ACP1000核電機組人員閘門制造經驗分析
2020-11-20 02:10:45曹樺
裝備維修技術 2020年11期
關鍵詞:焊接
曹樺

摘要:核電廠用人員閘門是安全殼的重要組成部分之一,是第三安全邊界的一環。其制制造質量將直接影響放射性物質的泄漏量,故必須對其安全邊界焊縫的焊接、探傷質量進行嚴格控制。
關鍵詞:核電人員閘門;焊接;無損檢測
一、人員閘門基本信息
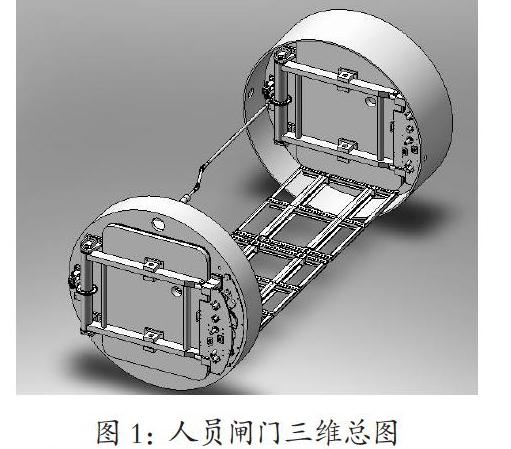
人員閘門和應急閘門結構相同,分別安裝在反應堆廠房±0.00m和+7.5m標高。以下統稱為人員閘門。人員閘門布置于0m層,中心標高1.15m,安裝角度334°;應急閘門布置于7.5m,中心標高8.65m,安裝角度318.9°;閘門的內徑為2900mm,壁厚26mm,整體長度約為6420mm。人員閘門為鋼制筒型結構,貫穿雙層安全殼;貫穿筒節預埋在內安全殼上,并與內殼鋼襯里焊接。內、外筒節分別與貫穿筒節焊接。在外筒節外表面焊有固定塊,與外殼預埋件之間采用柔性連接件密封。筒節兩端設置門框,門框上鉸接著起密封作用的承壓門。人員閘門的開啟和關閉殼通過電動或手動的方式由傳動部件實現,門體開啟方向為面向堆芯右開,門體位于堆芯側,從而保證內安全殼內部為正壓時,門體處于壓緊狀態。人員閘門三維總圖如下:
二、安全邊界的焊接
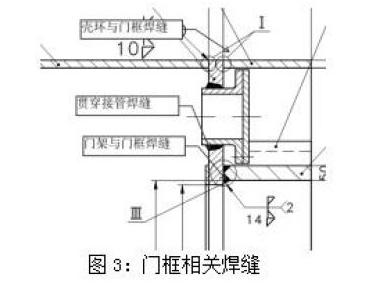
2.1 主要焊縫及形式
以外筒節為例,筒節部件的主要焊縫包括:殼環卷板后對接焊縫(自動焊)、殼環與門框環焊縫(靠外側焊縫自動焊)、門框與門架角焊縫、門框與貫穿接管焊縫。焊縫布置見下圖:
2.2 焊接方法及材料
人員閘門采用自動焊加手工電弧焊相結合的方法。主要焊接材料包括:1)Q265HR配套焊條J427HR;2)Q265HR配套焊劑+焊絲,H08MnHR+SJ14HR;3)不銹鋼焊接材料采用E308L;4)異種鋼焊接材料采用E309L。
三、筒節成形加工
筒節殼環采用冷卷加工成形。其主要注意事項如下:1)局部圓度偏差不大于4mm,轉開長度偏差為+12mm/0mm。2)筒體焊接時相鄰筒節的縱縫距離不小于510mm弧長。
四、筒節的主要探傷
以外筒節為例,筒節部件的主要焊縫包括:殼環卷板后對接焊縫(自動焊)、殼環與門框環焊縫(靠外側焊縫自動焊)、門框與門架角焊縫、門框與貫穿接管焊縫。各主要承壓焊縫完成后的無損檢驗:1)殼環對接焊縫(有焊接試板):VT+MT+RT;2)門架組焊:VT+DT+MT/PT+UT/RT; 3)密封面板與門框組焊:VT+MT+氣密試驗;4)門框與殼環焊縫(有焊接試板):VT+DT+MT/PT+UT/RT;5)焊接及焊接試板相關規范按照NB/T20002執行。筒節的探傷是保障筒節焊縫及相鄰木材質量的最重要方法,是提前發現缺陷的重要手段,故在制造過程中建議全程對安全邊界焊縫的探傷過程進行監督、跟蹤,確保其探傷質量符合相關文件要求。
五、筒節熱處理
內、外筒節(包括:筒節、門框及法蘭等構成的部件)應整體進行消除應力熱處理,熱處理按照工程技術文件的規定。主要注意事項如下: 1)符合NB/T20002.1,第5章要求;2)350℃以上的范圍,加熱或冷卻速度:符合NB/T20002.6,第8章要求;3)保溫時間:符合NB/T2002.1,第5章要求;4)熱處理裝爐溫度不能超過400℃。制造廠應根據上述要求制定消除應力熱處理的工藝,并要求材料供應商按照熱處理工藝進行模擬消除應力熱處理。
六、無損探傷檢驗經驗分析
6.1 前提條件
1)在工作崗位上應當放置有效的、經過批準的執行規程;2)檢驗人員是資格應當與規程進行比對,資格證必須在有效期內;3)被檢區域(焊接接頭和材料)表面條件和尺寸必須符合圖紙要求;4)探傷設備須在規定時間內進行過校準;5)標定試塊應有合格證。
6.2 超聲波探傷
1)在下列情況下是否對標定進行了校驗,以保證超聲系統的標定沒有變化:更換操作人員、更換探頭、安裝了新的電池組、懷疑儀器不正常時;2)操作符合程序規定:探測部位、探測角度、掃查的方向和范圍、掃查速度重疊要求;3)超過記錄標準的信號是否作了記錄。
6.3 磁粉探傷
1)所用磁化方法應符合程序規定;2)被檢表面的預處理應滿足要求;3)檢驗介質(鐵磁粉類型)應符合程序規定;4)磁場強度應適當;5)整流電流應符合要求;6)磁化時間應符合規定要求;7)對所檢區域應至少檢驗了兩次,兩次檢驗中的磁力線應近似垂直;8)覆蓋量應滿足要求;9)對磁粉積聚較寬的區域應在清洗后作重新檢驗; 10)應在規定時間內對磁痕作了觀察和評定,并及時記錄;11)觀察和評定被檢表面時,所使用照明設備的光照度應符合規定要求;12)磁粉檢驗后應用合適的方法將殘余磁粉清除干凈,如需要應對工件進行了退磁。
6.4 液體滲透檢驗
1)表面清潔度、粗糙度是否符合要求;2)被檢工件表面溫度,以及環境濕度是否合適;3)環境的光亮度是否滿足要求,照度計是否已標定;4)施加滲透劑的方法是否正確;5)滲透時間是否滿足規定要求;6)清除殘留滲透劑的方法是否符合規定要求;7)清除殘留滲透劑后的干燥方法是否符合規定要求;8)施加顯像劑的時間間隔是否符合程序規定;9)施加的顯像劑是否均勻,厚度是否適當;10)是否在規定時間內對滲透表面作了觀察和評定,對顯示(如果有)及時進行了記錄;11)是否及時清洗滲透劑和顯像劑, 最終清洗是否符合要求。
6.5 射線探傷
1)X或者γ射線源是否滿足探傷要求;2)焊縫表面是否平整,是否有氧化皮、異物。表面可加工、打磨、噴砂、噴丸等方法;3)射線源的能量是否按照標準選擇;4)透照方式(單壁、雙壁)是否合理,透照方向、一次透照長度是否滿足要求;5)像質計選用、數量、放置位置是否合理;6)射線防護措施是否滿足要求;7)被檢工件應當有永久性標記,對應底片上應有對應的識別標記。
七、 產品焊接、試板焊接工作先決條件
1)實施產品焊接的焊接人員應當具備焊接安全二級設備的資質;2)自動焊機、手工焊機應當能夠滿足工藝要求;3)焊接母材、焊材滿足設備規格書的要求,且復驗合格;4)產品見證件的材料、坡口、探傷、熱處理應盡可能隨設備本體一同進行;5)有能夠覆蓋人員閘門焊縫的類型的且評定合格的工藝評定;6)若環境溫度低于-10℃不應試焊,被焊件溫度應保持在+5℃。為了避免內應力引起裂紋,焊縫焊后要緩慢冷卻
八、 坡口要求
1)坡口尺寸。焊縫坡口必須滿足圖紙要求,不經設計院認可不得隨意改變坡口形式;2)加工方法。熱切割后必須采用機械加工的方法去除熱影響區,并加工出坡口;3)坡口探傷。核級承壓焊縫待坡口加工完畢后需要進行無損檢測,采用DT+VT+PT/MT;4)焊接部位焊前檢查機清潔。焊接之前必須對組對完成的坡口進行檢查,確認組對結果是否滿足圖紙要求。同時檢查待焊接部位是否清潔,是否存在氣孔、裂紋等可能影響焊接質量的問題。
九、焊接過程注意事項
1)焊接過程中,每一道焊縫去除焊渣后應進行外觀檢驗;2)容易影響下一焊道正確施焊的任何缺陷應將其清除干凈;3)表面可見的裂紋和氣孔應采用鑿切、打磨或銑削的方法清除;4)打磨時控制連續打磨時間,不得出現過熱區,特別是奧氏體不銹鋼;5)對于承載焊縫,應當采用窄焊道焊接(焊條擺動范圍不大于焊條芯直徑的三倍);6)焊道表面應連續,厚度均勻,并與臨近焊道的表面圓滑過渡。
十、 焊縫表面加工
1)焊縫表面應在焊后進行加工以滿足無損檢測的要求;2)超出圖紙所示公差的焊縫余高應打磨或機械加工到其公差范圍內。焊縫余高應滿足下表要求為:封底焊縫:正面≤1/10焊道寬度+1mm(最大5mm);背面:1/10焊道寬度+1mm;無封底焊:正面≤1/10焊道寬度+1mm(最大5mm);背面:e/20+0.5mm,最大值為1.5mm(e為管道名義厚度)(e>10mm時,余高最大不超過2.5mm)
十一、 焊縫的目視檢查
1)目視檢查按照NB/T20003規定進行;2)錯邊:焊縫錯邊按照NB/T20001的要求;3)焊瘤:焊縫余高處不應有任何焊瘤;4)凹坑:除仰焊焊縫外,其他焊縫不應有凹坑。對于仰焊焊縫,凹坑不大于0.5mm;5)未焊透:不應有任何未焊透;6)咬邊:不應有任何咬邊,若出現咬邊,應打磨去除,必要時進行補焊。在焊縫和相鄰表面之間出現不連續性,其形式為沿著焊縫平滑過渡的凹坑的情況下,目視檢測不能夠確定是否咬邊時,應采取以下措施:a.用打磨方法修正焊縫,應在打磨的過程中清除這些凹坑、b.當焊縫可以保留焊后狀態的情況下,只需將在以后的滲透檢測或磁粉檢測中發現的不合格的缺陷修整清除。
十二、裝爐溫度
裝爐的溫度取決于設備的結構設計,特別是取決于熱應力引起的危險變形。裝爐溫度不應小于400℃或根據設備情況取更低的裝爐溫度。
十三、防變形措施
監造人員在設備進入加熱爐之前應當檢查設備及部件是否設置了合理的防變形措施。并對熱處理后的尺寸進行測量,以保障尺寸滿足圖紙要求。
十四、設備包裝及運輸注意事項
1)總體包裝。K項目人員閘門外徑達2.9m,且內部安裝有復雜的傳動、齒輪、鏈輪系統。故總體包裝必須采用鋼結構,且應當增加夾持塊用以將人員閘門筒體與包裝底座固定,防止在運輸顛簸中設備發生位移;2)密封面防護。人員閘門密封面表面精度高,在包裝時必須采取防護措施,以避免劃傷。建議在涂抹潤滑脂后用油布貼面,同時采用木板做硬防護;3)防潮措施。人員閘門各部件多為碳鋼材料,且運往現場需要長時間海運。故包裝時必須采取防潮措施。建議用錫紙包裝袋進行密封包裝,內部擺放適量的干燥劑,干燥劑需確保不會散落。
十五、結束語
核電作為清潔能源的形式之一,是人類解決能源問題的重要手段。我國新一代華龍一號機組正在建設中,做好華龍一號相關設備的研發、制造、調試是將華龍一號推向世界的重要保障。
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
