時(shí)效硬化滲氮鋼的開發(fā)與應(yīng)用
2020-11-25 04:27:28杜樹芳
金屬加工(熱加工) 2020年11期
關(guān)鍵詞:工藝
杜樹芳
中國科學(xué)院長春光機(jī)所 吉林長春 130012
1 序言
滲氮可以在微變形條件下,顯著提高工件表面硬度、耐磨性、疲勞強(qiáng)度和耐蝕性,但是相對滲碳而言,滲氮層薄,基體硬度低,俗稱“蛋殼”現(xiàn)象,嚴(yán)重限制了滲氮技術(shù)的應(yīng)用范圍。開發(fā)時(shí)效硬化鋼就是為了擴(kuò)大滲氮技術(shù)的應(yīng)用范圍。
目前,在表面熱處理領(lǐng)域主要采用三種工藝:滲碳、感應(yīng)淬火和滲氮。滲氮工藝主要問題是滲層較薄、基體硬度較低和滲氮時(shí)間較長,解決這些問題是發(fā)展?jié)B氮技術(shù)的主要途徑。
2 滲氮層與滲碳層對比
2.1 滲碳
滲碳工藝是在低碳鋼或低碳合金鋼表層增碳,形成過共析、共析和亞共析組織,經(jīng)過淬火和低溫回火,從表面至里依次獲得高碳、中碳和低碳馬氏體組織,其性能是表面具有高硬度和耐磨性,而心部具有強(qiáng)韌性,并有很好的過渡層組織。但是,受鋼的淬透性影響,滲碳后淬火組織不一定得到理想的高碳馬氏體組織,而且還有淬火開裂和變形等弊病。滲碳的優(yōu)勢是滲層厚,可達(dá)3~5mm,能滿足大多數(shù)重載零件服役條件的要求。滲碳零件在強(qiáng)韌性上有優(yōu)勢,但耐磨性、耐蝕性和抗膠合性能則不如滲氮件。
2.2 滲氮
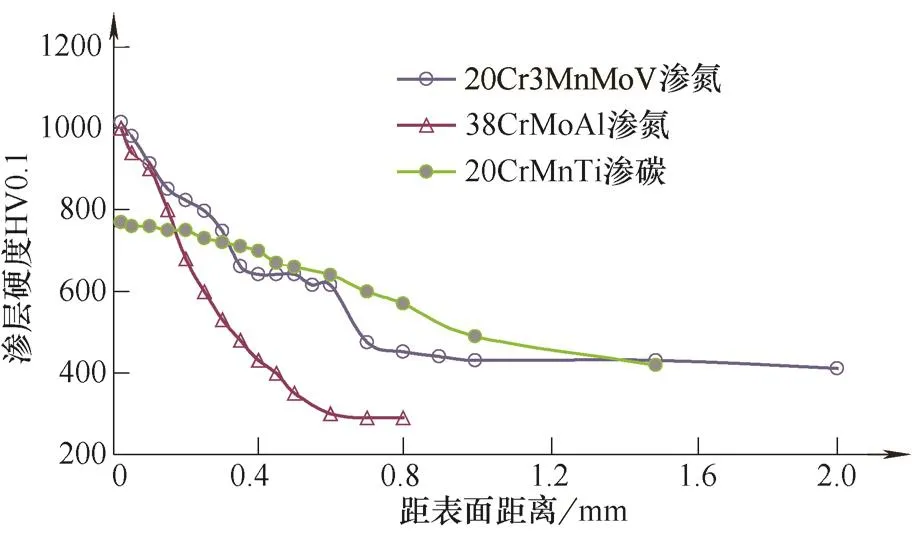
圖1 滲氮鋼與滲碳鋼的硬化曲線
滲氮工藝可在中碳鋼或中碳合金鋼,以及幾乎所有鋼鐵材料、鈦合金、特種合金表層滲氮,形成化合物層和強(qiáng)化擴(kuò)散層,不需要進(jìn)行高溫淬火,經(jīng)過低溫?cái)U(kuò)散即可得到高硬度耐磨、耐蝕和抗疲勞的滲層。由于采用無相變的低溫?cái)U(kuò)散工藝,因此滲氮件變形小,滲氮層較薄,但是滲氮層有獨(dú)特的可控優(yōu)勢,是區(qū)別滲碳工藝的特征,滲氮化合物層的脆性則是滲氮工藝的一項(xiàng)可控缺陷。
滲氮層可以采用控制滲氮?dú)夥罩械吞己浚{(diào)整滲氮工藝以及改變滲氮鋼基體合金成分,來實(shí)現(xiàn)控制滲氮層表面強(qiáng)化和次表層的強(qiáng)化,并控制和改變滲氮化合物層結(jié)構(gòu)和性能,改善和消除滲氮層脆性。
3 深層滲氮鋼的優(yōu)勢
開發(fā)的時(shí)效硬化鋼可以提高滲氮基體硬度和強(qiáng)化擴(kuò)散層,在深層滲氮硬化和時(shí)效硬化雙重強(qiáng)化作用下,可以解決滲氮層薄和滲氮件承載能力不足的缺陷。
圖1給出了采用深層滲氮硬化技術(shù)的滲氮與滲碳效果對比。20Cr3MnMoV鋼920℃×2h固溶處理520~540℃×50h深層離子滲氮,38CrMoAl鋼520~530℃×50h離子滲氮,20CrMnTi鋼930℃滲碳+850℃油中淬火[1]。三種材料不同工藝處理結(jié)果表明,時(shí)效硬化鋼深層離子滲氮表面硬度高,表層強(qiáng)化效果顯著,基體硬度高,顯著高于滲碳鋼,更高于38CrMoAl滲氮鋼。
4 深層滲氮鋼的應(yīng)用
由于淺層滲氮次表層強(qiáng)化不足,因此僅適用于輕載和以耐磨為主的服役條件。為了滲氮技術(shù)在重載耐磨和復(fù)雜應(yīng)力條件下的應(yīng)用,研發(fā)了深層離子滲氮硬化技術(shù)并開發(fā)了時(shí)效硬化滲氮鋼。
滲氮零件在重載耐磨和重載復(fù)雜應(yīng)力條件下工作時(shí),典型零件如重載齒輪的工作條件,承受接觸應(yīng)力和彎曲應(yīng)力,滲氮層次表層承受最大的剪切應(yīng)力,滲氮層剝落和疲勞破壞往往發(fā)生在次表層,因此充分強(qiáng)化次表層是滲氮零件能否在重載條件下工作和充分發(fā)揮滲氮強(qiáng)化潛力的關(guān)鍵。
5 時(shí)效硬化滲氮鋼的技術(shù)參數(shù)
深層滲氮硬化技術(shù)的核心是滲氮次表層顯著強(qiáng)化和采用時(shí)效硬化滲氮鋼,使?jié)B氮基體硬度提高到400~450HV以上。
研制成功兩種時(shí)效硬化鋼20CrNi3Mn2Al和20Cr3MnMoV,試驗(yàn)用鋼化學(xué)成分見表1。
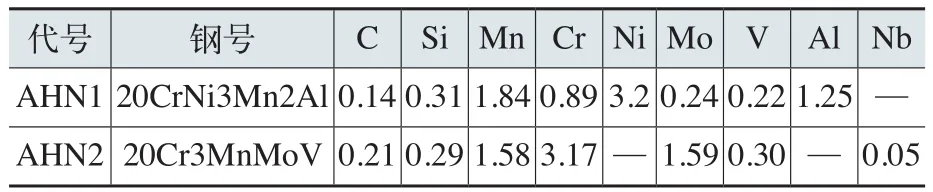
表1 試驗(yàn)鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
時(shí)效硬化鋼的特點(diǎn)是采用空冷固溶處理,不需油淬或水淬,以減少淬火應(yīng)力,減少淬火畸變,增加尺寸穩(wěn)定性,而滲氮過程中同時(shí)進(jìn)行時(shí)效硬化,可得到比調(diào)質(zhì)鋼更強(qiáng)化更穩(wěn)定的基體組織。這種時(shí)效硬化鋼滲氮前基體為過飽和固溶體組織(粒狀貝氏體+板條馬氏體),時(shí)效后為一個(gè)高強(qiáng)度的穩(wěn)定組織,其強(qiáng)化效果見表2。
開發(fā)的時(shí)效硬化鋼目的在于實(shí)現(xiàn)滲氮件的深層滲氮硬化,挖掘滲氮的潛力,提高滲氮件的承載能力,拓寬滲氮的應(yīng)用范圍,實(shí)現(xiàn)重載齒輪和重載耐磨件滲氮的工業(yè)應(yīng)用。
這種時(shí)效硬化鋼的時(shí)效硬化峰值溫度為520~560℃,適合于將滲氮和時(shí)效兩個(gè)工序合并,實(shí)現(xiàn)滲氮硬化和時(shí)效硬化同時(shí)完成。但是,滲氮硬化的擴(kuò)散過程和時(shí)效硬化的沉淀硬化過程,兩者時(shí)效因子不同,相互產(chǎn)生影響。經(jīng)過試驗(yàn),開發(fā)了一種變溫離子滲氮工藝,優(yōu)先實(shí)現(xiàn)滲氮的深層擴(kuò)散硬化,同時(shí)兼顧基體時(shí)效硬化,實(shí)現(xiàn)了深層滲氮硬化的目的。深層離子滲氮硬化曲線如圖2所示[2]。

表2 時(shí)效硬化鋼強(qiáng)化效果
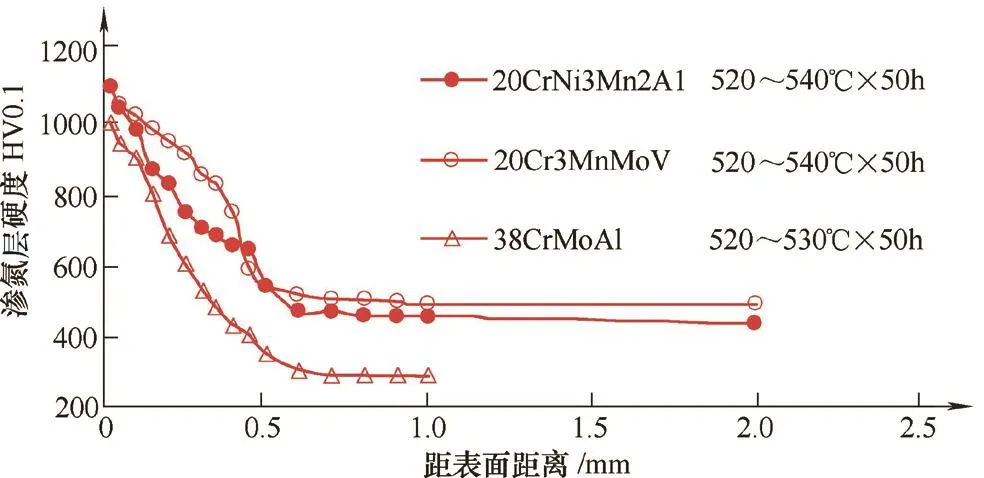
圖2 三種鋼深層離子滲氮硬化曲線
試驗(yàn)結(jié)果表明,時(shí)效硬化鋼采用變溫離子滲氮工藝,實(shí)現(xiàn)了深層滲氮時(shí)效硬化、深層擴(kuò)散和基體強(qiáng)化。20CrNi3Mn2Al鋼和20Cr3MnMoV鋼空冷固溶處理后,硬度分別為33~36H R C和40~44HRC;經(jīng)過520~540℃×50h深層離子滲氮處理后滲氮表面硬度大于1000HV1,滲氮層深分別為0.75mm和0.60mm;滲氮表面下0.4mm處硬度分別達(dá)到652HV0.1和748HV0.1,滲氮基體硬度分別為431HV0.1(44.5HRC)和488HV0.1(48.5HRC)。
時(shí)效硬化鋼表層滲氮硬化和基體時(shí)效硬化的疊加效應(yīng),會(huì)造成滲氮件滲氮尺寸發(fā)生微小變化,為了控制和減小這種尺寸變化,在保證滲氮層和基體強(qiáng)化的同時(shí),控制這種疊加效應(yīng),采用在滲氮前進(jìn)行滲氮件基體預(yù)先部分過時(shí)效,實(shí)現(xiàn)了精密滲氮件的微變形處理。
預(yù)時(shí)效可調(diào)整固溶處理后硬度,以便更適合于機(jī)械加工。600~650℃預(yù)時(shí)效后,20CrNi3Mn2Al鋼從33~36HRC降至28~31HRC,20Cr3MnMoV鋼從40~44HRC降至35~38HRC。
表3和表4表明,預(yù)時(shí)效工藝適用于時(shí)效硬化鋼精密滲氮件,可確保滲氮次表層滲氮硬化和基體的時(shí)效硬化。
上述試驗(yàn)結(jié)果和生產(chǎn)應(yīng)用表明,20CrNi3Mn2Al鋼適合于制造有效厚度≤250mm高性能滲氮齒輪和滲氮件,20Cr3MnMoV鋼適合于制造有效厚度≤150mm的重載耐磨件(包括模具)。新鋼種工藝開辟了提高滲氮件性能和擴(kuò)大滲氮工藝應(yīng)用的新途徑。新鋼種工藝和應(yīng)用研究還有許多工作待完成,新鋼種成本還較高,需要深入開發(fā)適合不同應(yīng)用場合的系列滲氮鋼和新時(shí)效硬化鋼。

表3 20CrNi3Mn2Al鋼預(yù)時(shí)效對滲氮硬化的影響
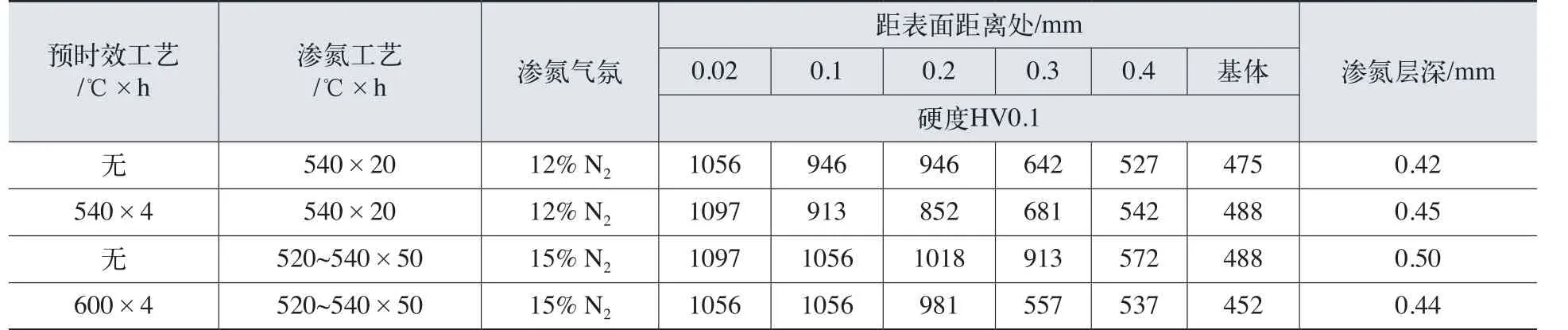
表4 20Cr3MnMoV鋼預(yù)時(shí)效對滲氮硬化的影響
6 結(jié)束語
開發(fā)時(shí)效硬化滲氮鋼是研發(fā)深層滲氮硬化技術(shù)的基礎(chǔ)。實(shí)現(xiàn)深層滲氮硬化是挖掘滲氮潛力,提高滲氮件承載能力,拓寬滲氮應(yīng)用范圍,實(shí)現(xiàn)重載齒輪和重載耐磨件滲氮工業(yè)應(yīng)用的關(guān)鍵。深入開發(fā)廉價(jià)和高性能的時(shí)效硬化鋼,完善其滲氮工業(yè)應(yīng)用,對滲氮行業(yè)發(fā)展有重要意義。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
