基于馬氏體氣閥鋼凝固特性的連鑄關鍵工藝設計及應用
2020-11-22 05:54:30吳國榮
四川冶金 2020年5期
吳國榮
(攀鋼集團研究院有限公司釩鈦資源綜合利用國家重點實驗室,四川 攀枝花 617000)
馬氏體氣閥鋼屬于不銹鋼中的高級鋼種,主要運用于汽車、戰車、艦艇等內燃機的氣閥。氣閥鋼在服役過程中面臨著工作溫度高、承受應力大、燃氣腐蝕嚴重、氣閥錐面磨損嚴重等惡劣工況,因此要求其具有高潔凈度、高表面質量、高內部質量[1-2]。
長鋼氣閥鋼連鑄生產初期,表面質量差,漏鋼率達到20%左右,嚴重影響了生產組織,降低了產品的經濟效益;另外,氣閥鋼鑄坯中心存在明顯的疏松、縮孔區域,偏析嚴重,對最終產品的使用性能帶來不良影響。因此,本文針對馬氏體氣閥鋼連鑄存在的問題,基于凝固特性分析,設計了合理的連鑄工藝參數,有效提高了鑄坯表面和內部質量。
1 鋼種特性分析
馬氏體氣閥鋼的成分特點為:高碳(0.35%~0.5%)、高硅(1.2%~4.0%)、鉻含量不高(8%~10%),見表1。計算表明,馬氏體氣閥鋼鋼液凝固首先析出δ相,然后發生L+δ→γ包晶反應,常溫下為馬氏體組織。馬氏體氣閥鋼凝固過程包晶反應造成坯殼收縮嚴重,極易造成漏鋼,這是馬氏體氣閥鋼連鑄過程中的重要限制性環節。
此外,馬氏體氣閥鋼連鑄凝固相變引起導熱系數劇烈變化,鑄坯裂紋敏感性增加。Cr元素則會顯著降低鋼的導熱系數,鋼液凝固緩慢。同時,檢測表明馬氏體氣閥鋼抗拉強度低(1300 ℃時0.0540 MPa),熱膨脹系數大(14.4×10-6)時,連鑄坯容易產生裂紋[3]。

表1 典型氣閥鋼成分/%
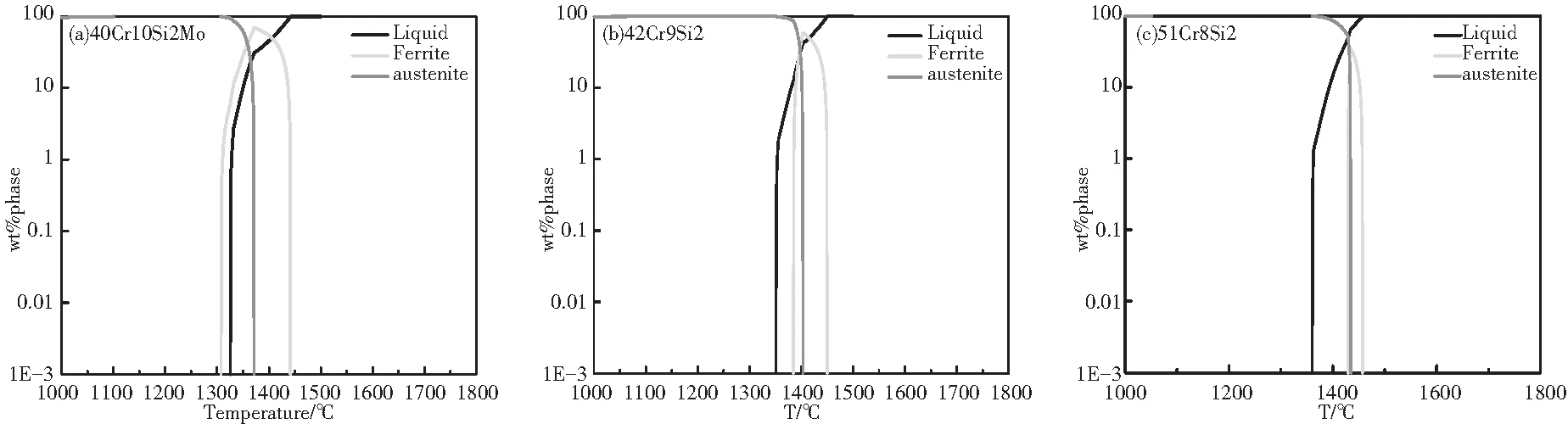
圖1 典型馬氏體氣閥鋼凝固過程相組成變化Fig.1 Phase composition changes of typical martensitic valve steel during solidification
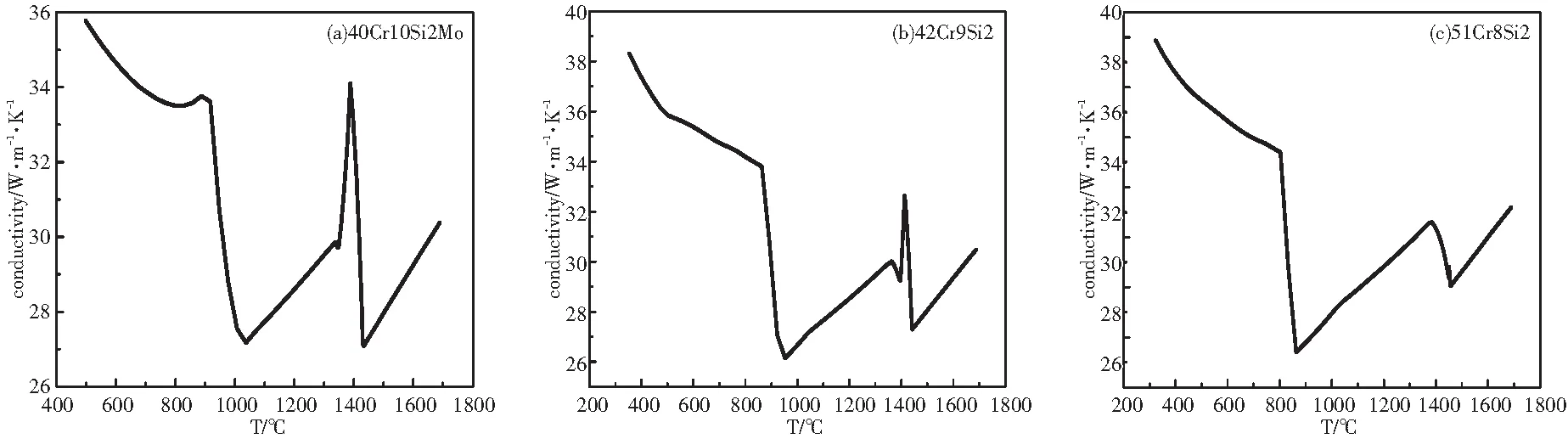
圖2 典型馬氏體氣閥鋼導熱系數Fig.2 thermal conductivity of typical martensitic valve steel
基于該鋼種的凝固特性,對鑄坯表面質量和內部質量提出以下工藝控制思路。
2 氣閥鋼表面質量控制技術
由于馬氏體氣閥鋼凝固包晶反應導致凝固收縮嚴重,坯殼生長不均勻,鑄坯表面質量差,嚴重時容易發生漏鋼事故[4],因此采用合理的冷卻制度以及良好的保護渣潤滑進行控制。
2.1 冷卻制度設計
針對氣閥鋼方坯對冷卻均勻性要求高,在設計結晶器冷卻制度時既需要保證出結晶器一定的坯殼厚度,又要盡可能地使結晶器內坯殼均勻生長。結晶器熱流分布見表2,可見結晶器熱流較小,有利于實現鑄坯在結晶器內冷卻均勻,減少因冷卻偏強產生的鑄坯表面缺陷,提高鑄坯表面質量。

表2 方坯連鑄結晶器冷卻水
解剖了結晶器漏鋼坯殼,見圖3。沿結晶器高度方向坯殼分布較均勻,結晶器出口厚度14~15 mm,滿足鑄坯凝固的要求。因此,所設計的結晶器冷卻制度能夠促進結晶器內初生坯殼厚度均勻且穩定的生長,有利于減少因坯殼厚薄不均在坯殼薄弱處產生的鑄坯表面缺陷,提高鑄坯表面質量。
二冷目標溫度曲線制定原則是鑄坯表面溫度均勻且波動較小;連鑄過程中矯直應變力較大的區域,應避開鋼種的高溫脆性區。根據馬氏體氣閥鋼高溫脆性區來看,過矯直溫度需≥950 ℃。由此設計了相應的水表。
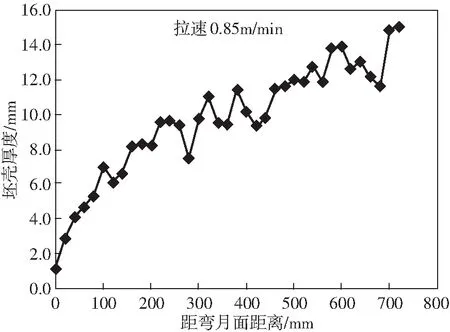
圖3 沿結晶器長度方向的凝固坯殼厚度分布Fig.3 thickness distribution of solidified shell along the length of mold

表3 二冷目標溫度曲線
如圖4為40Cr10Si2Mo鋼方坯表面和中心溫度隨離結晶器彎月面距離的變化,可以看出鋼液在結晶器一次冷卻的作用下,方坯表面溫度迅速下降,結晶器出口方坯表面溫度大約為1161 ℃,溫度相對較高,這是由于結晶器冷卻強度低,熱通量為0.8085 MW。隨后在二次冷卻的作用下,方坯內部熱量向鑄坯表面傳遞,在方坯表面主要通過加熱二冷水散失熱量,方坯表面溫度逐漸降低。方坯在出二冷三區處表面溫度大約為962.6 ℃。從過矯直的鑄坯表面溫度來看,目前拉速情況下,過矯直溫度均控制在950 ℃以上,處于鋼種高溫塑性區,有利于保證鑄坯皮下質量。
2.2 保護渣設計
氣閥鋼是強收縮的鋼種,鑄坯容易產生縱向凹陷和表面裂紋,必須保證氣閥鋼鑄坯在結晶器內良好的潤滑。為保證結晶器弱冷和均勻冷卻,固態渣膜控制在1.5 mm左右,微觀結構為結晶相+玻璃相[5],設計了如下保護渣成分。
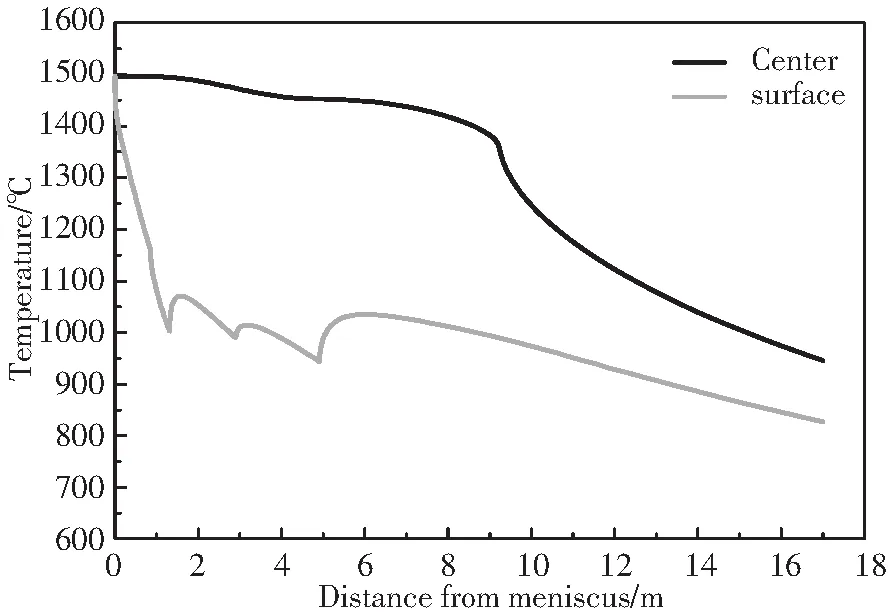
圖4 方坯表面和中心溫度隨離結晶器彎月面距離的變化Fig.4 changes of the temperature of billet with the distance from the meniscus of the mold
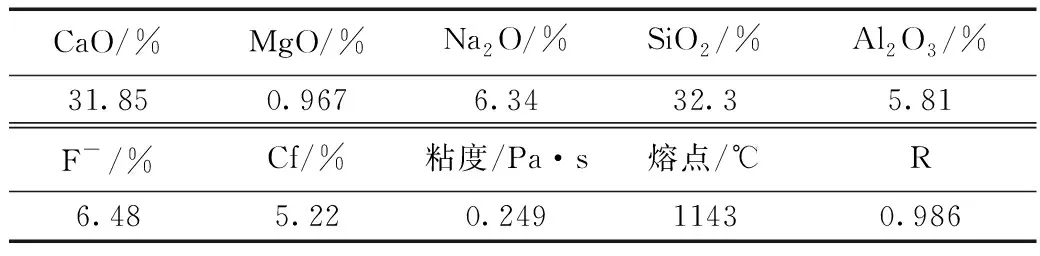
表4 保護渣主要成分
為保證氣閥鋼在結晶器內的潤滑,保護渣的粘度僅有0.249 Pa/s,熔點也僅為1143 ℃,有利于保證良好的潤滑,防止粘結;保護渣的粘溫曲線轉折溫度達到較高的1187 ℃,在彎月面處能夠形成較多的結晶相,這有利于減輕彎月面處的傳熱,提高坯殼傳熱穩定性。
表5為典型拉速下保護渣液渣層厚度及消耗量,保護渣的液渣層厚度穩定在8~11 mm,為防止結晶器卷渣提供了保證;且保護渣消耗量為0.45~0.55 kg/t,消耗量適中,將有助于保證坯殼與結晶器壁之間的潤滑需要,確保鑄坯表面質量,防止漏鋼。

表5 典型拉速保護渣液渣層厚度及消耗量情況
3 氣閥鋼內部質量控制技術
3.1 過熱度設計
從氣閥鋼組織仿真結果看出,過熱度增加,柱狀晶發達,CET轉變向鑄坯中心移動,等軸晶率降低。同時,為考察不同過熱度對鑄坯內部質量尤其是縮孔缺陷的影響,開展了不同中包溫度的現場對比試驗,圖6為不同過熱度范圍內鑄坯縱向低倍連續縮孔出現的比例。

圖5 不同過熱度對連鑄坯凝固組織的影響Fig.5 influence of different superheat on solidification structure of continuous casting billet
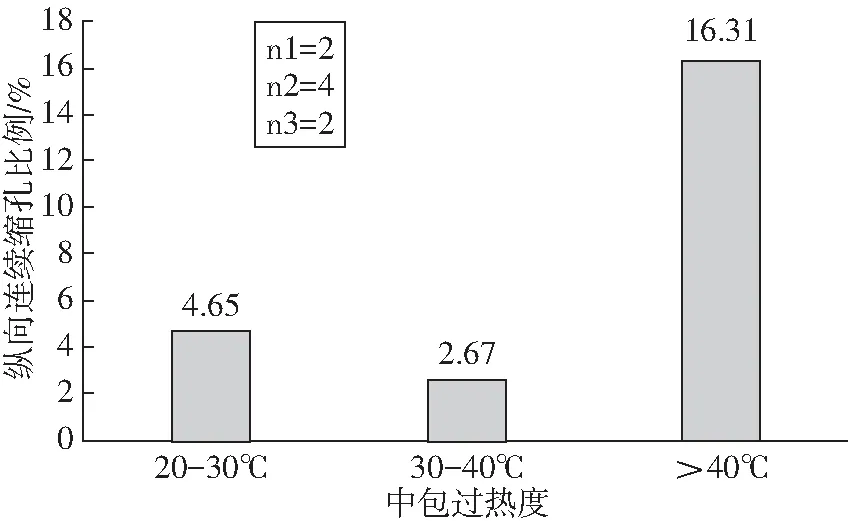
圖6 不同過熱度范圍內縱向連續縮孔出現的比例Fig.6 ratio of longitudinal continuous shrinkage cavity in different superheat
中包過熱度在40 ℃以上時,縱向連續縮孔比例大幅度增加達到16.31%,但中包過熱度在20-30 ℃和30-40 ℃時規律不明顯。明顯看出低過熱度6#試樣的鑄坯中心質量優于高過熱度2#試樣的鑄坯中心質量。
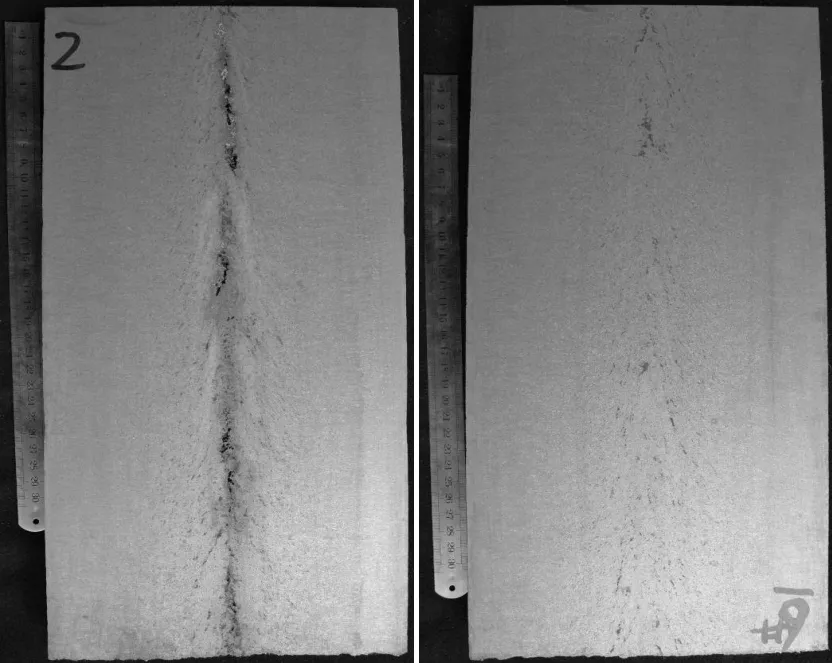
圖7 2#試樣(45℃過熱度)和6#試樣(23℃過熱度)縱向低倍比較Fig.7 longitudinal of sample 2 (superheat at 45℃) and sample 6 (superheat at 23℃)
3.2 電磁攪拌參數設計
仿真了氣閥鋼結晶器電磁攪拌的效果,見圖8。采用結晶器電磁攪拌后,鋼液沖擊深度降低,降低漏鋼風險。在電磁攪拌作用下,促使鋼液水平方向上旋轉流動,加速凝固前沿鋼液流動,有利于結晶器內鋼液過熱度散失。

圖8 采用電磁攪拌后結晶器內鋼液流動行為Fig.8 flow behavior of molten steel in mold after electromagnetic stirring
從圖9看出,隨電流增加,結晶器內鋼液過熱度消除越快,超過200 A后趨勢減緩。因此,建議電磁攪拌電流為200 A。
此外,仿真表明采用末端電磁攪拌后,鑄坯液芯內產生水平旋流,有利于均勻化液芯內溶質分布,改善鑄坯中心偏析。并且隨電流增加,鑄坯中心偏析先減小后增加,電流強度500 A時,鑄坯中心偏析最小,建議末端電磁攪拌采用500 A。
采用末端電磁攪拌后,促進了鑄坯液芯內部等軸晶形核,阻礙了柱狀晶繼續向鑄坯中心生長,等軸晶率得到提高。末端電磁攪拌電流500 A條件下,隨著攪拌頻率的增加,鑄坯等軸晶率增加。

圖9 不同電磁攪拌作用下的結晶器內鋼液溫度分布Fig.9 temperature distribution of molten steel in mold under different electromagnetic stirring

圖10 末端電磁攪拌作用下鑄坯中心偏析Fig.10 center segregation of billet under electromagnetic stirring
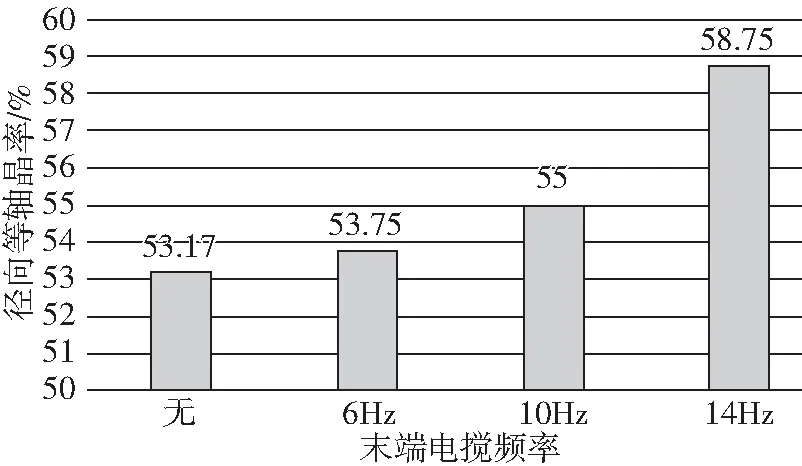
圖11 末端電磁攪拌頻率對鑄坯等軸晶率的影響(實驗結果)Fig.11 influence of electromagnetic stirring frequency on equiaxial crystal ratio of billet
4 應用效果
針對馬氏體氣閥鋼包晶相變、導熱系數低、凝固收縮嚴重、凝固兩相區長、溶質偏析嚴重等特點,系統制定了國內首次連鑄生產馬氏體氣閥鋼的制度。主要工藝包括:中間包低過熱度澆鑄,25~35 ℃為宜;結晶器弱冷,低熔點低粘度保護渣,結晶器電磁攪拌200 A,4 Hz;連鑄二冷弱冷;末端電磁攪拌500 A,10 Hz。
應用表明,氣閥鋼鑄坯質量良好,未出現凹坑、表面縱裂紋、渣坑缺陷,鑄坯振痕均勻,漏鋼率低至1.38%,鑄坯表面合格率達到99.50%以上;另外,氣閥鋼(含40Cr10Si2Mo、42Cr9Si2、51Cr8Si2),中心疏松≤0.5級,中心縮孔≤0.5級,等軸晶率平均(徑向)達到64.09%。

圖12 典型鑄坯表面質量情況Fig.12 surface quality of typical casting billet
5 結語
(1)基于馬氏體氣閥鋼凝固特性,系統制定了連鑄工藝制度,在國內首次采用連鑄流程規模化生產馬氏體氣閥鋼。
(2)氣閥鋼鑄坯質量良好,未出現凹坑、表面縱裂紋、渣坑缺陷,鑄坯振痕均勻,漏鋼率低至1.38%,鑄坯表面合格率達到99.50%以上。
(3)氣閥鋼(含40Cr10Si2Mo、42Cr9Si2、51Cr8Si2),中心疏松≤0.5級,中心縮孔≤0.5級,等軸晶率平均(徑向)達到64.09%。
