旋鉚銷軸開裂問題的分析與解決
2020-11-20 04:21:49杜立偉何云峰
裝備維修技術 2020年5期
關鍵詞:時間
杜立偉 何云峰

摘要:液壓旋鉚利用專用設備和專用模具可將不同材質不同厚度的零部件連接在一起;連接過程操作簡單消耗低費用少且對環境無污染;旋鉚連接完成后在工件表面形成圓形面,表面光滑無毛刺;旋鉚加工完的工件強度與牢固性優于螺栓連接;憑借著諸多的優點在汽車制動器零部件加工過程中有著廣泛的應用。旋鉚開裂是旋鉚工作中經常遇到的問題,分析解決旋鉚工件開裂問題是旋鉚生產中的難點。
關鍵詞:銷軸、旋鉚開裂、硬度、長度、時間、工裝
1問題簡述
P203駐車制動器是我司為北汽某皮卡車型開發的一款駐車制動器,在樣件開發工程中,旋鉚工序在旋鉚銷軸連接底板、支撐銷板過程中銷軸端面出現開裂,嚴重的影響了產品質量,造成產品報廢。
2問題測量排查
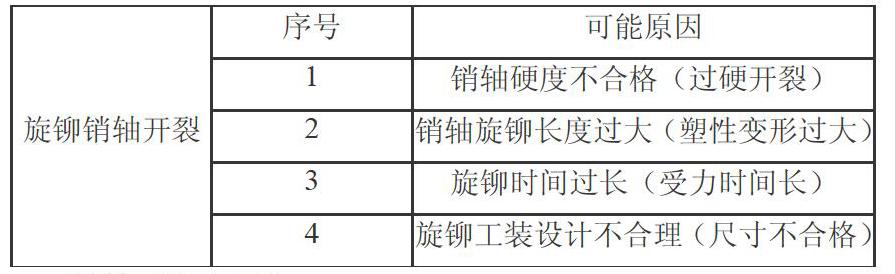
針對此問題出現的現象,整體上做了詳細的分析,把可能造成旋鉚銷軸開裂的原因進行匯總,然后對原因進行逐一的檢測
旋鉚銷軸開裂 序號 可能原因
1 銷軸硬度不合格(過硬開裂)
2 銷軸旋鉚長度過大(塑性變形過大)
3 旋鉚時間過長(受力時間長)
4 旋鉚工裝設計不合理(尺寸不合格)
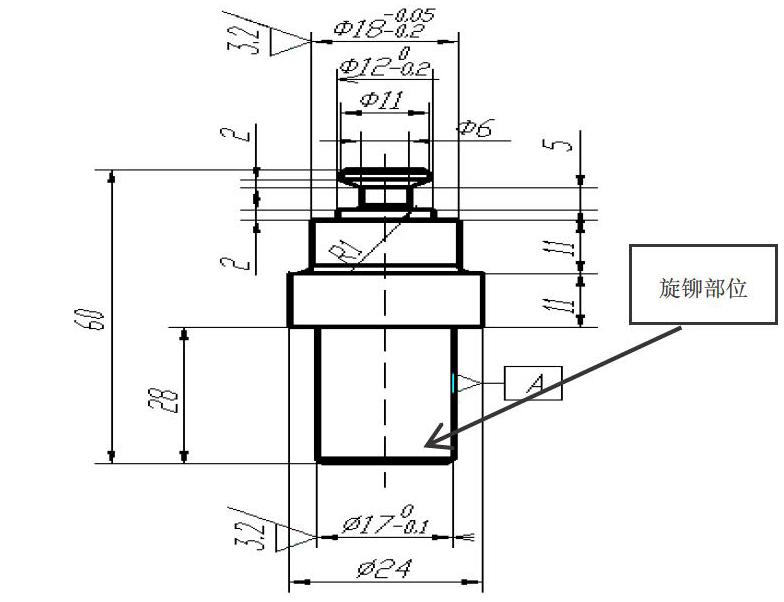
銷軸圖紙如下圖
2.1使用布氏硬度機對銷軸材質Q235進行硬度檢測并記錄
測量數值與材料廠家提供標準進行比照,邯鋼標準為120HB至145HB,可判定銷軸材質合格,過去經驗可確定使用同種材質的類似產品無旋鉚開裂問題。
2.2對銷軸旋鉚長度進行測量計算
對20組銷軸旋鉚長度進行求和取平均值,計算可得銷軸旋鉚平均值為:2.537mm;依據我司多年旋鉚經驗旋鉚長度為1.9mm至2.2mm,此旋鉚數值過大,存在開裂風險。
2.3檢查旋鉚設定時間,加工P203銷軸時設定時間為4s,測量旋鉚后銷軸旋鉚面尺寸,更改旋鉚時間為2s,測量旋鉚面尺寸進行對比
銷軸在經過旋鉚后4s下部基本尺寸由17 mm延展為約24.5mm左右;2s后下部尺寸延展為約26mm左右 ,開裂產品為延展面26mm的銷軸
2.4旋鉚工裝三維圖片與二維圖紙
分析二維圖紙高度尺寸與銷軸圖紙尺寸,銷軸第一高度為11mm,旋鉚工裝第一臺階高低為11.5mm,兩者相差0.5mm,在旋鉚時底板與銷軸臺階未完全貼合。
3問題分析
⑴通過對實測硬度數據分析可得出銷軸硬度符合國標要求,硬度的變化范圍屬于合理范圍,對于旋鉚開裂無影響。
⑵開裂銷軸的旋鉚長度為2.50mm至2.58mm,旋鉚經驗可得旋鉚長度一般為1.9mm至2.2mm,旋鉚過程中工件變形量大,易導致工件邊緣開裂,調整旋鉚長度至2.0mm減小工件軸向變形量;調整后進行試驗驗證,銷軸開裂個數明顯減少,旋鉚長度對于旋鉚銷軸開裂問題存在著直接影響。
⑶通過表格可以看出在旋鉚長度一定的情況下,旋鉚時間的長短直接決定著旋鉚后變形部位直徑的大小,旋鉚4s與2s銷軸后端旋鉚部位變形量相差約1.5mm,變形量越大越易導致開裂;調整旋鉚時間,由4s更改為2s減小旋鉚部位徑向變形量,進行旋鉚驗證,銷軸端部開裂個數減少,但仍然存在部分開裂銷軸,可判定旋鉚時間越長工件受力時間長,塑性變形越大開裂幾率越大。
⑷工裝定位尺寸存在誤差,銷軸臺階高度與旋鉚工裝臺階高度不一致,因旋鉚為強高壓加工,支撐面存在0.5mm間隙導致旋鉚過程中工件傾斜受力不均,銷軸變形面變形不均開裂;調整工裝,將工裝臺階11.5mm更改為11mm進行重新加工后旋鉚銷軸,銷軸開裂問題解決。
4結論
本次針對旋鉚軸銷開裂問題,從銷軸材質、工裝尺寸、加工過程等方面全面分析了影響開裂的因素,明確了產生問題的各個因素;旋鉚工裝問題,旋鉚時間,旋鉚長度是影響旋鉚件產品質量的主要因素,工件材質則是確定是否可進行旋鉚加工的前提條件,后續遇到類似問題可從這幾方面著手去分析解決。
參考文獻:
1、機械設計手冊聯合編制組.機械設計手冊,2019.
2、QJ782A-2005.鉚接通用技術要求.
3、TB/T 2911-1998 車輛鉚接通用技術條件.
猜你喜歡
新一代(2016年17期)2016-12-22 12:30:07
知音勵志·社科版(2016年11期)2016-12-20 19:04:03
文藝生活·中旬刊(2016年11期)2016-12-13 19:52:59
電影文學(2016年19期)2016-12-07 20:31:56
藝術科技(2016年9期)2016-11-18 17:59:13
校園英語·上旬(2016年10期)2016-11-16 19:14:41
新聞愛好者(2016年9期)2016-11-15 19:32:34
新聞界(2016年12期)2016-11-08 21:36:56
北京青年周刊(2016年41期)2016-10-31 18:14:24
電影文學(2016年9期)2016-05-17 12:30:22
