基于S7-1200PLC的小型立體倉庫控制系統(tǒng)設(shè)計
2020-11-18 13:10:18
制造業(yè)自動化 2020年11期
(南陽理工學院,南陽 473004)
0 引言
為響應(yīng)國家智能制造戰(zhàn)略,打造數(shù)字化工廠,自動化立體倉庫越來越受到企業(yè)界關(guān)注,對其需求量和各方面性能要求越來越高。因此,對自動化立體倉庫的深入研究可以產(chǎn)生巨大的社會效益和經(jīng)濟效益[1~3]。堆垛機器人作為立體倉庫的核心執(zhí)行設(shè)備,其性能指標將會對倉儲系統(tǒng)的運行效率產(chǎn)生重大影響,包括其運行的平穩(wěn)性,高速性,定位精確性等,因此,設(shè)計一種更加可靠、高效、精準的運動控制算法具有重大現(xiàn)實意義[4,5]。基于西門子PLC S7-1200和堆垛機器人開發(fā)一套立體倉儲控制系統(tǒng),實現(xiàn)出入庫智能操作,并基于S7-1200驅(qū)動伺服系統(tǒng)提出一種新型直線插補算法,最后通過工業(yè)以太網(wǎng)實現(xiàn)倉庫與MES系統(tǒng)的遠程通信,為智能車間打下基礎(chǔ)。
1 立體倉庫總體設(shè)計
1.1 立體倉庫機械結(jié)構(gòu)設(shè)計
小型立體倉庫機械結(jié)構(gòu)主要由貨架、堆垛機器人、出入庫傳送帶和料盤組成,如圖1所示。
1)貨架:貨架由橫梁、立柱組合裝配構(gòu)成,實現(xiàn)模塊化安裝。
2)堆垛機器人:堆垛機器人是整個立體倉庫的核心工作部分,是實現(xiàn)立體倉庫出入庫的執(zhí)行機構(gòu)。堆垛機由X軸、Y軸、Z軸組成,能夠?qū)崿F(xiàn)沿X軸的水平移動、沿Z軸的垂直移動和沿Y軸的水平移動,如圖2所示。
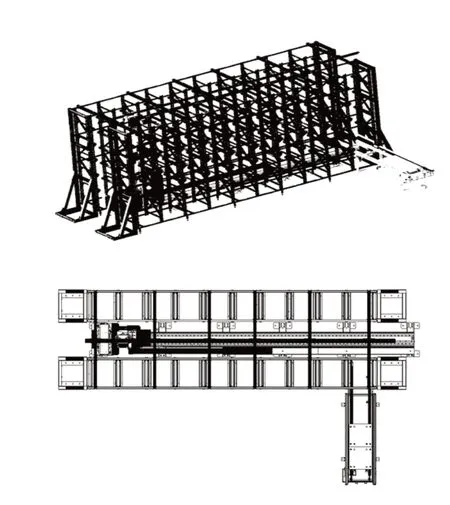
圖1 立體倉庫示意圖
1.2 控制系統(tǒng)硬件結(jié)構(gòu)設(shè)計
電氣控制系統(tǒng)是堆垛機器人及出入庫傳送帶的控制中樞,是實現(xiàn)立體倉庫出入庫動作的核心單元。整個電氣控制硬件系統(tǒng)由PLC、輸入/輸出設(shè)備、執(zhí)行設(shè)備、驅(qū)動裝置等組成。控制系統(tǒng)除了控制堆垛機和傳送帶的運行,還需要控制各種限位開關(guān)、行程開關(guān)、感應(yīng)開關(guān)以及觸摸屏等。控制柜元器件布置如圖3所示。
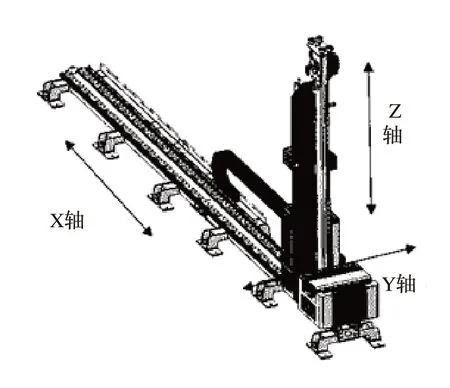
圖2 堆垛機示意圖
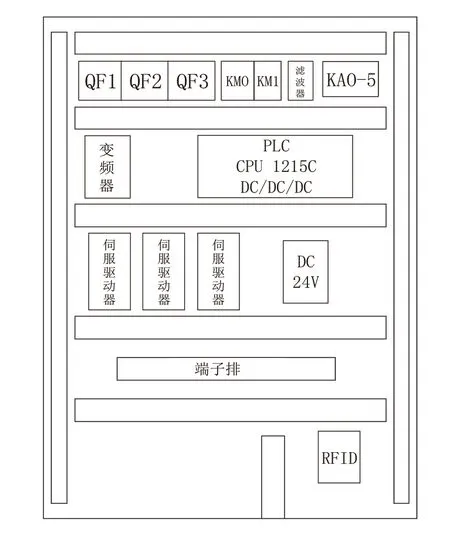
圖3 控制柜布置圖
2 控制系統(tǒng)功能實現(xiàn)
2.1 控制系統(tǒng)組態(tài)及IO配置
堆垛機的運動是由三個軸的運動實現(xiàn)的,對堆垛機運動的控制實際上是PLC對三個伺服驅(qū)動器的控制來實現(xiàn)的。另外,輸入輸出傳送帶的運動是由PLC對變頻器的控制來實現(xiàn)的。基于S7-1200 PLC的硬件組態(tài)配置如圖4所示。
控制系統(tǒng)IO配置如表1所示。
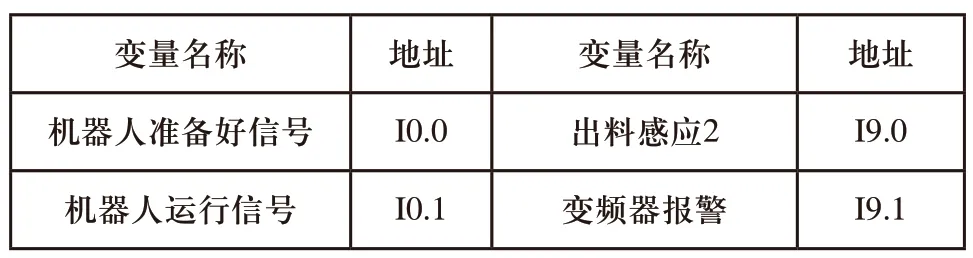
表1 I/O列表

圖4 系統(tǒng)硬件組態(tài)
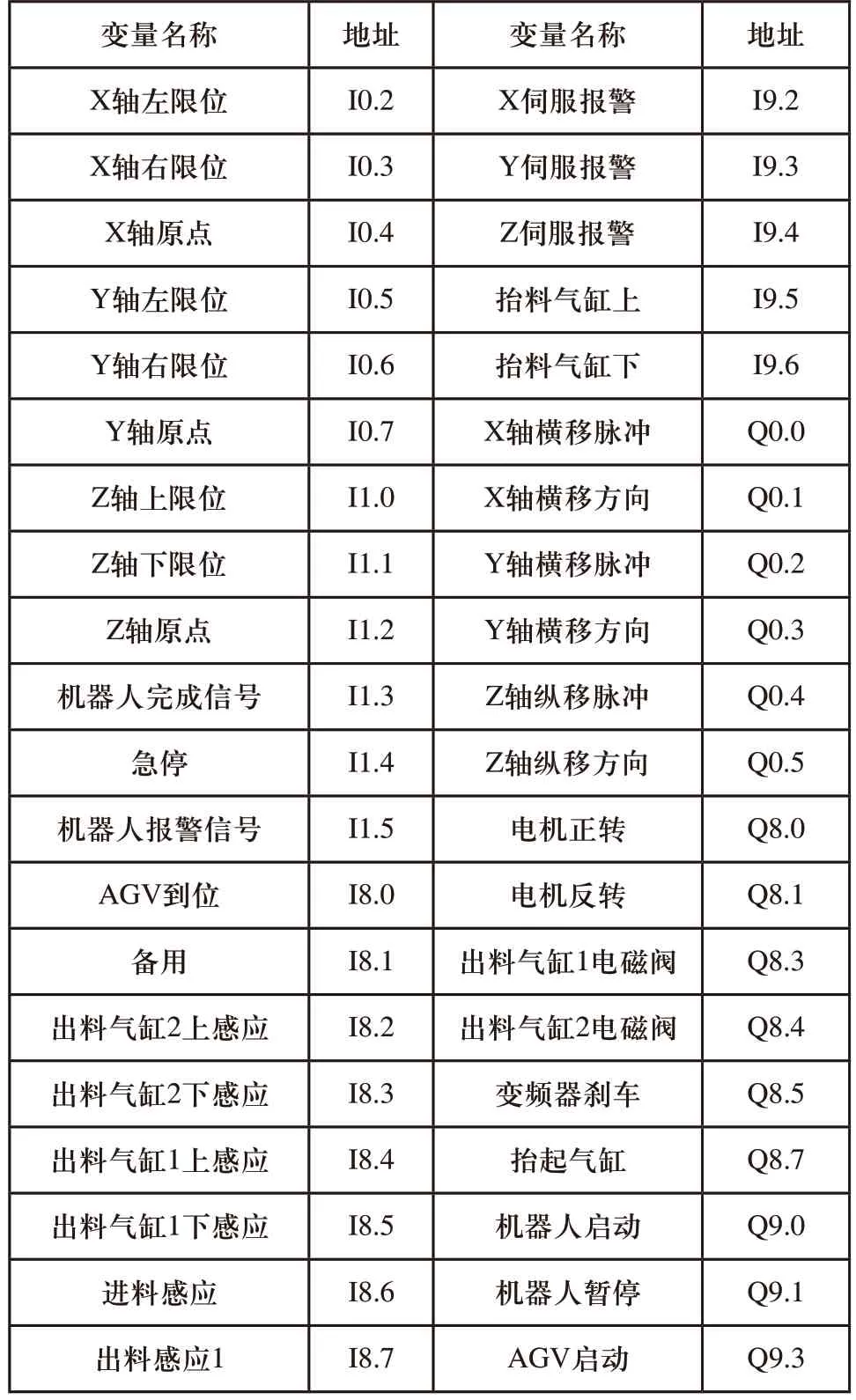
表1 (續(xù))
2.2 堆垛機器人步距計算
堆垛機X軸采用斜齒輪/齒條傳動,需要計算出齒輪與齒條嚙合時,齒輪轉(zhuǎn)動一圈行走的距離,計算過程如下:
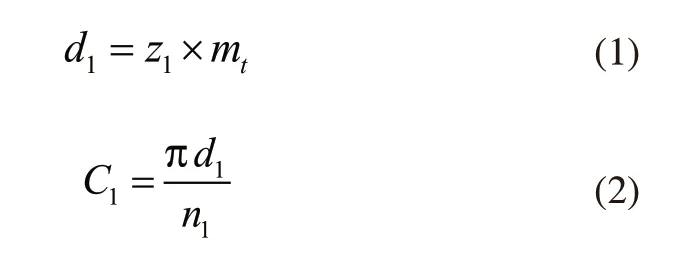
其中,已知齒數(shù)z1=25,端面模數(shù)mt=3,減速比n1=1:7,可計算出斜齒輪分度圓直徑d1(mm),分度圓周長C1(mm),分度圓周長即齒輪與齒條嚙合時齒輪轉(zhuǎn)動一圈行走的距離。計算可得C1=33.659mm,同理可計算得C2=25.004mm,C3=25.492mm。
2.3 自動認址算法設(shè)計
自動認址是指用戶給定目標貨位的行列數(shù)值后,堆垛機可以接收并識別貨位信息,然后自動移動至目標位。此功能可分為兩個步驟,第一,堆垛機自動識別目標位置。第二,堆垛機精準移動到目標位置。
本系統(tǒng)所設(shè)計的自動化立體倉庫貨架分為前后兩排,每一排有五行,十列,共94個貨位。絕對認址算法算法分析如下:
首先需要計算出每個貨倉之間的行間距和列間距,
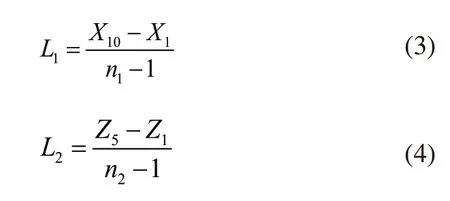
其中,X10第十列X軸坐標5255.406(mm),X1第一列X軸坐標-51.50407(mm),n1列數(shù)10列,計算可得X軸列間距L1=589.65667(mm)。Z5第五行Z軸坐標1902.563(mm),Z1第一行Z軸坐標93.13336(mm),n2行數(shù)5行,計算可得Z軸行間距L2=452.35741(mm)。接著計算出X軸、Z軸目標行列數(shù)的具體坐標:
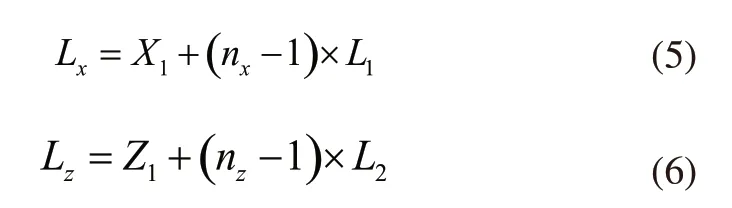
其中,X1第一列X軸坐標-51.50407(mm),L1列間距589.65667(mm),nx目標列數(shù),可計算出Lx目標列數(shù)X軸坐標。同理,可計算出Lz目標行數(shù)Z軸坐標。
計算完成后,給出X、Z軸運行速度,通過絕對定位指令(MC_MoveAbsolute),控制軸運動到指定位置。
認址算法示意圖如圖5所示。
2.4 直線插補算法設(shè)計
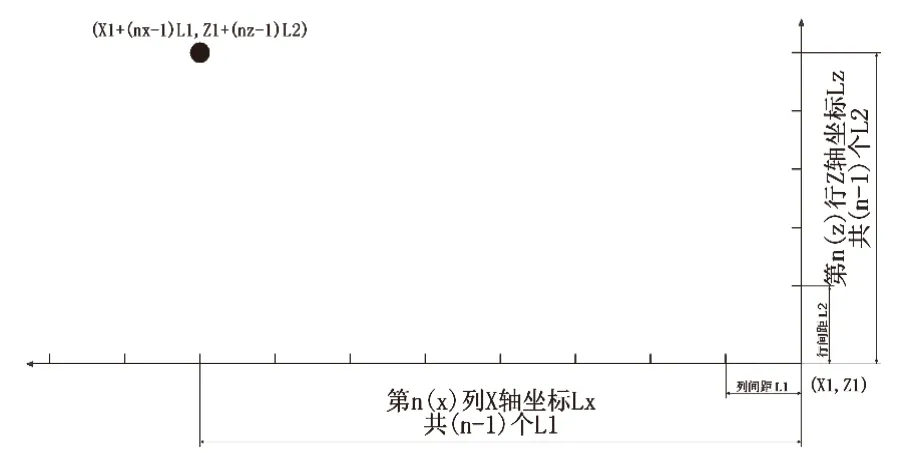
圖5 認址算法示意圖
自動化立體倉庫體積龐大,倉格數(shù)量多,目前大多數(shù)立體倉庫沒有對堆垛機X軸、Z軸的運行速度和路徑進行優(yōu)化,這導(dǎo)致了出入庫的效率較低,嚴重影響了立體倉庫的性能,所以可將數(shù)控系統(tǒng)中的直線插補思想應(yīng)用到立體倉庫中,對運行速度和路徑進行優(yōu)化,提高立體倉庫運行效率。故本課題在實現(xiàn)X、Z軸自動定位的基礎(chǔ)上,設(shè)計了一種新型直線插補算法,極大簡化了程序結(jié)構(gòu),減少了運算量。
設(shè)置X軸和Z軸的速度范圍,以X軸速度為基準,分別計算出X軸與Z軸的運行距離,根據(jù)X軸速度和距離計算出X軸的運行時間,將此時間設(shè)置為基準時間,最后根據(jù)基準時間和Z軸距離計算出Z軸速度。
具體算法如下:
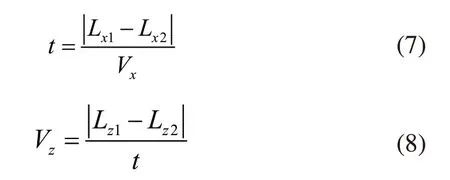
其中,t軸運行時間(s),Lx1目標列數(shù)坐標值(mm),Lx2X軸當前坐標值(mm),VxX軸自動運行速度,Lz1目標行數(shù)坐標值(mm),Lz1Z軸當前坐標值(mm),可算得VzZ軸自動運行速度。最后將所得X、Z軸速度賦值給自動定位模塊,控制兩軸以直線插補形式移動到目標位置。
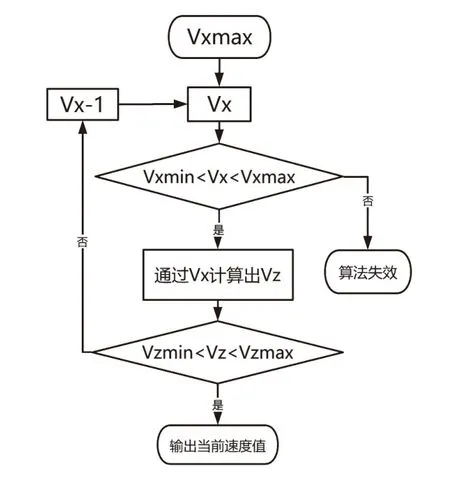
圖6 插補算法流程圖
2.5 組態(tài)監(jiān)控
本地監(jiān)控畫面包括初始畫面、自動運行畫面、手動運行畫面、參數(shù)配置畫面、IO監(jiān)控畫面,其中自動運行畫面如圖7所示。

圖7 自動運行監(jiān)控畫面
自動運行模式下,可以看到X、Y、Z軸當前位置、速度、堆垛機目標貨架行和列、出入庫情況。另外,該系統(tǒng)還可以實現(xiàn)與上位機通信,遠程控制出入庫動作,在此不再深入敘述。
3 結(jié)語
本文基于S7-1200,運動伺服驅(qū)動技術(shù),設(shè)計了基于堆垛機的立體倉庫控制系統(tǒng)。對立體倉庫控制系統(tǒng)的硬件選型、組態(tài)配置、自動認址、直線插補、監(jiān)控等進行了深入研究。實現(xiàn)了手動運行模式、自動運行模式及上位機遠程模式下的出入庫操作。提出的直線插補算法優(yōu)化了出入庫路徑,有效地提高了立體倉庫的出入庫效率。
