基于精雕系統的精密配合件的加工
2020-11-24 08:57:58臺州科技職業學院浙江臺州318020
金屬加工(冷加工) 2020年11期
■臺州科技職業學院 (浙江臺州 318020) 揭 曉
■北京精雕集團黃巖分公司 (北京 318023) 張歡龍
運用數控機床加工配合件是目前國內一般企業的主流方法,但由于存在定位誤差、刀具磨損以及溫度因素的影響,故很難做到量產,存在質量不穩定、次品多、浪費嚴重等問題。在比較了幾種國內主流使用的幾款數控系統后,嘗試運用北京精雕系統來完成。精雕系統由于自身具備在線檢測、在線補償功能,又能結合自主的CAD/CAM軟件,因而可以提高零件的定位精度,并可以隨時通過測頭測量來補償。通過對零件定位試驗、加工過程中的溫度對刀具影響等,確定出準確合理的工藝參數,為量產奠定了基礎。
1. 測試件試制
(1)測試件模型分析 測試件如圖1所示,材料為H13模具鋼,淬火硬度52HRC。一套測試件分為凸件和凹件,尺寸均為76mm×76mm×40mm。
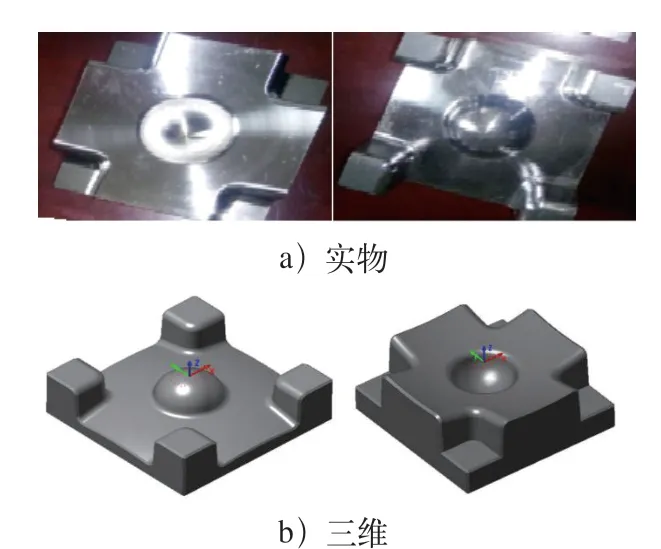
圖1 凸凹配合件零件
加工要求:①避卡位面、自由曲面、產品面的輪廓精度±2.5 μ m。②外形尺寸精度±3μm。③工件表面光亮一致、刀紋均勻無彈刀紋、無拉絲紋、無毛刺。④表面粗糙度值Ra≤0.15μm。
從模型中分析:曲面、輪廓的尺寸精度要求很高,為±2.5μm,同時對外形尺寸、表面粗糙度要求也非常高。
(2)加工工藝規劃 采用精雕SURFMILL軟件對工件編程,工藝規劃采用粗加工、在機檢測、二次開粗、平面磨、半精加工和精加工等工序,所用設備、刀具、測頭見表1。該工藝與普通加工不同,配合件加工在粗加工及半精加工等多道工序過程中,頻繁使用在機測量,目的是及時管控尺寸精度。
(3)工件安裝 由于精度要求高,對安裝質量有很高要求,工件裝夾時用強磁吸盤,確保吸盤平面和工件底面平面度<5μm,用千分表拉工件的直側壁<2μm;使用測頭分中時開啟主軸準停功能,分別對外形和避卡位進行分中,取兩者中間值作為加工原點;凸件直接以基準面為Z向加工基準。工件Z向基準原點確定后,若來料表面剩0.05mm余量,工件坐標系的Z0點=Z基準原點-(0.05mm+0.01mm)。
(4)工件定位 定位時需要對外形進行測量,工件外形測量之前先對標準塊外形進行測量,通過標準塊外形在機測量和三坐標測量結果,找出每臺機床在機測量和三坐標測量的誤差值(見圖2),按照測量結果調整外形加工工藝,從而保證每臺機床加工出的工件外形尺寸一致為(76±0.003)mm。注意標準塊的安放高度應盡量同工件高一致,安裝流程如圖3所示。
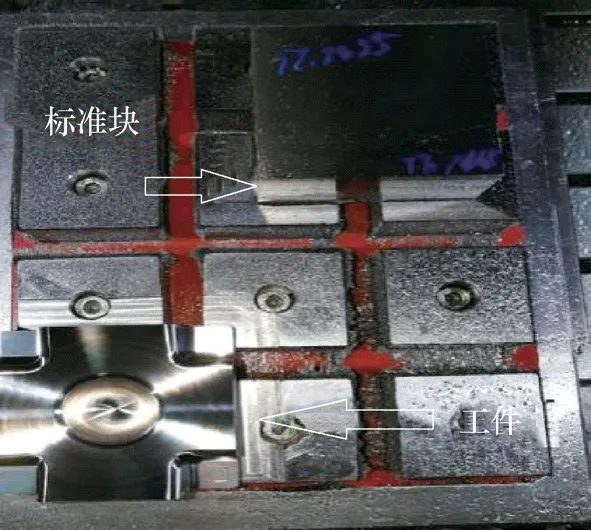
圖2 工件定位安裝
2. 工藝把控
加工時必須在工藝實施過程中,對環境溫度、刀具跳動量進行把控。
(1)冷機預熱刀長與溫度關系 在機測量前保證主軸處于穩定狀態,加工完成后,主軸冷卻25min后進行測量。
由于配合面精度要求極高,因此必須對刀具伸長量進行測量。加工過程中進行量化控制,當機床處于冷機狀態時,使用激光對刀儀,反復測量刀具刀長,測量間隔時間為30s,共測量1h,然后進行數據分析。在轉速7 000r/min時,刀長與溫度曲線的關系如圖4所示。
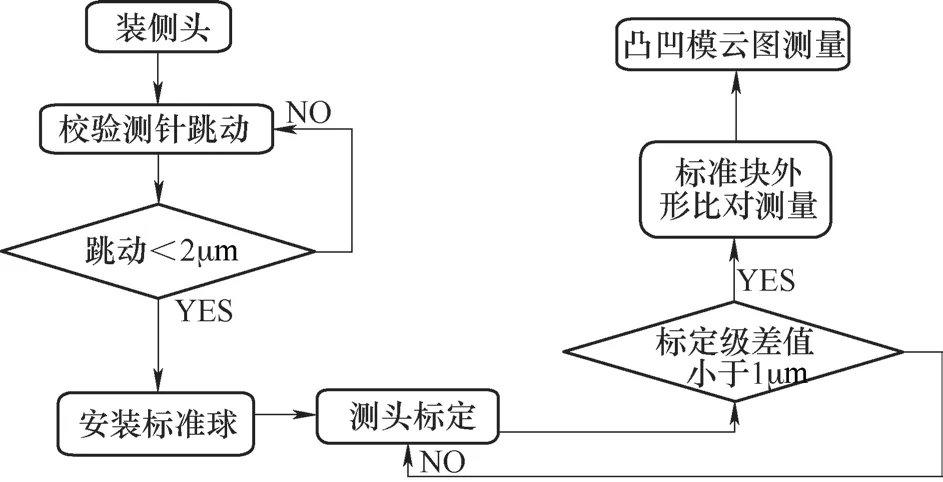
圖3 安裝流程
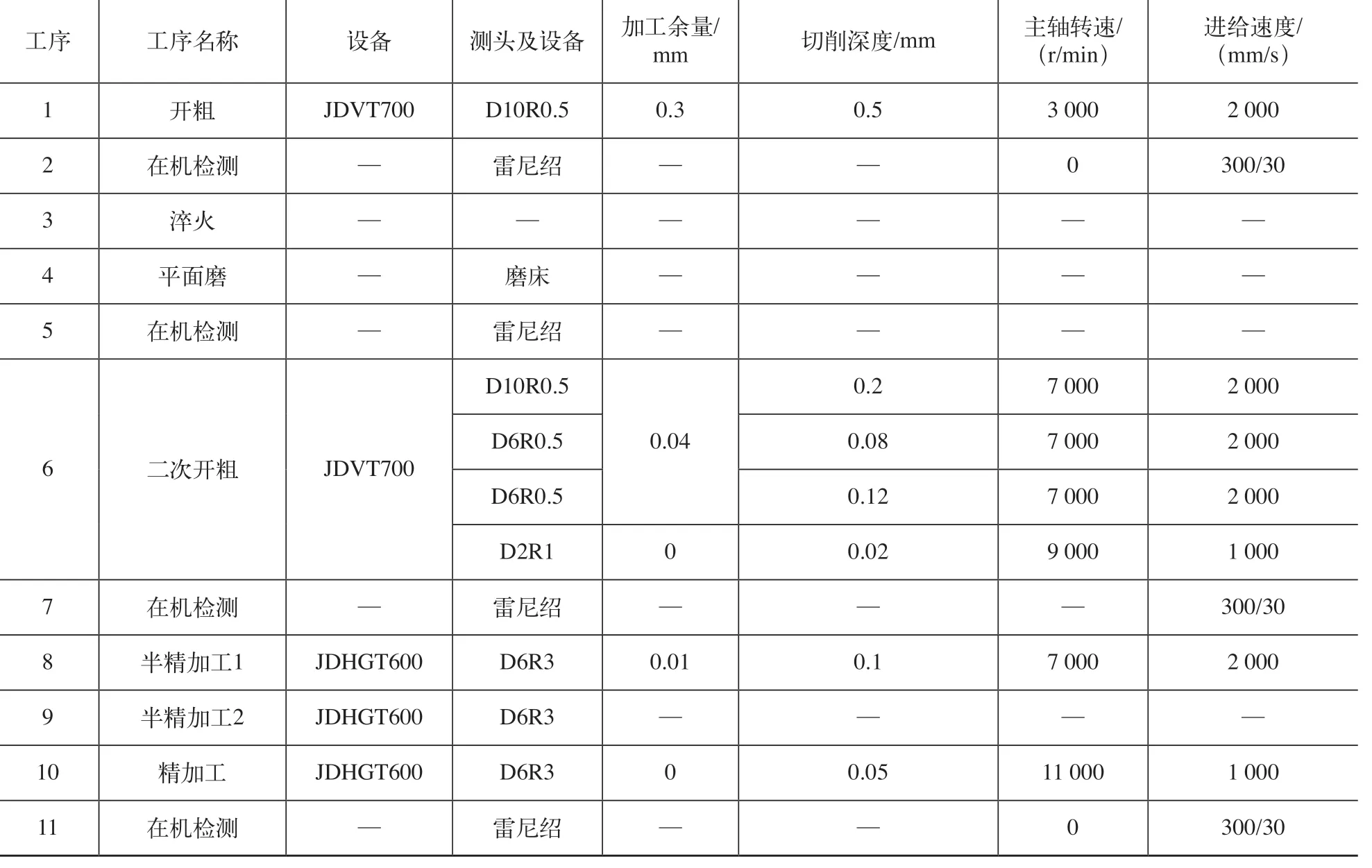
表1 凸、凹模加工工藝
從冷機狀態預熱20min,主軸熱伸長可控制在6μm以內。預熱過程如圖5所示。
(2)加工前后刀長測試 試驗方式:每一步加工程序完成后從刀庫調出下一把加工刀具,加工前進行主軸熱伸長預熱,使用激光對刀儀反復測量刀具刀長,測量過程中沒有停頓時間,反復跑對刀程序,總測量時間為30min,測量完成后進行數據分析。測量30min后模擬加工程序跑路徑,跑2h后從刀庫換下一把刀具進行熱伸長檢測,時間為30min,刀長與溫度的關系如圖6所示。
加工過程中從刀庫換刀后直接加工主軸熱伸長量為3μm以內,預熱4m i n后加工主軸熱伸長可穩定在2μm以內。預熱7min后加工主軸熱伸長可穩定在1μm以內。方式:路徑程序加工完成后,從刀庫調出測頭直接測量工件上表面余量,中間試驗不停,反復測量大概50min,開始分析測量后的余量數據,具體如圖7所示。
在機測量前主軸熱伸長處于穩定狀態,主軸冷卻25min以后開始逐漸穩定,變化量為2μm,冷卻后,刀具長度與溫度的關系如圖8所示。
根據以上數據,得出以下結論。
1)恒溫車間溫度變化不超過±1.5℃/24h。
2)使用MPM振動儀測試主軸轉速,避開機床主軸轉速共振點;分型面與產品面精加工,轉速控制在11 000r/min左右。
3)半精加工時刀具刀跳4μm以內,精加工時刀具刀跳嚴格管控在2μm以內。
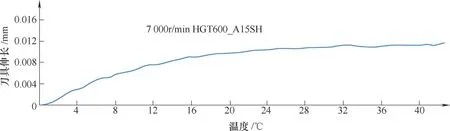
圖4 冷機時刀長與溫度的關系曲線(1h內)
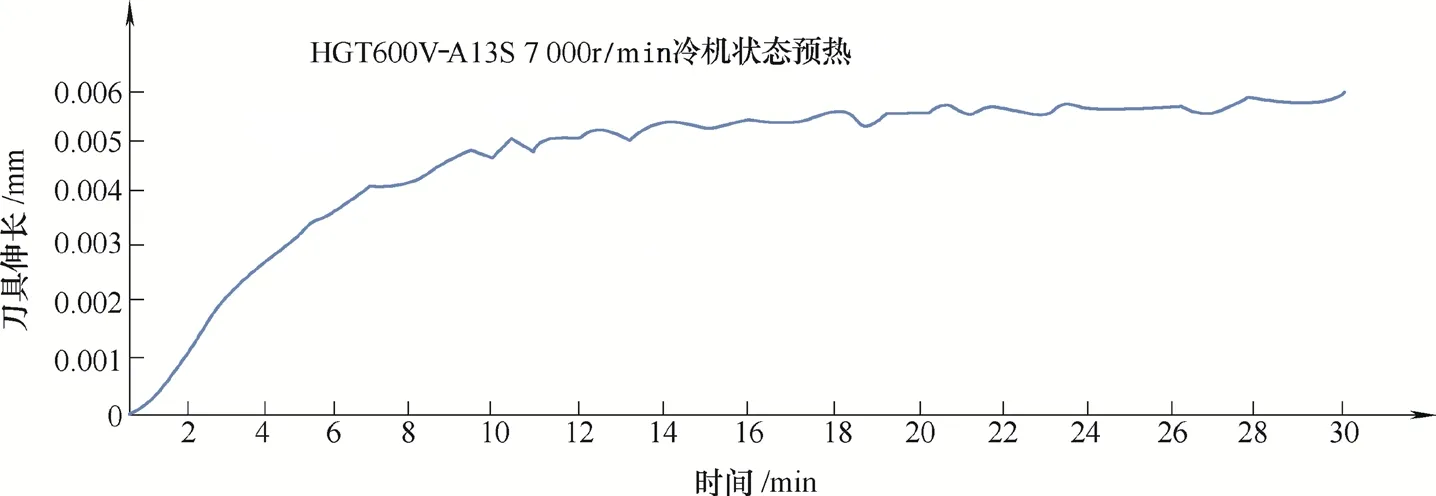
圖5 冷機預熱30min后刀長關系
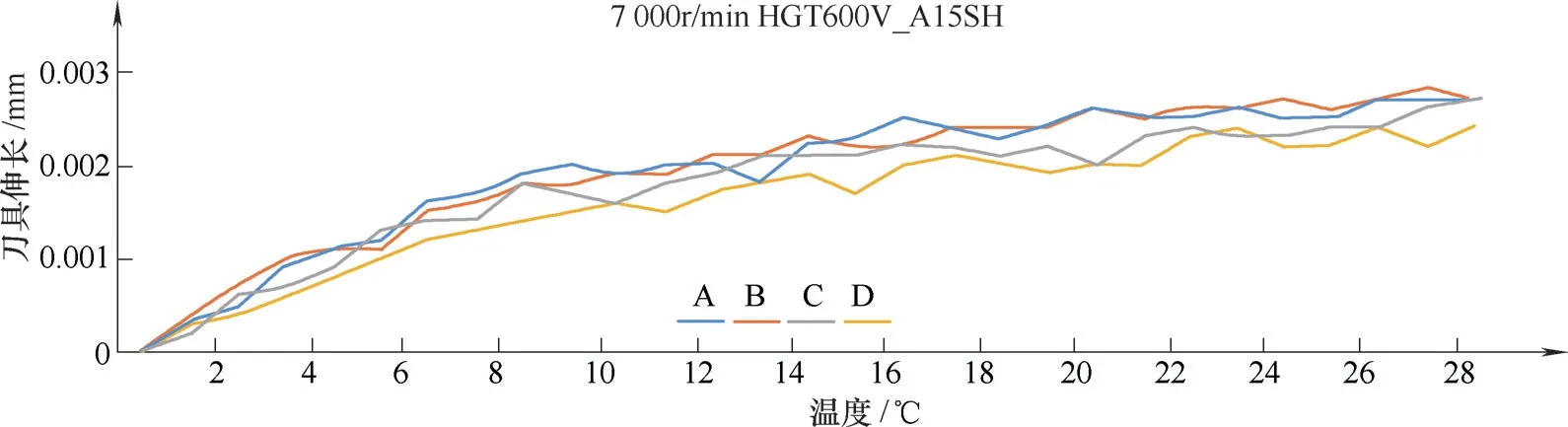
圖6 A、B、C、D4把刀跑30min的刀長與溫度的關系曲線
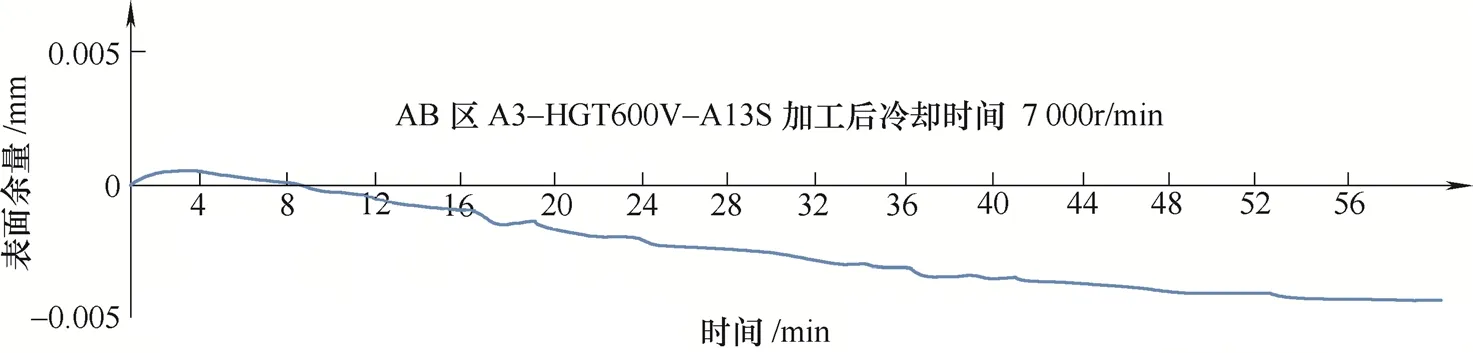
圖7 工件表面余量冷卻時間的關系曲線
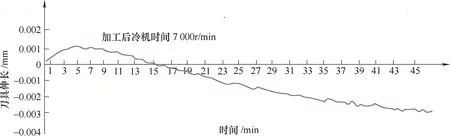
圖8 冷卻過程中刀長與冷卻時間的關系曲線
3. 加工工序安排
調整下一道加工工序順序與上一道加工工序的順序相反,即產品面與自由曲面進出刀方向相反,上一道加工路徑從外往里,下一道加工路徑從里往外,這樣可有效解決精加工時因刀具磨損帶來的余量不均勻問題,如圖9所示。
最終加工零件如圖10所示。
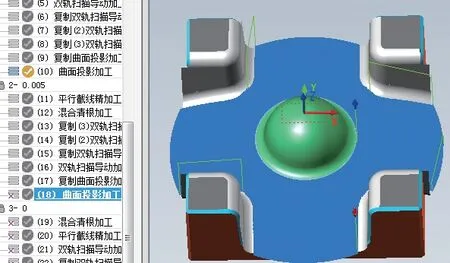
圖9 加工示意

圖10 零件及配合
4. 結語
通過選擇合適的具備在線檢測功能的數控設備,采取合理的加工工藝方案,隨時監控溫度等因素對刀具長度的影響,使溫度對刀長的影響降到最低限度,最終使零件的配合做到完美。使用北京精雕數控系統,控制相關的工藝參數可以實現精密配合件的量產,成為首次用國產機床系統完成精密配合件的成功案例,值得推廣應用。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
