奧氏體不銹鋼與鉻鉬耐熱鋼管道焊接工藝
2020-11-23 01:44:03嚴(yán)學(xué)光
科技創(chuàng)新與應(yīng)用 2020年33期
嚴(yán)學(xué)光

摘? 要:文章堅(jiān)持以提升化工領(lǐng)域管道焊接質(zhì)量為目的,建立在焊接技術(shù)體系和焊接材質(zhì)的差異性角度展開分析,研究對(duì)象以奧氏體不銹鋼以及鉻鉬耐熱鋼為主,首先分析了異種焊接作業(yè)中出現(xiàn)的缺陷,其次闡述了焊接工藝,其中分析了焊接方法、焊接材料、參數(shù)控制等環(huán)節(jié)的細(xì)節(jié)作業(yè)方式;再次,論述了異種焊接過程中需要注意的重點(diǎn),通過文章論述能夠?yàn)閵W氏體不銹鋼以及鉻鉬耐熱鋼的異種焊接工藝提供技術(shù)支持。
關(guān)鍵詞:奧氏體不銹鋼;鉻鉬耐熱鋼;管道焊接;工藝分析
中圖分類號(hào):TG407? ? ? ? ?文獻(xiàn)標(biāo)志碼:A? ? ? ? ?文章編號(hào):2095-2945(2020)33-0097-02
Abstract: This paper insists on improving the quality of pipeline welding in chemical industry, and analyzes welding technology system and welding material difference. With austenitic stainless steel and chromium molybdenum heat resistant steel as the research objects, this paper firstly analyzes defects occurring in dissimilar welding operation and welding process, then analyzes welding methods welding materials parameter control, etc. Thirdly, emphasis is given on different welding processes. This study can provide technical support for dissimilar welding process of austenitic stainless steel and chromium molybdenum heat resistant steel.
Keywords: austenitic stainless steel; chromium molybdenum heat resistant steel; pipe welding; process analysis
在當(dāng)前的化工生產(chǎn)建設(shè)過程中,經(jīng)常會(huì)出現(xiàn)不同材質(zhì)管道進(jìn)行異種焊接作業(yè)的情況,同時(shí)由于大部分的化工管道工作環(huán)境經(jīng)常以高壓高溫條件為主,因此對(duì)于焊接作業(yè)的質(zhì)量有著較高的要求,同時(shí)不同類型的不銹鋼在焊接過程中也會(huì)受到材質(zhì)差異性的影響,因此如何在異種焊接過程中選擇正確的焊接工藝以提升焊接質(zhì)量,是當(dāng)前化工領(lǐng)域在技術(shù)研發(fā)過程中需要注重的主要問題。
1 奧氏體與鉻鉬材質(zhì)不銹鋼管道焊接缺陷
從材質(zhì)的性能角度來看,奧氏體不銹鋼的塑性和韌性較好。但是,在焊接作業(yè)過程中,由于熱循環(huán)的影響,部分焊接接頭會(huì)出現(xiàn)較多的問題,包括熱裂紋、高溫脆化、敏化腐蝕、變形較大等問題。另外在焊接過程中受到高溫影響,不銹鋼會(huì)產(chǎn)生合金元素?zé)龘p,從而導(dǎo)致氧化問題。
鉻鉬耐熱鋼在焊接過程中會(huì)受到高溫焊接作業(yè)的影響,從而出現(xiàn)冷裂紋、硬化、軟化等情況,同時(shí)在長(zhǎng)時(shí)間的高溫環(huán)境作業(yè)下,也會(huì)出現(xiàn)再熱裂紋。
而在奧氏體不銹鋼和鉻鉬耐熱鋼進(jìn)行對(duì)接的焊接作業(yè)過程中會(huì)受到不同材質(zhì)成分的影響,導(dǎo)致稀釋焊縫的合金成分,同時(shí)也會(huì)出現(xiàn)凝固過渡層以及碳遷移過渡層。同時(shí)由于兩種鋼的材質(zhì)具有不同的膨脹系數(shù),因此在同時(shí)焊接過程中會(huì)產(chǎn)生較大的殘余應(yīng)力,這些應(yīng)力將直接導(dǎo)致焊接縫的抗拉能力和強(qiáng)度被削減。尤其是在長(zhǎng)期高溫循環(huán)的工作環(huán)境中,焊接縫會(huì)受到應(yīng)力影響,出現(xiàn)熱疲勞或者產(chǎn)生熱裂紋,這些都不利于生產(chǎn)的安全管理。
2 異種管道焊接工藝
為了進(jìn)一步提升奧氏體以及鉻鉬耐熱鋼異種鋼管道焊接工藝分析的有效性,本文選取了P22耐熱鋼以及TP347H奧氏體鋼作為研究對(duì)象。
2.1 焊接方法
當(dāng)前在化工領(lǐng)域針對(duì)奧氏體不銹鋼以及鉻鉬耐熱鋼進(jìn)行異種焊接的主要方式以直接焊接法和隔離層堆焊法為主。
這其中直接焊接法指的是通過高合金焊接材料來完成兩種鋼結(jié)構(gòu)管道的焊接,在焊接過程中要保持鉻鉬耐熱鋼的熔化深度最小,同時(shí)也要合理的選擇焊接材料,盡量避免受到外界約束條件的影響,從而導(dǎo)致焊縫出現(xiàn)裂紋。直接焊接法在當(dāng)前的化工領(lǐng)域已經(jīng)取得了較為顯著的成效,例如我國的化學(xué)工程第七建設(shè)有限公司利用直接焊接法,完成了TP347H和P22的管道焊接項(xiàng)目。
另外隔離層堆焊法主要是通過在鉻鉬耐熱鋼的坡面上首先堆焊23-13行型的奧氏體金屬形成隔離層(圖1),以此來減少凝固過渡層的出現(xiàn)。
這能夠進(jìn)一步減少隔離堆焊層與鉻鉬不銹鋼之間約束應(yīng)力差異性的問題,再結(jié)合相關(guān)標(biāo)準(zhǔn)完成隔離堆焊層的焊接之后,異種管道焊接轉(zhuǎn)換成了奧氏體不銹鋼之間的焊接,這種焊接方式對(duì)于焊接材料的選擇沒有較大的要求,利用普通的奧氏體金屬材料可以進(jìn)行焊縫填充。
需要注意的是隔離堆焊層只能夠附著在鉻鉬耐熱體結(jié)構(gòu)上,一旦在奧氏體不銹鋼上進(jìn)行隔離堆焊層焊接會(huì)出現(xiàn)馬氏體組織焊縫。
另外為了進(jìn)一步降低碳遷移現(xiàn)象出現(xiàn)的幾率,也可以在鉻鉬耐熱鋼結(jié)構(gòu)上附著第一隔離層,焊條選擇以TI、NB以及V等成分為主,然后在第一隔離層的結(jié)構(gòu)之上附著第二隔離層,主要以奧氏體不銹鋼焊條為主。
2.2 焊接方式
通常來講選用隔離層對(duì)焊法進(jìn)行異種焊接的過程中,通常會(huì)利用手工電弧焊來進(jìn)行隔離層作業(yè),其次利用手工鎢極氬弧焊結(jié)合手工電弧焊進(jìn)行兩種管道的焊接。針對(duì)根部的焊縫內(nèi)側(cè)焊接時(shí)需要進(jìn)行氬氣保護(hù)。
若利用直接施焊法進(jìn)行焊接,需要采用手工鎢極氬弧焊結(jié)合手工電弧焊進(jìn)行綜合焊接,同時(shí),針對(duì)焊縫內(nèi)側(cè)進(jìn)行焊接時(shí),也需要落實(shí)氬氣保護(hù),焊機(jī)的型號(hào)可以選擇ZXG-7-300-1氬弧焊機(jī)以及ZX7-400IGBT電焊機(jī)為主,選用直徑2.4MM的鈰鎢極。
2.3 焊接材料的原則
在進(jìn)行異種鋼管道焊接的過程中,選擇合適的焊接材料能夠進(jìn)一步提升焊接的質(zhì)量,從而也可以提升焊縫的性能。由于直接落實(shí)奧氏體不銹鋼以及鉻鉬耐熱鋼的異種焊接作業(yè)會(huì)產(chǎn)生過渡區(qū),過渡區(qū)中會(huì)含有大量的化學(xué)成分,同時(shí)金相組織不夠均勻,其力學(xué)性能以及物理性能也會(huì)有所衰減,這將會(huì)直接導(dǎo)致焊接缺陷的產(chǎn)生,例如大量的裂紋,同時(shí)在未來的高溫高壓使用過程中也會(huì)出現(xiàn)再生裂紋,因此在選擇焊接材料的過程中必須要結(jié)合不同種類鋼材質(zhì)的性能接頭形式成分,以及使用環(huán)境進(jìn)行針對(duì)性分析,確保焊接材料能夠符合焊接作業(yè)以及使用過程中的相關(guān)需求。
因此選擇焊接材料的相關(guān)原則有以下幾點(diǎn)。
首先要利用具有極強(qiáng)抗裂性能的焊接材料,進(jìn)行異種鋼管的焊接,盡量減少焊接縫以及接頭裂紋產(chǎn)生的幾率。
其次需要充分分析不同類型鋼管道材料的性能,建立在性能最低一側(cè)的最低值基礎(chǔ)上選擇焊接材料,即焊接材料的性能≥性能較低的母材性能的最低值。
再次針對(duì)奧氏體-鉻鉬結(jié)構(gòu)的焊接頭來講,在選擇的過程中,需要結(jié)合填充金屬受熱稀釋后的最低性能進(jìn)行分析,確保填充金屬能夠起到提升性能的作用,同時(shí)在滿足上述幾種條件的基礎(chǔ)上,還要盡可能的選擇具有較好工藝性能,性價(jià)比較高,同時(shí)獲取較為便捷的焊接材料。
另外要結(jié)合成品的使用環(huán)境溫度,來進(jìn)行焊接材料的挑選。當(dāng)工作環(huán)境的溫度小于450攝氏度時(shí),可以選用以A302,A307型號(hào)為主的焊條;當(dāng)溫度在450-550攝氏度之間時(shí),可以選擇A502、507型號(hào)的焊條;當(dāng)溫度在550攝氏度以上且焊接接頭會(huì)承受較高的應(yīng)力時(shí),可以選擇鎳基合金焊材。
本文所闡述的案例中,結(jié)合P22以及TP347H異種鋼,各自的化學(xué)性能以及焊接缺陷進(jìn)行綜合分析之后,將焊接方法選定為直接施焊法焊接材料利用ER309節(jié)和A302進(jìn)行焊接作業(yè)。
2.4 焊接參數(shù)
針對(duì)焊接參數(shù)的選擇,需要建立在不同鋼種的性能基礎(chǔ)上進(jìn)行分析,盡量降低熔合比,因此在選擇焊條或焊絲的過程中以小直徑為主,利用小電流快速焊以及多層多道焊相結(jié)合的方式來控制不同焊層之間的溫度。
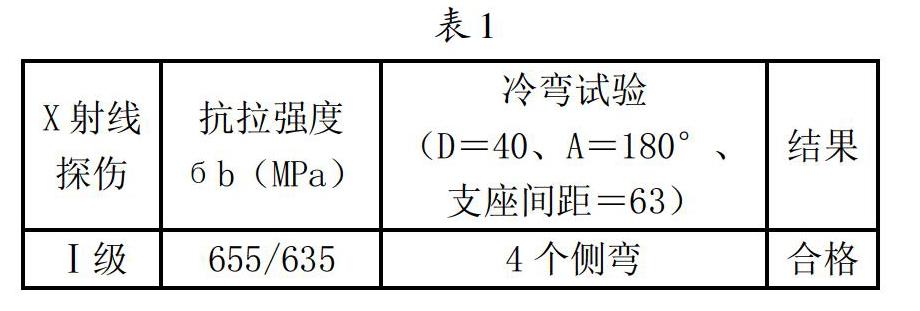
2.5 焊接結(jié)果評(píng)價(jià)
結(jié)合上述案例中的焊接方式以及相關(guān)參數(shù),落實(shí)了焊接成果評(píng)價(jià)的要求,建立在焊接工藝的規(guī)范以及整體性能基礎(chǔ)上展開評(píng)價(jià),結(jié)果如表1所示。
3 焊接過程中的控制重點(diǎn)
首先需要結(jié)合不同的管道材質(zhì)和性能,選擇正確的焊接材料,這是提升焊接質(zhì)量的關(guān)鍵要素,要進(jìn)一步控制熔合比,減少焊縫的稀釋程度,同時(shí)在進(jìn)行工程焊接作業(yè)過程中,需要利用氬氣保護(hù)來提升焊接的質(zhì)量。
其次,在整體焊接作業(yè)過程中,必須要加強(qiáng)對(duì)焊接區(qū)域的清潔,減少有害元素以及其他物質(zhì)的滲入,從而影響焊縫的質(zhì)量。可以多采用多層多道焊的方式進(jìn)行短弧操作,利用小直徑的焊條,采用小電流以及快速焊的方式進(jìn)行作業(yè)。不同焊層之間的溫度差要控制在150度以下。
再次,在起弧以及收弧的過程中要提升處理質(zhì)量。在起弧的點(diǎn)焊處需要將結(jié)構(gòu)進(jìn)行打磨,使其保持在45度的緩坡狀態(tài)下,在收弧過程中必須要注意防止弧坑和裂紋的產(chǎn)生。
另外需要根據(jù)不同的焊接方式來結(jié)合實(shí)際的情況選擇合理的焊接方法,結(jié)合上文論述可知,當(dāng)前利用隔離層對(duì)焊法能夠有效減少過度凝結(jié)過渡層以及碳遷移過渡層的形成,同時(shí)也可以減少約束力對(duì)焊縫的質(zhì)量影響。而直接焊接法在應(yīng)用過程中較為簡(jiǎn)便,利用高合金作為焊接材料,在焊接過程中需要嚴(yán)格的控制熔合比,來提升焊接的質(zhì)量。
兩種方式相比之下,隔離層對(duì)焊法的焊接效果較為理想,同時(shí)選擇焊接技術(shù)還需要針對(duì)實(shí)際的異種鋼性能和成分進(jìn)行針對(duì)性分析,才能夠提升焊接方式與焊接實(shí)際的匹配程度。
4 結(jié)束語
綜上所述,在針對(duì)奧氏體不銹鋼以及鉻鉬耐熱鋼進(jìn)行異種焊接的過程中,合理的選擇焊接工藝,選擇匹配性最強(qiáng)的焊接方法,在焊接過程中注意高質(zhì)量的焊接作業(yè)方式,并且合理的控制相關(guān)參數(shù),能夠進(jìn)一步提升異種焊接的質(zhì)量,減少焊縫裂紋以及性能下降對(duì)整體結(jié)構(gòu)的影響。本文通過實(shí)際案例講解論述了不同焊接工藝的實(shí)際應(yīng)用方式,可以作為豐富異種材料管道焊接技術(shù)體系的參考依據(jù)。
參考文獻(xiàn):
[1]張坤.異種鋼焊接接頭力學(xué)性能與組織結(jié)構(gòu)研究[D].華北電力大學(xué)(北京),2019.
[2]楊金榮.奧氏體鋼和珠光體耐熱鋼專用焊接材料的研制及性能分析[D].沈陽工業(yè)大學(xué),2019.
[3]崔一哲.奧氏體不銹鋼和低合金鋼異質(zhì)接頭焊接性的研究[D].沈陽工業(yè)大學(xué),2020.
[4]高秋志.新型高CR鐵素體耐熱鋼相變行為及焊接性[D].天津大學(xué),2019.