運輸空調管道連接件加工工藝分析
2020-11-20 23:57:34曾環衛
裝備維修技術 2020年11期
曾環衛


摘要:本文首先介紹連接件加工的工藝,從技術要求、車削、銑削等方面進行介紹,然后對鉆孔夾具設計進行說明,包括夾具設計分析、定位元件、夾緊元件、以及夾具的工作工程的方面,最后將對空調的安裝和維修進行作簡要的說明。
關鍵詞:運輸;空調管道;連接件;加工工藝
1連接件加工工藝分析
1.1技術要求分析
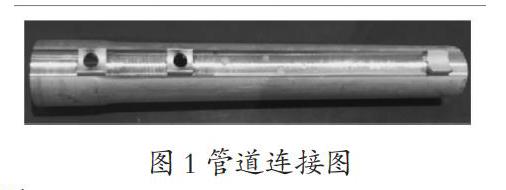
紫銅和黃銅為連接件的主要材料,如圖1,主要從以下幾個方面進行加工:車削外圓直徑、車削內部孔直徑、內孔角度、內外螺紋型號、銑削的三個凸臺平面間隔距離,單位為毫米(mm)級。除此之外,內孔和銑削凸臺的粗糙與細致程度均有明確的要求,比如各倒角角度、圓角尺寸、連接件的連接點的位置,只有保證這些角度和尺寸的正確才能保證連接件的質量,進一步實現零件的批量生產。
1.2車削加工
在加工過程中,車削是重要工序。在車床上,用工件和道具的各種運動來改變毛坯的形狀,包括的旋轉運動、直線運動、曲線運動,是機床中使用最廣的一種機加工。在進行車削加工時,要選擇合理的切削用量,考慮加工的材料、切削的工具、切削的條件三方面的因素;選擇合適的道具,將強度大的用于粗車,將精度高的用于精車。在運輸空調管道的加工中,在斜床身V2型數控機床上完成左側孔的車削加工,從車端面、粗車內孔、精車內孔以及內孔的倒角、車螺紋依次進行加工。其中,車端面和車內孔用刀號為為T01的外圓刀。內孔直徑以及倒角用刀號為T02的鏜刀,對左側內孔進行精加工,也采用鏜刀,但是刀號應為T03、車螺紋便采用刀號為T04的螺紋刀。
1.3銑削加工
銑削加工也是數控機床中一種重要的加工方式,其屬于一種金屬冷加工方式,可以加工復雜的回轉體。銑削加工的主要原理是將高速旋轉的銑刀切削固定的毛坯,可根據要求對其對外形和特征進行相應的加工,多應用于銑輪廓和槽等簡單外形的加工。銑削和車削的主要區別在于銑削中的刀具高速運轉,而回轉體則處于相對靜止的狀態,而車削加工中回轉體是運動的,并非靜止的。在連接件的凸臺加工中,按照以下順序進行加工:銑凸臺、中心孔鉆、鉆孔、鉸孔。其中,銑凸臺采用刀號為T01、直徑為10mm立銑刀,切削深度為0.1mm,轉速為2500r/min;中心孔鉆采用刀號為T02,直徑為6mm的中心鉆,轉速為3000r/min;切削深度為2.0mm,轉速為3500r/min;鉆孔采用刀號為T03直徑為7.8的鉆頭,切削深度為1.0mm,鉸孔采用刀號為T04的鉸刀,轉速為3500r/min。
2鉆孔夾具設計
如上面所提及,鉆孔夾具的設計是為了提高生產量,保證連接件加工精度和質量,進一步降低工人的勞動程度。
2.1夾具設計分析
壓塊、支撐板、凸臺定位板以及拉力桿等都屬于鉆孔夾具。在進行鉆孔夾具設計時,首先要對定位基準進行選擇,在運輸空調管道的連接件加工中,以連接件左端面和軸心線為主要的定位基準,其中,X軸和Z軸的轉動靠V形塊限制,而Y軸的轉動則靠凸臺定位塊限制,同時該兩模塊可以完全限制零件的6個自由度,將工作效率得到提高。
2.2定位元件
對于定位元件,一定要確定好其尺寸及公差,且主要的定位元件為定位塊,而定位塊的位置在加工的過程中是值得注意的一點。考慮設計的整體性以及定位的準確性,本設計零件長度將設計為150mm,且設計為V形的結構,這樣一來,便可以一次安裝兩個工件。與此同時,工件Y軸的2個自由度可以通過右側方槽與零件相互配合來加以限制。
2.3夾緊裝置
夾緊元件主要由動力源、夾緊元件、中間傳力機構構成。在加工過程中,為了防止裝置的位移或者移動,可用夾緊元件對其進行限制。在夾緊元件的設計過程中應考慮以下五個方面:工件發熱位置、夾緊力的大小、夾具的成本、夾緊元件的工作狀態、夾緊元件的工作強度。夾緊裝置具有開啟模具、閉合模具以及頂出塑件三種功能。在本設計中,弧壓板、連接板、螺絲釘、拉力桿等部件共同構成了夾緊元件,其中,拉力桿決定夾緊的行程、氣泵為夾緊元件提供動能,同時,氣泵也決定了夾緊力的大小。
2.4夾具工作過程
綜上所述,鉆床夾具固定工件的用具,是機械加工常見的一種夾具,其實物如圖2,工作狀態如圖3。其中,刀誤差可以影響加工孔的位置和精度。所以在安裝工件時,首先將手柄旋轉,在夾緊元件的底座上固定分度套,以偏心軸為基準,緊接著旋轉菱形螺母,將鉆模板打開,將螺絲釘擰松一些,把工件夾緊,便可進行當前元件的加工。當一個孔加工完成以后,再次旋轉手柄,進行下一次的分度,便可進行下一個鉆孔的加工。而在本設計中,首先在支撐板上將定位元件和夾緊元件固定住,然后在加工中心的T形槽內,用壓板固定夾具,同時將零件的凸臺與凸臺定位塊結合,定位精度高,使得零件的加工效率得到進一步的提高。
3空調的安裝與維修
3.1安裝
空調的安裝主要包括五個步驟:一是拆箱。注意拆箱時,不要將空調機組碰損,要保持其完整性;二是密封條的安裝,密封條主要有防風密封條和防水密封條,根據安裝圖所顯示的位置,將密封條安裝好;三是空調機組的吊裝,吊裝時必須使用專用吊具;四是風道的連接,要提前在風道接口處涂上防水密封膠,保證其密閉性;五是空調控制部分的安裝,一定要嚴格按照說明書步驟來操作。安裝完畢后,一定要進行檢查,檢查各管道連接的密封性,保證安裝的正確性,制冷系統密封良好。
3.2保養與維修
空調的保養和維護決定了空調的使用壽命,其中保養的部件主要包括以下幾個:冷凝器、蒸發器、排水口、電加熱器、蒸發風機和冷凝風機、系統管路件(特別是連接點),對其進行定期的保養,蒸發器和冷凝器一季一次,配管一年一次、空氣過濾網一月一次、風機一年一次、系統管路件一年一次。空調機組需進行定期的檢修,并對故障問題認真分析。
結語:
近年來,我國的交通運輸行業蓬勃發展,刺激對車內空調的需求量,并對其質量也有著越來越高的要求。本文從運輸空調的管道連接件的架構特點出發,將零件的技術要求、加工工藝、鉆孔夾具的設計進行了詳細分析,制定了連接件的加工方案,提高了零件的加工效率,使其批量生產和連接質量得到保證。
參考文獻:
[1]石偉明.淺談民用建筑空調毛細管輻射系統施工技術[J].安裝,2020(01):23-26.
[2]劉旭,伏夢杰,萬長東,張良,吳兵.汽車空調管道連接件加工工藝研究[J].機械工程師,2019(06):174-175+178.
[3].江蘇省海安縣某政府辦公樓地源熱泵施工案例[J].供熱制冷,2013(03):54-55.
