帶極堆焊焊接工藝研究
2020-11-25 04:27:38文明
金屬加工(熱加工) 2020年11期
文明
大連金州重型機(jī)器集團(tuán)有限公司 遼寧大連 116100
1 序言
大連金州重型機(jī)器集團(tuán)有限公司是化工、石油化工、石油煉制、煤化工、鹽化工及化肥等裝置設(shè)備的大型制造企業(yè)。帶極堆焊作為一種高效的堆焊方法,已廣泛用于公司所生產(chǎn)的加氫、尿素等產(chǎn)品的堆焊焊接工藝中。堆焊層的厚度直接影響到堆焊層的化學(xué)成分,而堆焊厚度取決于焊接熱輸入的作用。在焊材化學(xué)成分一定的前提下,堆焊厚度越大,對(duì)母材稀釋影響越小,其有害元素含量(主要是C、S、P)越低,有益元素(主要是Cr、Ni、Mo、Nb)越容易達(dá)到技術(shù)要求的含量。如果堆焊厚度越大,其相應(yīng)成本就會(huì)越高;但堆焊厚度如果過小,其化學(xué)成分就達(dá)不到標(biāo)準(zhǔn)的要求,直接影響到堆焊層的耐蝕性[1]。
2 試驗(yàn)材料及方法
(1)試驗(yàn)用鋼板 試驗(yàn)所用的材料是國(guó)產(chǎn)15CrMoR鋼板,試板規(guī)格為50mm×300mm×300mm,符合GB 713—2014要求,供貨狀態(tài)為正火+回火,參照質(zhì)量保證書,其化學(xué)成分及力學(xué)性能見表1和表2。
(2)焊接材料 試驗(yàn)采用國(guó)產(chǎn)焊帶的牌號(hào)為D309L、D347L,焊帶規(guī)格為60mm×0.5mm,符合標(biāo)準(zhǔn)NB/T 47018.5—2017要求,化學(xué)成分見表3和表4。
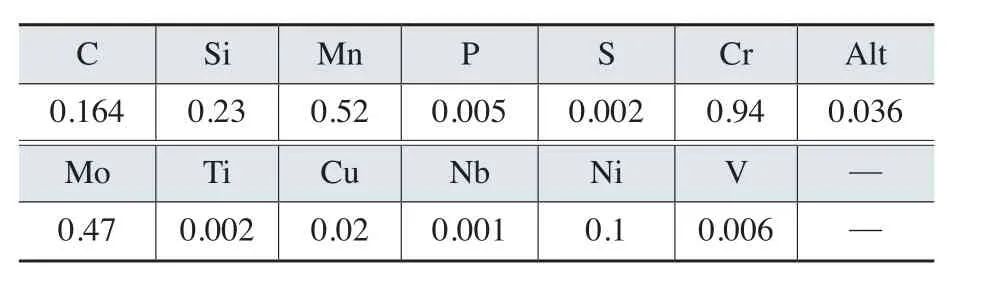
表1 15CrMoR鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
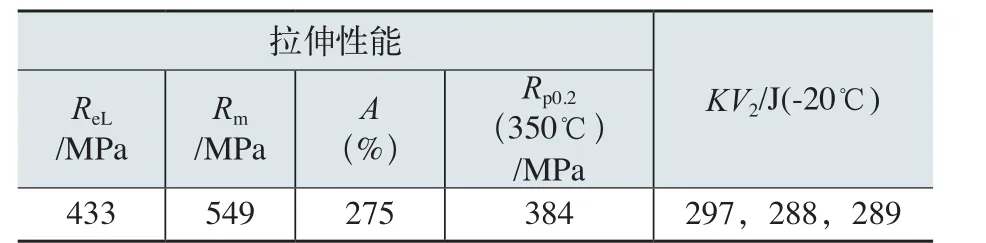
表2 15CrMoR鋼的力學(xué)性能
(3)焊接參數(shù)的確定 帶極堆焊的焊接參數(shù)主要包括焊接電流、電弧電壓以及焊接速度。對(duì)于給定尺寸(寬度×厚度)的焊帶,其電流密度基本是恒定的。對(duì)給定的焊劑來說,電弧電壓也是恒定的,如電弧電壓過低,容易造成電弧短路;電壓過高,則焊劑熔化量大,會(huì)造成焊縫成形不良。由于電流密度及電弧電壓一定,在電弧功率作用下,單位時(shí)間內(nèi)熔化的焊帶質(zhì)量基本一致。因焊道的寬度基本為一常量,所以堆焊層的高度變化就取決于焊接速度的變化。焊接速度加快,堆焊層厚度減少;反之,堆焊層厚度增加。
廠家推薦的焊接參數(shù)如下:焊接電流為750A,電弧電壓為26~28V,焊接速度為100~200mm/min。根據(jù)相關(guān)資料介紹,采用上述參數(shù)時(shí),堆焊厚度能達(dá)到4.0mm以上。由于預(yù)期目標(biāo)是兩層厚度達(dá)到6~7mm,考慮到設(shè)備導(dǎo)線較長(zhǎng),所以應(yīng)適當(dāng)?shù)卦黾雍附与娏骱碗娀‰妷海附铀俣葢?yīng)≥150mm/min,最終焊接速度取多少合適,需通過測(cè)量實(shí)際堆焊厚度來確定。

表3 D309L焊帶的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表4 D347L焊帶的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
(4)試板的焊接 試驗(yàn)?zāi)覆臑?5CrMoR材料,過渡層和面層分別采用D309L、D347L焊帶。首先,在1#工藝試板上,采用選定的焊接電流及電弧電壓,以4種不同的焊接速度,分別采用過渡層焊材,在基材上施焊一條焊道。每次焊接前都需精確調(diào)整速度旋扭,采用鈔表計(jì)時(shí)測(cè)定懸臂前進(jìn)速度達(dá)到要求后才可進(jìn)行施焊。焊接參數(shù)及焊道編號(hào)見表5。

表5 焊接參數(shù)及焊道編號(hào)
通過采用焊縫檢測(cè)尺初步測(cè)量4條焊縫厚度,最終采用1#-4焊道的焊接參數(shù)來焊接2#試板。兩層焊接參數(shù)不變,過渡層焊接4道,面層焊接兩道。
3 試驗(yàn)結(jié)果及分析
(1)測(cè)量焊縫厚度 焊接試驗(yàn)后對(duì)1#試板4條焊道及2#試板截取斷面試樣,經(jīng)拋光暴露出焊道輪廓后,采用卡尺進(jìn)行測(cè)厚。采取先測(cè)量基層厚度,然后測(cè)量全厚度(堆焊層加基層),以全厚度減去基層厚度的方法得到堆焊層厚度(不包括熔深)。再測(cè)量包括熔深在內(nèi)的堆焊層厚度值減去上述得到的堆焊層厚度,從而得到熔深,粗略計(jì)算稀釋率,全部計(jì)算結(jié)果見表6。
(2)化學(xué)成分分析 對(duì)焊接完好的2#試板分別截取5塊試樣,在距表面不同深度,采用芬蘭進(jìn)口原子核發(fā)射光譜儀ARC MET 8000進(jìn)行化學(xué)成分分析。因?yàn)镃、Cr、Ni在耐腐蝕材料中起到關(guān)鍵作用,所以主要分析以上3種元素。同時(shí)也對(duì)母材、焊帶進(jìn)行了化學(xué)成分分析(見表7)。根據(jù)表1、表3、表4、表7對(duì)比發(fā)現(xiàn),廠家提供的參數(shù)與實(shí)際測(cè)量有一定的誤差,但表中所有數(shù)據(jù)都滿足標(biāo)準(zhǔn)的要求。試驗(yàn)計(jì)算值采用實(shí)際測(cè)量值。
(3)堆焊厚度與焊接速度的關(guān)系 首先,從表6列出的測(cè)量數(shù)據(jù)可以看出,采用焊縫檢測(cè)尺測(cè)量的結(jié)果與斷面卡尺測(cè)量結(jié)果有偏差,這是由于焊縫檢測(cè)尺寸精度不夠或因焊接試板變形而不易確定基準(zhǔn)面所造成的,但在實(shí)際堆焊中具有參考作用,只要操作適當(dāng),偏差不會(huì)超過0.4mm,實(shí)際堆焊厚度將大于檢測(cè)厚度。

表6 稀釋率計(jì)算結(jié)果

表7 化學(xué)成分分析(質(zhì)量分?jǐn)?shù)) (%)
其次,堆焊層厚度與前面分析的相同,隨著焊接速度的增加,堆焊層厚度變薄,二者關(guān)系如圖1所示。

圖1 焊接速度與堆焊層厚度的關(guān)系
從圖1中可看到,兩者并不完全呈線性關(guān)系,要精確繪制出二者關(guān)系,需增加大量的試驗(yàn)數(shù)據(jù),更精確測(cè)定結(jié)果,但是總體趨勢(shì)已經(jīng)呈現(xiàn)出來了。如果要保證過渡堆焊層厚度達(dá)到3.5mm,焊接速度不得高于175mm/min;若要保證過渡堆焊層厚度達(dá)到3.0mm,焊接速度不得高于185mm/min。
此外,由于不銹鋼熱導(dǎo)性、鋼帶的化學(xué)成分等諸多條件不同,一般來說,采用相同焊接參數(shù),面層堆焊厚度略低于過渡層厚度。
(4)化學(xué)成分分析結(jié)果 通常情況,工程標(biāo)準(zhǔn)要求堆焊層取化學(xué)成分分析試樣時(shí),需將堆焊表面加工掉1~2mm后再取樣進(jìn)行化學(xué)成分分析,因此在同一堆焊層中,最關(guān)心的問題是化學(xué)成分如何變化。分析表7中C、Cr、Ni的含量,可看出在同一層中由于鐵液混合較均勻,所以3種元素成分相差不大。國(guó)外焊材生產(chǎn)廠家做過類似試驗(yàn),在距熔合線250μm外,化學(xué)成分就接近于均勻混合。這就提示我們,只要堆焊層達(dá)到一定的厚度,化學(xué)成分分析取樣只要不超出面層厚度,主要化學(xué)成分是可以達(dá)到要求。
產(chǎn)品堆焊前,為保證焊縫金屬化學(xué)成分滿足要求,通常采用理論計(jì)算方法預(yù)期確定一個(gè)堆焊所需的最小堆焊厚度。
以表6、表7數(shù)據(jù)為例進(jìn)行計(jì)算,計(jì)算結(jié)果是在過渡層堆焊厚度為3.6mm,面層堆焊厚度為3.3mm這一特定條件下得到的,總厚度為6.9mm。選取稀釋率為20%。從表7可以查得母材和焊帶的C、Cr、Ni含量。通過理論計(jì)算得到的化學(xué)成分見表8。通過理論計(jì)算數(shù)據(jù)和實(shí)際測(cè)量數(shù)據(jù)對(duì)比,二者數(shù)值還是比較吻合的。

表8 過渡層、面層化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
假如,設(shè)過渡層堆焊厚度為3mm,熔深不變(0.9mm),稀釋率為23%,通過理論計(jì)算得到的化學(xué)成分見表9。
通過以上計(jì)算,若堆焊層厚度低于3m m,即稀釋率超過20%,化學(xué)成分分析結(jié)果中需滿足wC≤0.03%的要求。若Cr、Ni鋼帶化學(xué)成分偏下限,則很可能Ni,Cr的化學(xué)成分也滿足不了要求。以上分析還沒有考慮到堆焊中焊劑影響會(huì)增加C含量,鋼帶中的Ni、Cr由于一定量的燒損不能完全過渡到焊縫中,因此通常采用非合金焊劑,這有助于減少C含量,降低Cr、Ni的燒損。結(jié)合以上數(shù)據(jù)分析,提出含有一個(gè)稀釋率等參數(shù)的堆焊化學(xué)成分與堆焊厚度的關(guān)系計(jì)算式。

表9 過渡層、面層的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
假設(shè)需要估算一種化學(xué)元素X在堆焊層(過渡層、面層)的含量,可以通過原子核發(fā)射光譜儀測(cè)定化學(xué)元素X在不同位置的含量為A、B、C(見表10),也可以通過查詢母材試板質(zhì)保書、焊材質(zhì)保書,得到元素X相關(guān)數(shù)據(jù)A、B、C;需要計(jì)算元素X在第一層(過渡層)的熔敷金屬中化學(xué)元素含量為γ,第二層(面層)元素X在熔敷金屬中含量為β;為了保證產(chǎn)品在生產(chǎn)中堆焊層化學(xué)成分達(dá)到標(biāo)準(zhǔn)要求,焊接速度不高于175mm/min,電弧電壓、焊接電流采用廠家推薦參數(shù),稀釋率為α(≤20%)。為估算堆焊層化學(xué)元素X的含量,根據(jù)試驗(yàn)相關(guān)數(shù)據(jù)得到以下關(guān)系計(jì)算式:
第一層(過渡層)化學(xué)元素X的含量

第二層(面層)化學(xué)元素X的含量


表10 不同位置化學(xué)元素含量(質(zhì)量分?jǐn)?shù)) (%)
4 結(jié)束語(yǔ)
通過以上試驗(yàn),可以得到以下有參考價(jià)值的結(jié)果:
1)采用焊縫檢測(cè)尺測(cè)量堆焊厚度的結(jié)果時(shí),雖然測(cè)量尺寸有偏差,但可作為參考。
2)在同一層堆焊金屬中,化學(xué)分析濃度梯度不明顯,化學(xué)成分相對(duì)是比較均勻的。
3)堆焊層厚度通常≥3mm,即稀釋率不得高于20%,否則化學(xué)成分(特別是C含量)不能達(dá)到標(biāo)準(zhǔn)要求的超低碳要求。
4)采用焊接電流為8 0 0 A、電弧電壓為26~28V、焊接速度為170~180mm/min時(shí),過渡層堆焊厚度介于3.3~3.8mm之間。采用同樣焊接參數(shù),面層堆焊厚度略低于過渡層厚度。
5)各種元素含量所能達(dá)到的水平是我們關(guān)心的問題,可為正確制定焊接工藝及進(jìn)行材料定額估算提供依據(jù)。當(dāng)母材、焊材化學(xué)成分已知時(shí),采用理論分析的方法可推算焊縫化學(xué)成分,對(duì)確定所需堆焊層厚度具有指導(dǎo)意義。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
