綠色鑄造材料研究及應用新進展
2020-11-23 02:58:08龔小龍樊自田
金屬加工(熱加工) 2020年10期
龔小龍,樊自田
華中科技大學材料科學與工程學院 湖北武漢 430074
1 序言
鑄造是為機械工業提供毛坯的重要方法,其在中國實施制造強國戰略中扮演著重要的角色[1,2]。然而,鑄造是一個高污染的行業,在鑄造生產過程中會帶來空氣污染和固體廢棄物污染等問題。隨著國家對環保要求日趨嚴格,研發綠色無污染的鑄造材料與技術意義重大。鑄造材料主要包括原砂、黏結劑、固化劑、添加劑和涂料等,在鑄造生產中占有重要的地位,直接影響著鑄件的質量和生產效率,同時也是產生污染物的主要來源。在整個砂型鑄造生產中,鑄造材料中的有機物(樹脂黏結劑、固化劑和煤粉等)在高溫金屬液的熱作用下發生燃燒或揮發,產生有害氣體[3,4]。
目前,鑄造廢舊砂可通過再生回用技術在鑄造企業內循環使用,但仍有10%~20%的廢舊砂被丟棄[2-5]。鑄造廢灰由于粒度較小,成分復雜,因此回收利用難度大[6]。總體上看,鑄造過程中產生的污染物大部分來自于鑄造材料,其對鑄造廠的清潔生產起著決定性的作用。
本文概述了國內外綠色鑄造材料的研究現狀及其應用,并從鑄造用原砂、黏結劑和涂料等鑄造材料出發,詳細介紹了綠色環保型鑄造材料的新進展,并指出了綠色鑄造材料未來的發展趨勢。
2 鑄造用原砂
目前,中國砂型鑄造生產的鑄件占整個鑄件產量的80%以上,鑄造用原砂是構成砂型最主要的材料,優質的原砂不僅可以大量減少黏結劑的使用量,而且可以提高鑄件質量,同時有利于降低鑄造產生的污染。由于硅砂來源廣泛、價格便宜,因此被大量應用于鑄造生產中。但隨著國家對環境保護要求日趨嚴格以及對有限的硅砂資源的保護,我國的許多地區已限制開采天然硅砂。另外,硅砂在鑄造過程中容易破碎,會產生粉塵污染[7,8]。近十幾年來,國內外鑄造工作者以高嶺土、鋁礬土等為原料,通過造粒、燒結,或者熔融、粉碎等工藝,生產不同成分、不同物相的人造特種砂。這類人造特種砂不僅具有耐火度高、熱膨脹率低、化學性質穩定等特點,還具有粒形圓整、流動性好、透氣性好、強度高及耐破碎等優點,被認為是綠色環保型鑄造材料,在鑄造行業中得到了迅速的發展[9-11]。目前,國內外具有代表性的人造特種砂有寶珠砂(洛陽凱林公司開發)、CB砂(美國Cerabeads公司研發)、陶瓷砂(湖南嘉順華新材料有限公司、山東濱州金剛新材料公司等均有系列產品)和月砂(即Spheresand砂,由天律中國礦產公司與日本花王公司合作研發)。
2.1 人造特種砂的生產工藝及理化性能
表1為4種人造特種砂的生產工藝流程,圖1為4種人造特種砂的微觀圖片,表2為4種人造特種砂和硅砂的理化性能比較。由表1可知,4種人造特種砂的原材料主要是硅酸鋁質耐火材料,其制備工藝主要分為熔融噴吹造粒成形、噴漿造粒燒結成形和滾動造粒燒結成形。
從圖1和表2中可以看出,4種人造特種砂的球形度較高,角形系數明顯小于硅砂。與優質硅砂對比,4種人造特種砂均具有較高的耐火度和極低的熱膨脹率,有利于提高鑄件質量。
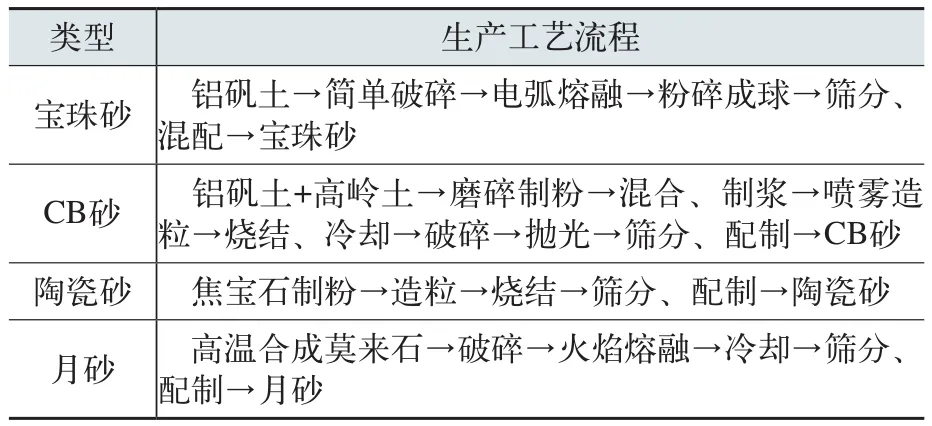
表1 4種人造特種砂的生產工藝流程
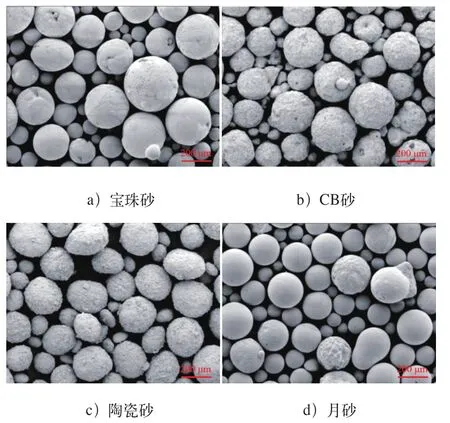
圖1 4種人造特種砂的微觀圖片
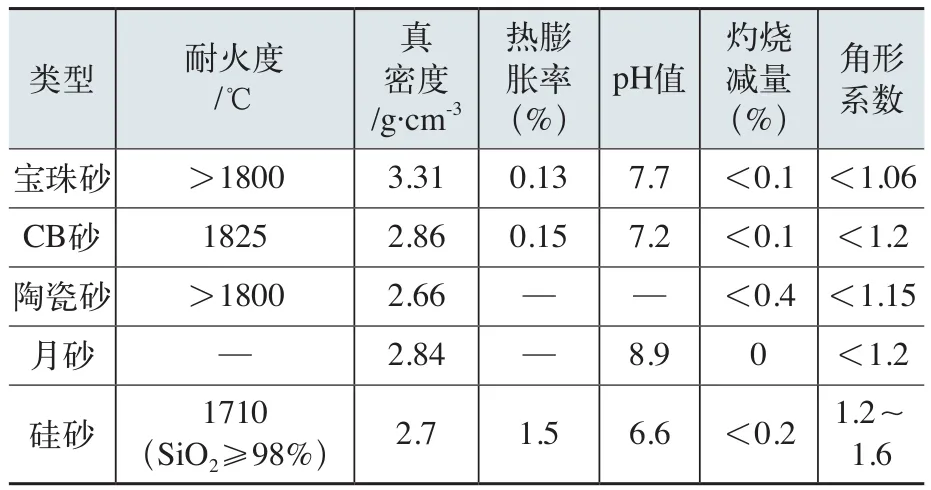
表2 4種人造特種砂和硅砂的理化性能
2.2 人造特種砂的應用
據初步統計,隨著人造特種砂的不斷推廣,目前用量可達12萬~15萬t。在人造特種砂的研發和應用方面,日本和美國企業走在世界的前列。中國企業在人造特種砂的研發上也取得了較好的成果,其中具有代表性的有洛陽凱林公司開發的電熔融寶珠砂、湖南嘉順華新材料有限公司和山東濱州金剛新材料公司等生產的球形陶瓷砂(陶粒砂)[12,13]。
目前,寶珠砂不僅廣泛地應用于覆膜砂、自硬樹脂砂(呋喃樹脂、酚醛樹脂)、水玻璃砂(CO2硬化、有機酯硬化),而且已成功應用于碳素鋼、合金鋼、鑄鐵、鑄銅及鑄鋁等金屬鑄件的生產中。另外,因寶珠砂流動性和透氣性好,將其應用于消失模鑄造工藝中,可提高鑄件的質量和生產效率,并改善勞動環境。而真正意義上的陶瓷砂,具有比陶瓷更高的強度、更好的耐用性等優點,有著很好的發展及應用前景。
3 鑄造用無機黏結劑
鑄造用黏結劑主要分為有機黏結劑和無機黏結劑。目前,有機黏結劑(呋喃樹脂、酚醛樹脂等)存在成本高、工作條件差、環境污染嚴重等突出缺點。而無機水玻璃黏結劑成本低,生產環境友好。綜合來看,少污染、高質量、低成本的無機水玻璃黏結劑的推廣使用是綠色鑄造生產的趨勢[14-16]。
隨著水玻璃砂工藝的大量使用,水玻璃黏結劑的許多缺陷被暴露出來,比如水玻璃砂吸濕性較大、潰散性差和舊砂再生回用困難等。基于水玻璃黏結劑的不足,國內外鑄造工作者對水玻璃黏結劑進行了深入的研究,不斷改進和提高水玻璃砂的工藝及材料,并獲得了較好的結果。
3.1 新型高性能水玻璃黏結劑及其改性技術
通過選用高質量的原材料來生產高品質的水玻璃黏結劑,并對水玻璃黏結劑進行物理或化學改性,開發出強度更高、性能更好且穩定的新型環保水玻璃黏結劑是實現水玻璃砂綠色發展的基礎。
華中科技大學開發出了DFH系列水玻璃改性劑,在不同目數和濃度的普通水玻璃中加入10%~15%的DFH系列水玻璃改性劑,可形成不同的改性水玻璃。配合不同硬化速度的有機酯硬化劑,2%~2.5%的水玻璃加入量,可以滿足各種鑄鋼件生產條件下的使用要求[2]。
沈陽鑄造研究所通過對無機黏結劑的改性、表面活性劑的加入、粉料促進劑的改性與試驗,研發出熱空氣硬化無機黏結劑與CO2硬化新型無機黏結劑以及與之配套的促進劑[17]。
德國ASK化學品股份有限公司研發了一種改性水玻璃黏結劑和與之配套的附加物[18]。其黏結劑的組成可根據生產要求進行調整,一般水玻璃的加入量為1.8%~2.5%,附加物的加入量為0.1%~1.2%,采用吹熱空氣方式硬化。該工藝由于添加了促進劑,所以明顯改善了芯砂的流動性,提高了砂芯的強度、抗濕性和鑄后潰散性。目前,該工藝已廣泛應用于鋁/鎂合金鑄件的生產中。圖2為促進劑的SEM圖片。經過分析可知,該促進劑主要是由石墨粉(見圖2a)和無定形二氧化硅顆粒(見圖2b)組成,其中無定形二氧化硅顆粒為納米和微米級別。
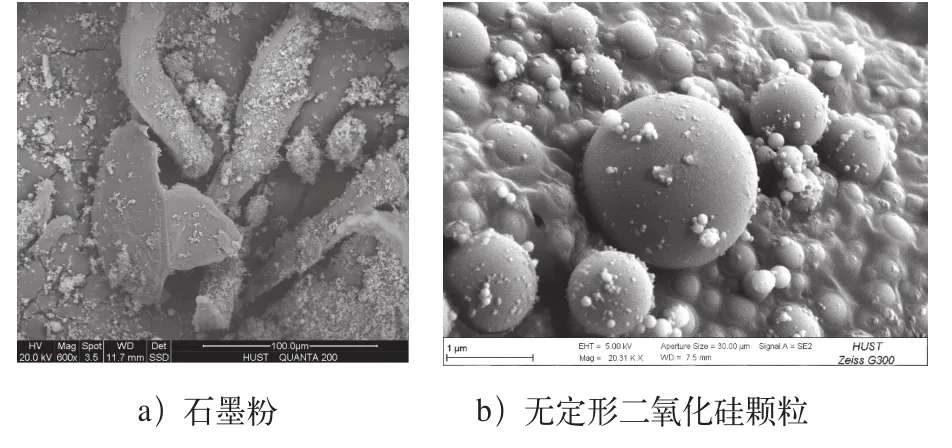
圖2 促進劑的SEM圖片
3.2 水玻璃砂的新型硬化工藝技術
水玻璃砂硬化工藝應用最多的是酯硬化和CO2硬化兩種硬化工藝。微波硬化水玻璃砂作為新的硬化工藝,具有水玻璃加入量少、硬化強度高等優點,但微波硬化存在對模具要求高、硬化后水玻璃砂型吸濕性大等問題[2]。
李雪潔等[19]對比研究了普通一次微波硬化、有機酯硬化、有機酯-微波復合硬化三種水玻璃砂硬化工藝的性能。結果發現:與普通一次微波加熱硬化相比,有機酯-微波加熱復合硬化工藝可使砂型在微波加熱階段不但模具加熱,而且可提高抗吸濕性;與單一有機酯硬化工藝相比,有機酯-微波加熱復合硬化工藝的水玻璃加入量少、硬化速度快、硬化強度高。
汪華方等[20]開展了熱空氣-微波加熱和CO2-微波加熱等復合硬化新工藝的研究,分析了兩種復合硬化工藝的水玻璃砂性能特點。結果發現:與普通微波加熱硬化相比,兩種復合硬化工藝的水玻璃砂都可實現無模微波加熱。其中,CO2-微波加熱復合硬化工藝的水玻璃加入量少、硬化速度快、硬化強度高,工藝相對簡單,是一種相對較為理想的水玻璃砂復合硬化工藝,具有較好的應用前景。
4 鑄造涂料
鑄造涂料可防止金屬液直接與砂子接觸,降低鑄件缺陷,提高鑄件表面質量,是鑄造工藝中不可或缺的鑄造材料之一。鑄造涂料一般都由耐火粉料、液態載體、黏結劑、懸浮穩定劑和其他助劑等材料組成[21]。
4.1 鑄造涂料的應用
常用的鑄造涂料按照液態載體可分為水基涂料(SJ)和醇基等有機涂料(YJ)兩大類。醇基涂料具有點火快干、使用方便等優點,在大型鑄件中使用具有優勢,但醇基涂料常用的液態載體如甲醇、乙醇和異丙醇等具有較強的揮發性、味大、工作條件差及存放危險性高等缺點。
與醇基涂料相比,水基涂料成本低、安全可靠、運輸方便,且清潔無污染,是開發和推廣綠色環保型涂料的首選。但水基涂料干燥速度慢,需要專門的烘干設備,阻礙了其推廣應用。
4.2 水基快干/自干涂料
目前,針對水基涂料干燥速度慢的問題,通過開發水基快干/自干涂料可一定程度上得到解決。
沈陽鑄造研究所開發了一種鑄造用快干水基涂料[22]。該涂料從減少溶劑(水)含量和加快溶劑揮發速度兩個方面達到涂層在熱風烘干條件下快速干燥的目的,選擇改性無機黏結劑(改性硅酸鉀或改性淀粉)和流變助劑(聚羧酸鹽或木質素磺酸鹽),提高涂料的固含量,降低溶劑含量;同時選擇可進行有效水化反應的快干助劑(高鋁酸鹽),加快涂料的干燥速度。該涂料通過熱風干燥速度快,涂層強度高,抗吸濕性好。
湖北工業大學公開了一種水基自干/快干砂型鑄造涂料[23]。該涂料通過提高固含量,降低滲透性,并采用常溫自干/低溫快干黏結劑(改性高分子聚合物)和快干型高溫黏結劑(硅酸鹽)來增加水基涂料的干燥速度。該涂料具有干燥速度快、少或無污染、使用安全和制作成本低等優點。
5 結束語
鑄造材料是鑄造行業的基礎,對鑄件的質量和鑄造環境產生巨大的影響,隨著國家制造業的轉型升級以及對環境保護力度的不斷加大,推動鑄造行業綠色化發展已迫在眉睫。因此,從鑄造材料方面出發,研究并開發綠色鑄造材料,是實現綠色無污染鑄造的有效途徑。
1)人造特種砂(寶珠砂、陶瓷砂等)因其顆粒圓整,可控性高,再生效果好,符合綠色鑄造發展要求,在綠色鑄造中具有廣闊的應用前景。但目前國內市場應用較少,應加大對人造特種砂的研究力度,提高人造特種砂的產量,降低成本,使其在國內推廣應用。
2)無機水玻璃黏結劑生產環境友好,是理想型的綠色黏結劑材料。隨著新型高性能水玻璃黏結劑及新型硬化工藝的研究成功并應用,逐漸克服了水玻璃砂的吸濕性大、潰散性差和舊砂再生困難的問題,無機水玻璃黏結劑將是未來應用最成功的綠色環保型黏結劑。
3)鑄造涂料是最重要的鑄造原輔材料之一。醇基涂料雖然使用方便,但其對環境污染較大;而水基快干/自干型涂料清潔無污染,安全可靠,將是未來涂料發展的主要方向。
猜你喜歡
品牌研究(2022年29期)2022-10-15 08:01:00
品牌研究(2022年26期)2022-09-19 05:54:46
品牌研究(2021年35期)2022-01-18 08:45:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽姐妹(2019年3期)2019-06-18 10:37:10
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
