)等關(guān)鍵焊接參數(shù)。針對(duì)不同材質(zhì)、規(guī)格加工試管,調(diào)整焊接參數(shù),嚴(yán)格控制送絲速度,按管子不同壁厚,確定焊接層次。經(jīng)射線檢測,斷口試驗(yàn)、解剖焊縫斷面(見圖6、圖7),確定固化最佳匹配的焊接參數(shù),設(shè)計(jì)、編制焊接程序,輸入系統(tǒng)保存。焊工在焊接時(shí),直接調(diào)用相應(yīng)的熱絲TIG焊程序進(jìn)行焊接作業(yè)。

圖6 焊縫斷面解剖

圖7 試樣斷口
5 預(yù)防改進(jìn)效果
采取上述預(yù)防改進(jìn)措施,有效地避免了不銹鋼小口徑管對(duì)接接頭層間未熔合等缺陷的產(chǎn)生,對(duì)接接頭斷口試驗(yàn)未再發(fā)現(xiàn)層間未熔合缺陷,有效地消除了產(chǎn)品的隱藏缺陷,焊接接頭質(zhì)量明顯改善,提高了焊接接頭的性能。產(chǎn)品焊縫一次探傷合格率達(dá)99.51%,減少了大量的焊縫返修、探傷工作量,加快了產(chǎn)品制造節(jié)奏,提高了生產(chǎn)效率,縮短了產(chǎn)品制造周期,降低了產(chǎn)品制造成本。
6 結(jié)束語
通過調(diào)整熱絲TIG焊焊機(jī)焊接旋轉(zhuǎn)方向和送絲位置,優(yōu)化焊接參數(shù),控制送絲速度、焊接層次,可以改善焊接接頭熔深,有效地避免不銹鋼小口徑管對(duì)接焊縫層間未熔合等缺陷,提高了焊接接頭的性能,焊接接頭質(zhì)量明顯改善。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
