鋯合金條帶消應力熱處理尺寸補償試驗*
2020-11-18 23:19:40李俊頎孫效禹葉遠東蔡貴川盛國福余國嚴
機械研究與應用 2020年5期
李俊頎,孫效禹,葉遠東,蔡貴川,成 熙,盛國福,余國嚴
(中廣核鈾業發展有限公司 中廣核先進燃料工程試驗中心,廣東 陽江 529500)
0 引 言
鋯是一種性能優良的稀有金屬,在化學周期表中位于Ⅳ-B族,原子質量是91.22,具有良好的塑性與強度[1-2],并且在高溫純水中耐腐蝕性能與不銹鋼相近,但是熱中子吸收能力是不銹鋼1/15,因此在原子能工業得到了廣泛的應用,是反應堆唯一使用的燃料元件包殼材料[3-4]。
燃料組件主要支撐構件格架由條帶組裝,焊接而成。圖1為某型號條帶結構示意圖,其厚度為0.457 mm,條帶表面分布有16個裝配細槽,將整個條帶分隔為17組柵元,每組柵元上有1個條帶彈簧和2個剛凸,用于支撐燃料棒。由于條帶在沖壓過程中會產生殘余應力,影響組件堆內運行的穩定,因此需要對鋯合金格架條帶進行消應力熱處理,避免條帶上的成型特征在堆內發生應力松弛造成變形。
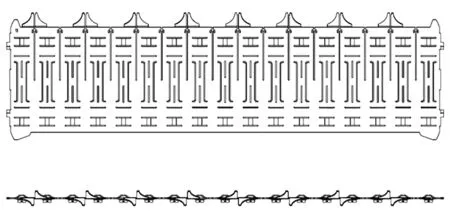
圖1 條帶外形結構圖
熱處理后,由于應力釋放,會造成成型特征回彈,尺寸收縮,因此需要對尺寸進行一定補償。尺寸補償的難點主要在于兩點:①由于不同特征的成型尺寸不同,強度不同,設計尺寸補償時,需綜合考慮所有成型特征,避免在補償部分特征的尺寸后,造成其它尺寸超差;②相同特征沖壓尺寸不同,熱處理后回彈量可能不同[5-6],如條帶彈簧沖壓尺寸分別在上限和下限時,熱處理后回彈尺寸會有差異,因此需要對同一個特征的不同尺寸做工藝試驗。
筆者選擇某種鋯合金條帶的兩個典型特征進行分析,初步設計了尺寸補償參數,通過熱處理工藝試驗,驗證了該參數的合理性。最后選用500片條帶進行批量熱處理試驗,通過大批量試驗,最終驗證該尺寸參數的適用性。
1 試驗材料與方法
實驗材料選用的是國核寶鈦公司生產的CZ合金,采用真空氣淬爐進行消應力熱處理,工藝參數如表1所列。

表1 消應力熱處理工藝參數
依據相關技術要求,采用如下工藝對鋯合金條帶進行消應力熱處理,工藝曲線如圖2所示。
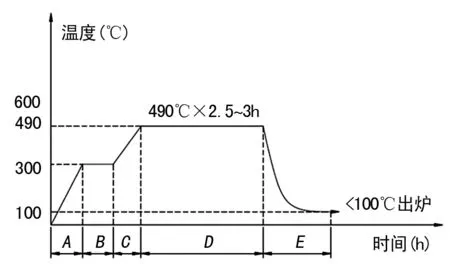
圖2 鋯合金零部件消應力熱處理循環曲線
2 試驗結果及分析
2.1 條帶彈簧尺寸補償設計試驗
圖3為某型號條帶彈簧,其長為20.6 mm,寬為4±0.05 mm,高度名義尺寸是1.83 mm,位置度0.1;表明高度尺寸最大值不能超過1.88 mm,最小值不能低于1.78 mm。彈簧尺寸有以下兩個特點:①長寬比較高,強度低,不易控制熱處理后尺寸;②條帶彈簧形狀為弧形,其半徑為R20 mm的圓弧,需要注意防止過沖,以防形狀變形。為確定補償尺寸,首先做一輪消應力熱處理工藝試驗,設計彈簧高度沖壓尺寸是1.92、1.9、1.88、1.86、1.84、1.82、1.80、1.78 mm共8組,每組有2個試樣。消應力熱處理后條帶彈簧尺寸變化如表2所列。

圖3 條帶彈簧外形結構圖
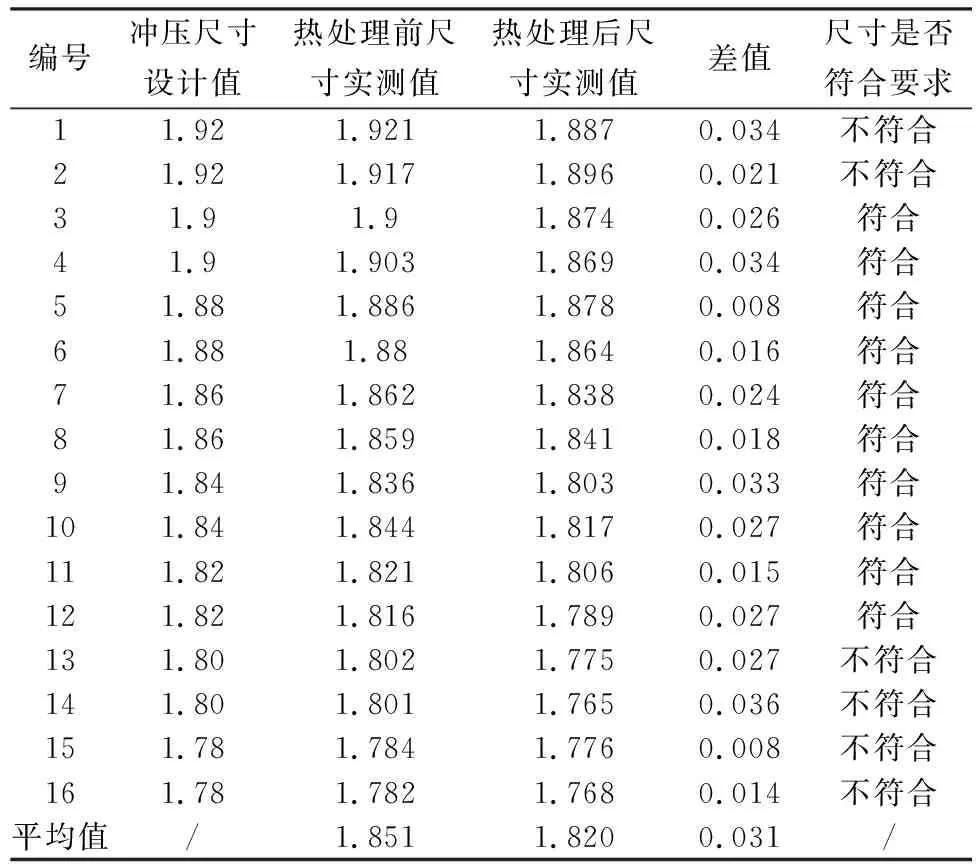
表2 條帶彈簧消應力熱處理試驗結果統計 /mm
其統計圖如圖4所示,熱處理后彈簧高度降低約0.01~0.04 mm,平均降低0.031 mm,收縮了約1.67%,其中熱處理前彈簧高度為1.816~1.9 mm時,熱處理后尺寸合格。在保證沖壓合格率前提下,經過仔細的分析和評估,暫定熱處理前沖壓尺寸為1.85±0.04 mm,這樣經熱處理后,其高度尺寸會在中值附近。

圖4 條帶彈簧消應力熱處理前后尺寸統計圖
2.2 剛凸高度尺寸補償設計試驗
剛凸外形如圖5所示,其長度約為6.6 mm,寬度為3±0.05 mm,高度名義尺寸是1.35 mm,位置度0.06;表明其尺寸最大值不能超過1.38 mm,最小值不能低于1.32 mm。與彈簧不同的是,剛凸長寬比較低,形狀近似于圓角矩形,結構緊湊,熱處理后回彈應比條帶彈簧小。為確定補償尺寸,首先做一輪工藝試驗,設計沖壓尺寸是1.4、1.38、1.36、1.34 mm共4組,每組2個試樣。

圖5 剛凸外形結構圖
表3為剛凸高度熱處理前后尺寸統計數據,其統計圖如圖6所示,熱處理后剛凸的高度尺寸變化為-0.001~0.009 mm,平均降低0.003 25 mm,收縮了約0.23%,可以認為高度近似無變化,因此可不對剛凸高度進行補償。
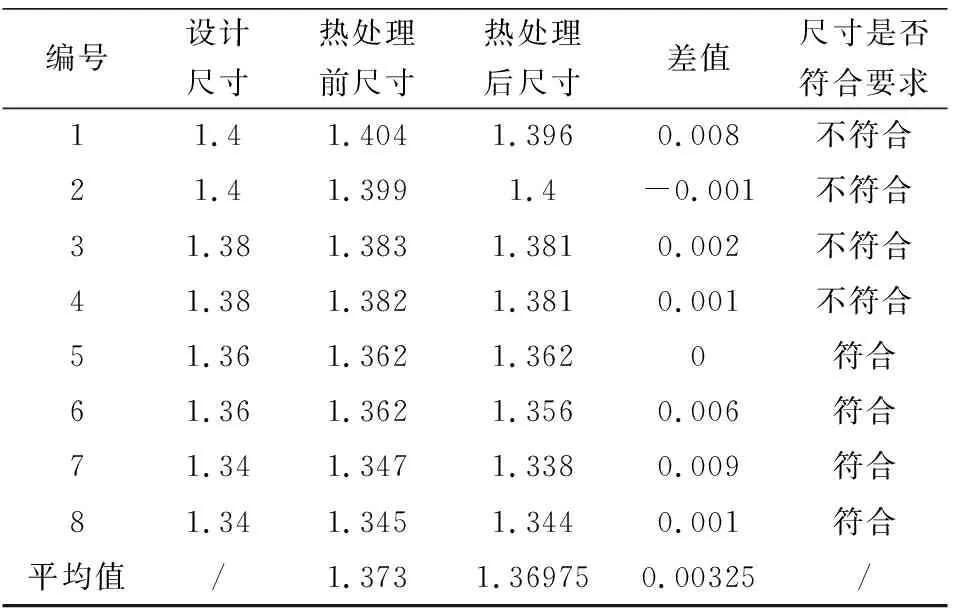
表3 剛凸高度熱處理前后尺寸對比表 /mm
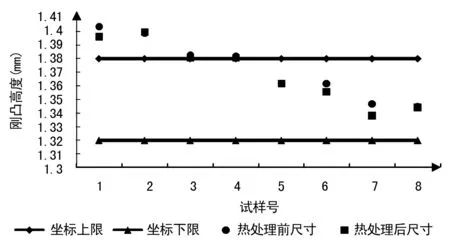
圖6 剛凸高度熱處理前后尺寸統計圖
2.3 批量熱處理工藝試驗
為驗證尺寸補償的效果,選用500片條帶,按照擬定的沖壓參數沖壓,隨后進行消應力熱處理驗證試驗。圖7為熱處理前后不同條帶的條帶彈簧高度平均值統計圖,橫坐標為不同條帶號。如圖所示,消應力熱處理后,條帶彈簧高度尺寸降低約0.02 mm,其尺寸均在技術要求范圍內。

圖7 批量熱處理前后條帶彈簧高度平均值變化統計圖
圖8為批量熱處理下,剛凸高度平均值統計圖,橫坐標為不同條帶號。如圖所示,消應力熱處理后,其高度尺寸均在技術要求范圍內且基本無變化。
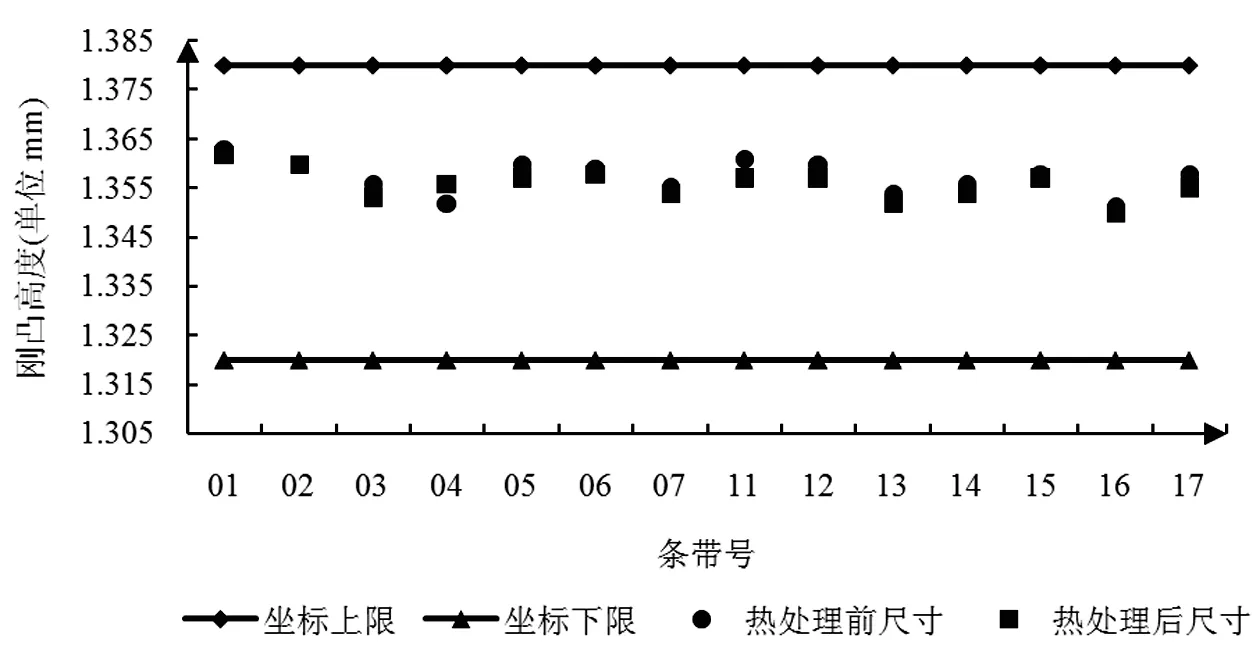
圖8 批量熱處理前后剛凸高度平均值變化統計圖
3 結束語
此實驗針對鋯合金零部件消應力熱處理后尺寸回彈問題,提出了通過尺寸補償得到合格的尺寸方法,并進行試驗驗證。結果表明,對于具有一定弧度的特征,如條帶彈簧,需要一定的尺寸補償;對于長寬比較小,具有一定剛度的特征,如剛凸,可不加尺寸補償。研究結論對類似鋯合金零部件的沖壓補償設計提供了參考。