用于電子產品鈑金折彎的多功能機器人柔性末端執行器*
2020-11-21 03:20:40任清川張慶軍陳明方
機械制造 2020年11期
關鍵詞:變形
□ 任清川 □ 張慶軍 □ 周 永 □ 陳明方
1.四川九洲電器集團有限責任公司 四川綿陽 621000 2.四川省航電系統產品輕量化設計與制造工程實驗室 四川綿陽 621000
1 設計背景
鈑金件具有易成型、穩定性好等優點,在電子產品零件中占有40%左右的比例[1]。隨著零件整體質量要求的提高,電子產品鈑金零件的加工水平、生產周期及數字化技術也有更高的要求。鈑金數控折彎系統是具備鈑金件自動取送料、智能校中和折彎功能的加工一體化設備,適應多品種、小批量零件生產的特點,能夠解決電子產品鈑金零件加工過程中存在的準備時間長、質量控制缺乏智能化手段、良品率低、效率低等問題。然而,目前關于電子產品鈑金零件專用末端執行器的研究還比較少,現有的末端執行器無法滿足使用要求。
針對上述問題,筆者設計了一種用于電子產品鈑金零件的新型多功能機器人柔性末端執行器,并對鈑金數控折彎系統折彎過程中機械抓手的位姿進行了研究,提出了位姿補償算法。
2 技術分析
用于鈑金零件自動化生產線的機器人末端執行器,目前市場中將剛性框架配固定吸盤作為主流組合形式。這種形式在面對鈑金零件外形尺寸多樣性問題時,主要通過成組的多規格吸盤抓手來解決[2-4]。汽車、電梯等鈑金零件自動化需求大,行業所涉及的鈑金零件尺寸較為單一,制造的吸盤抓手采用生產成本最優化的簡單結構就能滿足使用要求。但面對電子產品鈑金零件多批次、小批量生產特點時,若針對零件特點制造相應的各類吸盤抓手,就會存在浪費成本的情況。另一方面,電子產品鈑金零件尺寸較小,常規的吸盤抓手在抓取電子產品鈑金零件時存在一定的困難[5]。在折彎過程中,板料因加工熱量在材料表面產生的氧化層會由于變形而脫落,殘留在折彎模具中。長久累積的氧化層殘屑會影響電子產品鈑金零件的質量,需要在工作過程中定期清潔模具,但現有的機器人吸盤抓手不具有對應的清潔能力。
3 結構設計
現有鈑金零件自動化生產線中的機器人柔性末端執行器無法滿足電子產品鈑金零件多批次、小批量快速切換的使用要求,針對這一情況,筆者設計了一種用于電子產品鈑金零件的多功能機器人柔性末端執行器。這一多功能機器人柔性末端執行器的三維模型如圖1所示。
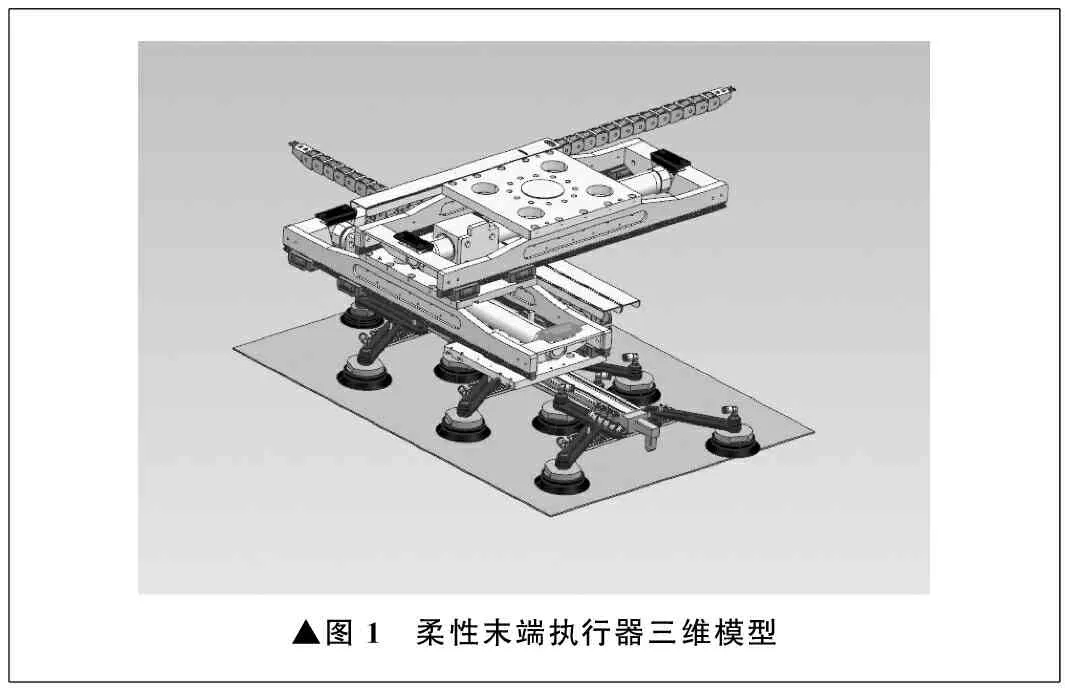
▲圖1 柔性末端執行器三維模型
多功能機器人柔性末端執行器通過真空吸盤抓取板料,吸盤固定件能夠繞可調螺栓進行一定角度的旋轉,適應不同外形尺寸的板料。根據電子產品鈑金零件外形調整X、Y方向拖鏈組件位置,保證抓取位置位于板料中心。多功能機器人柔性末端執行器頂部設計有快速卸裝裝置,安裝孔的尺寸參數可根據目前市場中機器人相關標準的參數設計,充分考慮安裝穩定性和可操作性,能夠實現多功能機器人柔性末端執行器的快速卸裝與切換。為清理板料折彎過程中產生的氧化層殘屑,多功能機器人柔性末端執行器設計有專用模具清潔頭。模具清潔頭依賴于主機械臂及X、Y方向拖鏈組件實現定位和運動,能夠清理板料在折彎過程中長久累積的氧化層殘屑,保證模具的折彎精度。
整個多功能機器人柔性末端執行器安裝在機器人執行機構的末端,在工作過程中能夠基于不同電子產品鈑金零件的尺寸,實現與機器人手臂的聯動。
4 控制系統設計
基于多功能機器人柔性末端執行器的結構與功能,控制系統主要功能包括X和Y方向直線進給運動、吸盤固定件繞可調螺栓旋轉運動、吸盤氣壓控制、機器人手臂在工作空間內的各個位姿運動。各運動功能既能夠單獨實現,也可以進行聯動。
機器人手臂與多功能機器人柔性末端執行器的總控系統由工控機、可編程序控制器、控制軟件等組成,負責生產線設備數據采集、狀態顯示、產線監控、數控加工文件和作業指導書傳輸、計劃調度等。其中,可編程序控制器負責機器人手臂和多功能機器人柔性末端執行器的動作控制、數控折彎機床與機器人等設備的生產協調控制等。一般而言,X、Y方向直線進給運動和吸盤固定件繞可調螺栓旋轉運動停止后,吸盤氣壓控制才開始工作,多功能機器人柔性末端執行器延時啟動梯形圖如圖2所示。
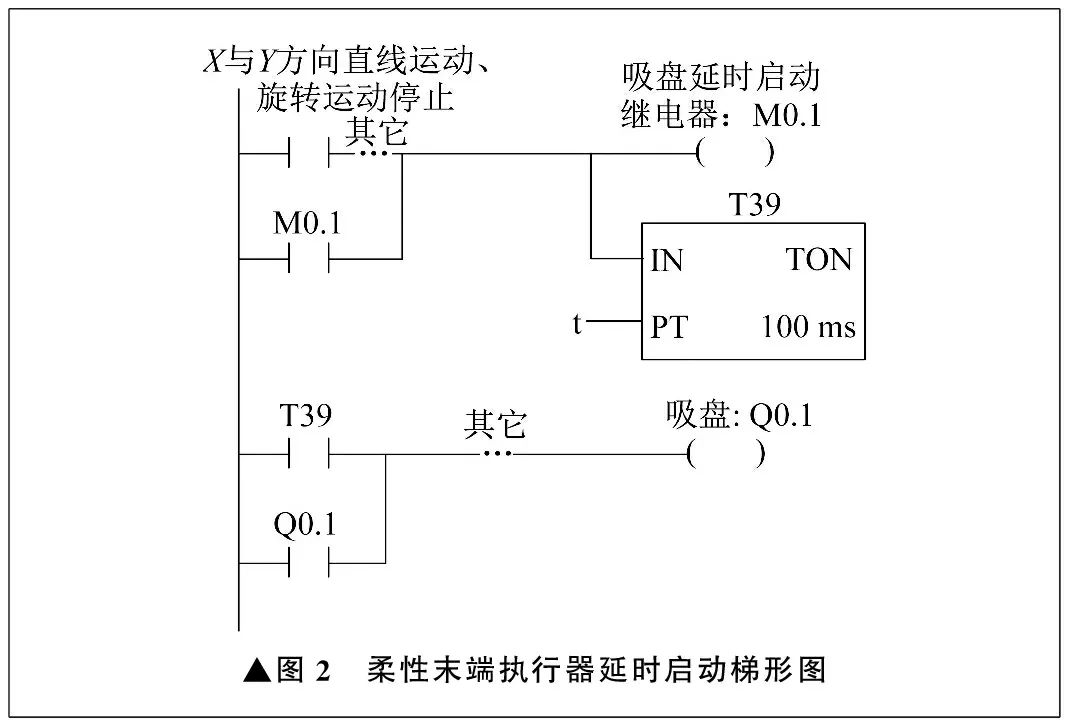
▲圖2 柔性末端執行器延時啟動梯形圖
5 折彎變形分析
折彎前后金屬網格變化如圖3所示。數控折彎機V形折彎過程中,在彎曲中心角范圍內,長方形網格變成了扇形網格,板料的直邊部分除靠近圓角處網格略有微小變化外,其余仍保持長方形網格。折彎前a、b間長度與c、d間長度相等,折彎后a、b間長度減小,c、d間長度增大,說明折彎后內緣的金屬因切向受壓而收縮,外緣的金屬因切向受拉而伸長[6-7]。
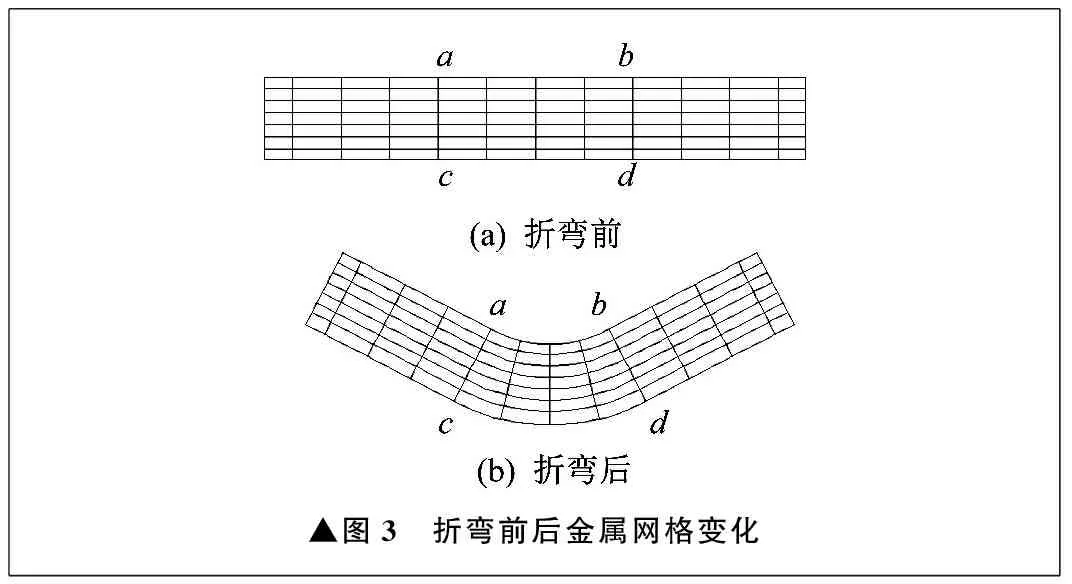
▲圖3 折彎前后金屬網格變化
目前數控折彎機床的加工精度已經能夠滿足電子產品鈑金零件的折彎精度要求,但板料在折彎過程中由于拉伸或擠壓而產生變形,導致多功能機器人柔性末端執行器在折彎結束后對板料有一定的拉扯或擠壓,會影響電子產品鈑金零件的折彎精度。
折彎后板料拉伸變形如圖4所示,α為成型角度,r為折彎半徑,h為板料厚度,最外層弧段長l2與中性層弧段長l1的差值為板料在折彎后的變形拉伸量Δl,即Δl為:
Δl=l2-l1=α(r+h)-α(r+Kh)=αh(1-K)
(1)
式中:K為中性層折彎因數,由板厚及板料決定。
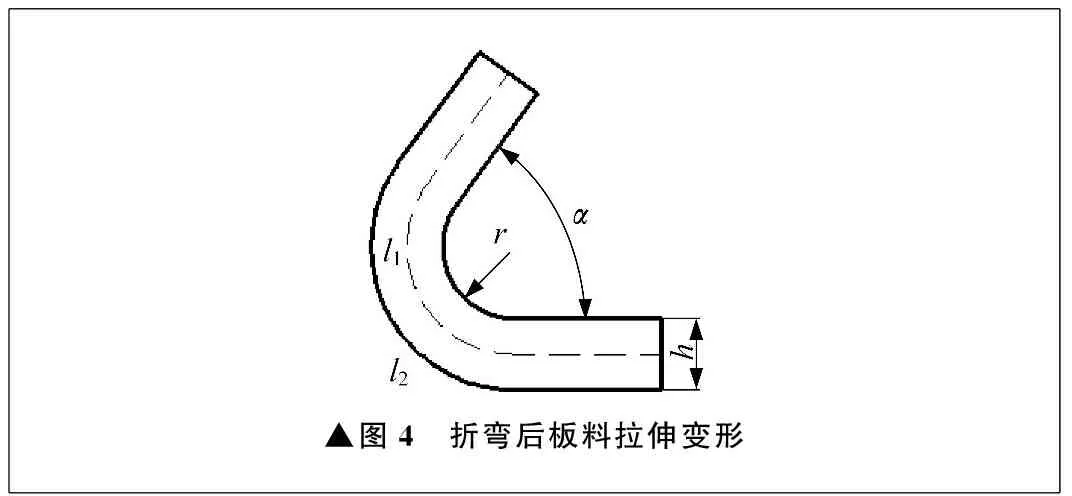
▲圖4 折彎后板料拉伸變形
6 位姿補償數學模型
板料在折彎過程中產生拉伸變形,通過將板料的變形補償到機器人位姿狀態中,消除機器人在折彎跟隨過程中對板料的拉伸或擠壓,提高折彎精度。
板料折彎前后機器人位姿補償如圖5所示。板料折彎前多功能機器人柔性末端執行器的夾持位置為m0,板料折彎后,理論上多功能機器人柔性末端執行器的夾持位置為m1,但由于存在拉伸變形,實際上夾持位置為m2。
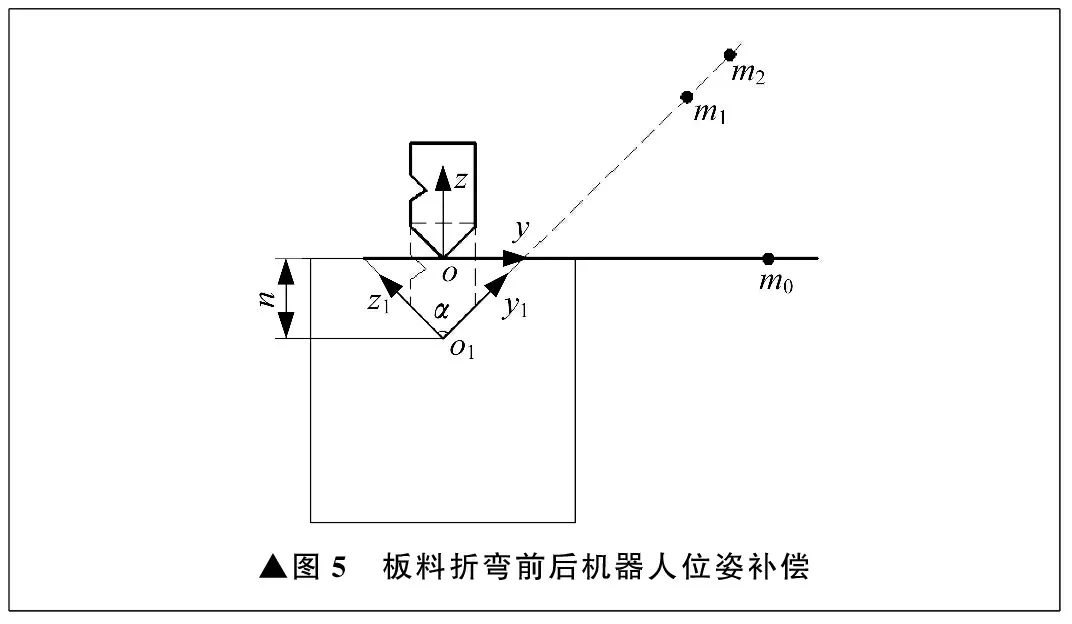
▲圖5 板料折彎前后機器人位姿補償
為了彌補m1、m2對折彎精度的影響,必須推導出多功能機器人柔性末端執行器位姿補償計算式,使折彎過程中多功能機器人柔性末端執行器位置由m0直接到m2。通過式(1)和機器人運動學,可以推導變換矩陣T為:
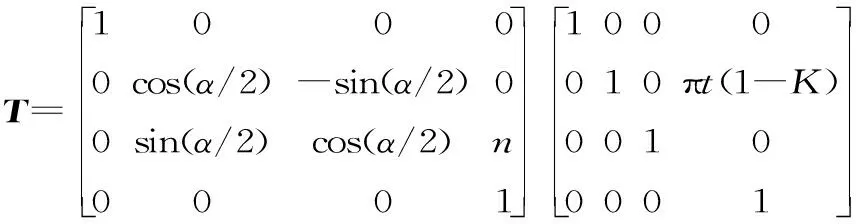
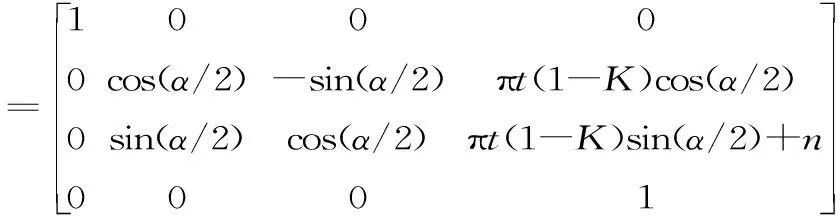
(2)
7 應用效果
基于多功能機器人柔性末端執行器建立的鈑金數控折彎系統如圖6所示,系統核心單元為多功能機器人柔性末端執行器及數控折彎機,能夠間接或直接代替人工在折彎工位上進行物料的取放、搬運、折彎等工作[8]。
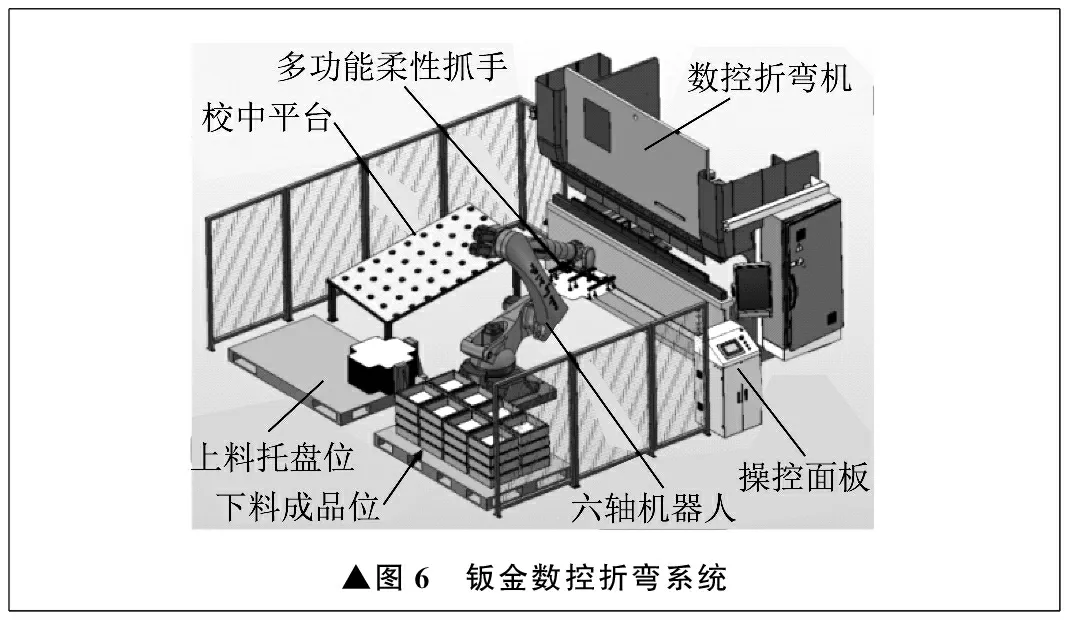
▲圖6 鈑金數控折彎系統
鈑金數控折彎系統加工工藝流程如圖7所示。為確保整個系統的安全、穩定、可靠,在正式加工前,一般要進行兩次試加工。第一次折彎試加工時,按正常速度的20%運行,確認動作無錯誤,產品質量合格。第二次折彎試加工時,將運行速度調快至正常速度的50%,再次確認動作和產品質量。試加工合格,則調整至正常速度進行折彎,再次檢測產品,確認合格后關閉護欄,啟動全自動模式。
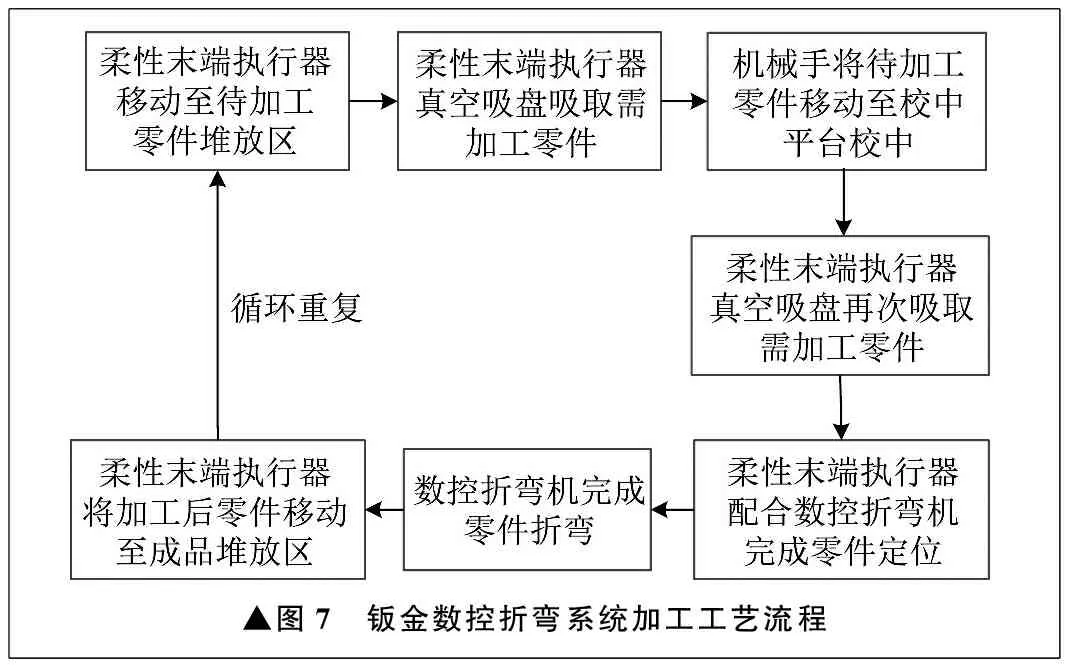
▲圖7 鈑金數控折彎系統加工工藝流程
鈑金數控折彎系統生產現場如圖8所示。單件小型電子產品鈑金零件的平均折彎工時由原來的0.1 h縮短至0.02 h,單件大中型電子產品鈑金零件的平均折彎工時由原來的0.2 h縮短至0.04 h,試彎件由原來的4~6件減少到1件。
為了驗證多功能機器人柔性末端執行器位姿補償算法的可靠性,隨機抽取相同材料的幾種電子產品鈑金零件1 000件,位姿補償前后不合格品對比如圖9所示。
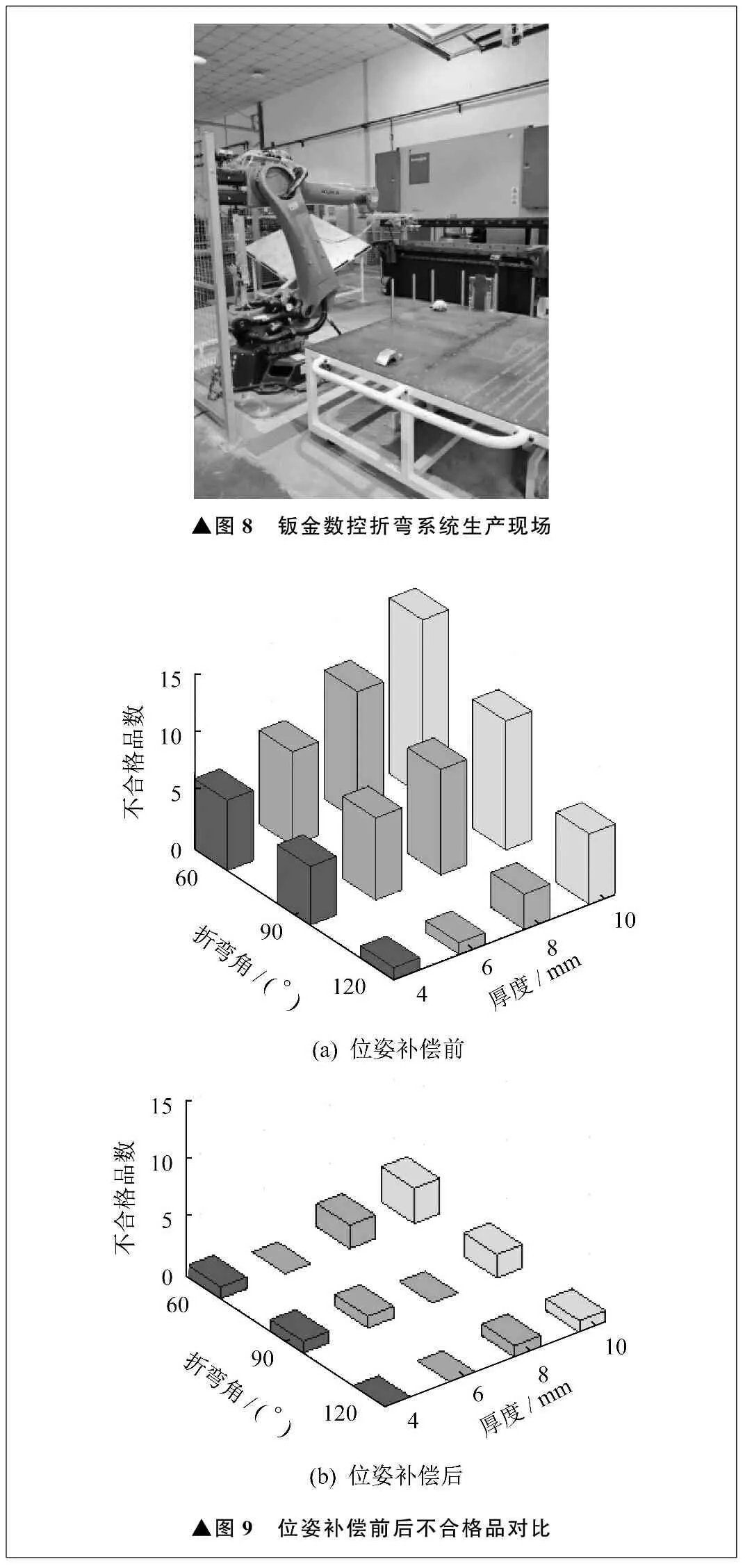
▲圖8 鈑金數控折彎系統生產現場▲圖9 位姿補償前后不合格品對比
由圖9可知,折彎角越小,板料越厚,越容易出現不合格品。在采用多功能機器人柔性末端執行器位姿補償后,折彎合格品比例有很大提高。
8 結束語
筆者設計了一種用于電子產品鈑金折彎的多功能機器人柔性末端執行器,能夠滿足電子產品鈑金零件多批次、小批量的生產模式。
針對板料在折彎過程中有一定拉伸或擠壓的問題,提出了位姿補償算法。這一多功能機器人柔性末端執行器和位姿補償算法對其它類似設計或研究具有一定的參考價值。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
