醋酸乙酯的生產工藝研究進展及其市場分析
2020-11-14 10:51:56巨婷婷李小東朱冬梅
廣州化工 2020年21期
巨婷婷,李小東,王 鈺,朱冬梅
(蘭州理工大學技術工程學院,甘肅 蘭州 730050)
醋酸乙酯是一種具有水果香味,外觀為無色透明的油狀液體。在有機合成領域,醋酸乙酯既可以在涂料、纖維、人造革的生產過程中作為溶劑被使用,又可以在印刷油墨生產領域被用作為一種性能優良的黏合劑,在精細化學品的生產中它還可以作為香料、表面活性劑和食品添加劑被使用[1]。
1 醋酸乙酯的合成方法
目前,傳統的醋酸乙酯生產方法主要有乙酸酯化法、乙醇脫氫法、乙酸/乙烯加成法和乙醛縮合法四種。其中乙酸酯化法和乙醛縮合法在工業生產領域中的應用最為廣泛[2]。
1.1 乙酸酯化法
乙酸酯化法[3]是乙酸和乙醇為原料,在濃硫酸作用下發生酯化反應生成醋酸乙酯。反應方程式如下:
乙酸酯化法的優點是工藝開發早,生產技術成熟,操作原理簡單易懂且原料供應充足。不足之處在于此反應以濃硫酸為催化劑,對設備腐蝕嚴重,反應產生的廢液成分復雜且分離困難容易造成環境污染;轉化率不高且在常溫下反應物與產物容易混合形成共沸物,分離與提純的難度大。乙酸酯化法制取醋酸乙酯的工藝流程如圖1所示。
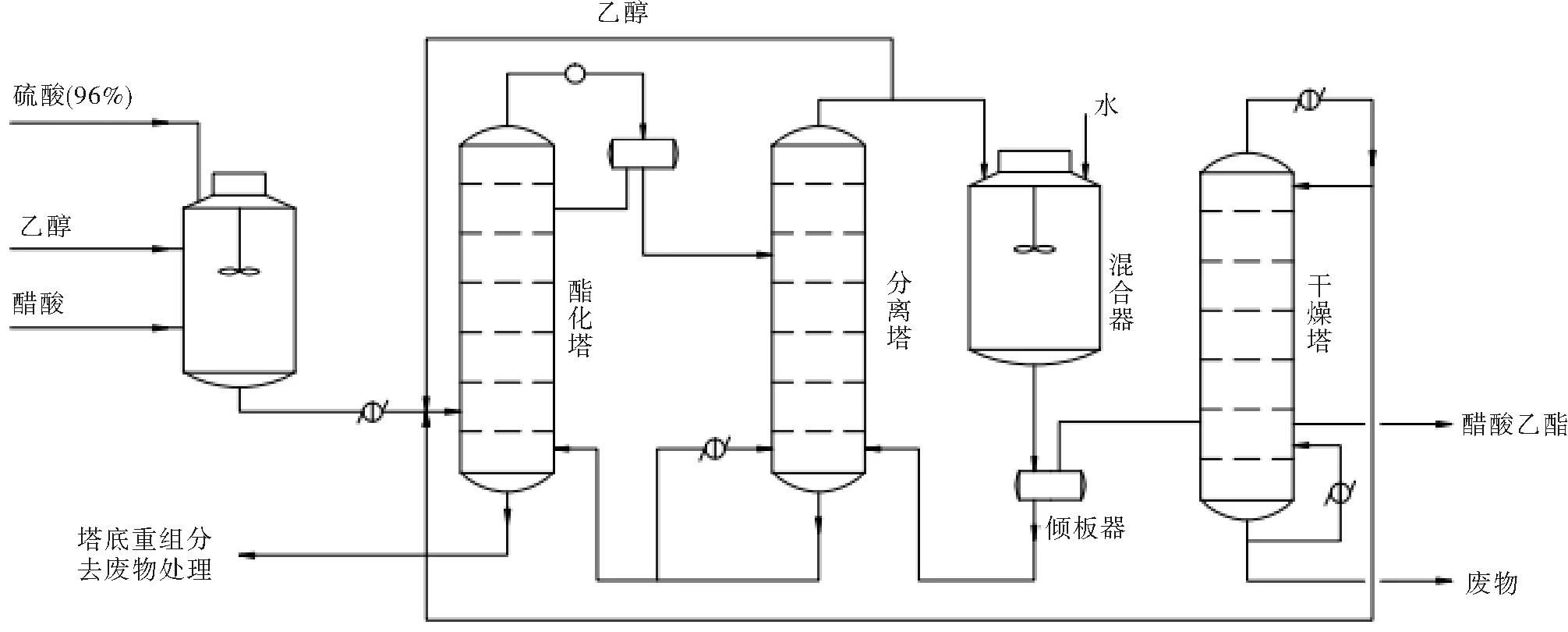
圖1 乙酸酯化法制取醋酸乙酯的工藝流程
近年來,濃硫酸已經被固體酸、離子液體和雜多酸催化劑所取代,這種固體超強酸催化劑具有選擇性好,反應速率快對設備腐蝕小對環境污染小,催化劑穩定的特點。雜多酸是一類由兩種及以上無機含氧酸縮合生成的多元酸的統稱,具有良好的穩定性和催化活性,不揮發,對熱穩定,環境污染小的優勢[4]。
1.2 乙醇脫氫法
乙醇脫氫法,又稱乙醇脫氫一步法,是采用銅基催化劑使得乙醇脫氫生產醋酸乙酯和氫氣,反應方程式如下:

生成的醋酸乙酯再通過加壓精餾和減壓精餾得到純度較高的醋酸乙酯。這一方法的優點是主反應打副產物只有氫氣,故理論收率較乙酸酯化法較高;反應物乙醇可以通過可再生資源得到,成本低廉;采用銅基催化劑不會生成大量的含酸廢水,對環境污染小,且對設備腐蝕較小,設備費較乙酸酯化法低;缺點是催化劑使用后為避免氧化需用保護氣保護,過程繁瑣,適合大化工生產。
1.3 乙醛縮合法
醋酸乙酯在國外通常使用乙醛縮合法[5]生產,是由乙醛在三乙氧基鋁作催化劑的條件下縮合而生成醋酸乙酯,反應方程式如下:
乙醛縮合法生產由催化劑的制備、反應、分離和精餾四部組成,工藝流程如圖2所示。乙醛縮合法與酯化法相比,生產成本低,設備腐蝕小,生產過程中產生的三廢少,對環境污染小[6]。
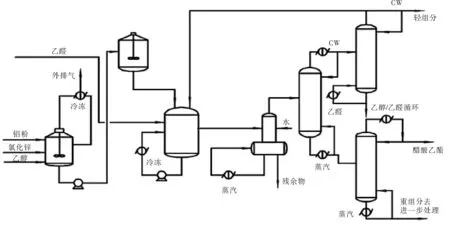
圖2 乙醛縮合法制取醋酸乙酯的生產工藝流程
1.4 醋酸加氫法
醋酸加氫法使用醋酸和氫氣為原料,在催化劑存在的條件下發生還原反應生成乙醇,再由乙醇與醋酸發生酯化反應生成醋酸乙酯,最終實現醋酸加氫間接生產醋酸乙酯的目的,這種方法的優點是具有較高的時空收率,能耗低,減少了購進乙醇的步驟成本低[7]。
2 精制方法
2.1 傳統方法
由醋酸酯化法制備醋酸乙酯的生產方法主要是由酯化塔、脫水塔、精制塔和回收塔四塔連續生產的工藝過程。反應物和催化劑從酯化塔塔釜連續進入酯化塔,塔頂對產物醋酸乙酯和水還有未反應完的乙醇進行連續采出,經塔頂冷凝器對采出組分冷凝后進入分層器分層,上層有機相分水后一部分回流至酯化塔,一部分至回收塔回收未反應的乙醇另一部分采出至脫水塔脫水。脫水塔頂采冷凝分水后部分回流至脫水塔,另一部分至回收塔回收未反應的乙醇;塔釜重組分至精制塔對醋酸乙酯提純。精制塔頂采經冷凝器冷凝后部分采出至產品儲罐,部分回流至精制塔;塔釜重組分至回收塔回收未反應的乙醇。回收塔頂采向酯化塔補充乙醇,釜采為含酸廢水,向三廢處理車間輸送脫酸。這一方法的缺點是恒沸組成的含水量和常溫下部分互溶的含水量相差很小,而醋酸乙酯的帶水能力很差,這就需要酯化塔和精制塔要有很大的回流比。結果使醋酸乙酯的生產能耗很高[6]。
2.2 添加促進劑萃取精餾提純
邱學青等[8]通過促進劑的篩選、促進劑添加量對分離效果的影響、溫度對分離效果的影響、酯相中促進劑含量分析、促進劑循環利用的穩定性等五方面進行實驗以及流程改進前后的熱量衡算研究,得到結論為:促進劑CM,CL可以在常溫改變體系醋酸乙酯-水和醋酸乙酯-乙醇-水的互溶度,從而在萃取比為0.6,用CM,CL萃取液經三級錯流萃取后,有機相中醋酸乙酯的濃度從89%提高至 98.8%,水的濃度降至0.6%。經熱量衡算數據表明,這一新的分離方法可比傳統的工藝方法節能40%。因此,通過添加促進劑來增加醋酸乙酯和水的易分離系數,同時降低水中醋酸乙酯的含量,減少回收能耗,且其工藝穩定,促進劑回收容易,適應于工業生產醋酸乙酯。
2.3 加飽和鹽水萃取脫水精制
在用醋酸和乙醇生產醋酸乙酯的工藝過程中,為了提高酯相的帶水能力,減少回流比來達到節能的目的,雷良恒[9]提出可采用飽和鹽水萃取脫水精制的工藝,這種工藝的特點是把鹽加入到體系當中,使極性大的水分子聚集在鹽離子周圍,使酯的含水量減少,來提高回流酯相的帶水能力。經過100 t/a醋酸乙酯的中試實驗證實,在三元混合體系中加入乙酸鉀,同樣的產能下,這一工藝可以節能25%,增產30%。
2.4 萃取反應精餾精制
天津大學李永紅等[10]實驗證實:乙酸能夠有效的改變乙醇、醋酸乙酯和水三元共沸物的組成,當乙酸的摩爾分率為0.17時,三元共沸變為水和醋酸乙酯的二元共沸。優點是反應物乙酸可以作為萃取精餾段的質量分離劑,簡化了工藝流程,降低了能耗。
3 醋酸乙酯的市場分析
2019年我國醋酸乙酯生產采用醋酸酯化法且達到300 kt/a的生產廠家有江蘇索普集團公司、江門謙信化工發展公司、山東金沂蒙生物科技有限公、江蘇南通聯海生物科技有限公司等,采用乙醇脫氫法的生產廠家有山東海化股份有限公司、江陰百川化學工業有限公司、吉林燃料乙醇有限公司。通過市場分析截止2019年6月,我國醋酸乙酯產能達3950 kt/a,而我國2018年醋酸乙酯的消費量才1044 kt/a,其中還包括出口了457.4 kt[11]。
由以上數據不難看出,我國醋酸乙酯生產工藝主要為醋酸酯化法,其原因是國內甲醇羰基合成醋酸的裝置多,使醋酸產量大,價格便宜,醋酸酯化法生產醋酸乙酯的原料成本較其他三種工藝低得多[12]。
醋酸乙酯在我國的消費結構和其他國家有著很大的差別。在歐美國家,醋酸乙酯主要被用來生產生產涂料,日本主要用于涂料和油墨,而在中國黏合劑、涂料和制藥行業是醋酸乙酯的醋酸乙酯最大的消費領域。近幾年來,我國經濟的快速增長,隨之帶來的是黏合劑、涂料和制藥各行業對醋酸乙酯需求量的進一步上漲[12]。
4 結 語
當前不論是國內還是國外,醋酸乙酯的生產方法主要還是以酯化法、乙醇脫氫一步法和乙炔縮合法為主。傳統的生產工藝已經非常成熟,工藝和生產技術均趨于穩定,但不論從市場
需求還是生產廠商的利益出發,現有的技術越來越不能滿足需求,所以今后開發新的、高效的、節能的、對環境負荷小的生產工藝;開發新型高效的催化劑;開發更加具有優勢的提純技術;開發新的醋酸乙酯下游產品。以此催生更多下游企業、產品持續、穩定、健康發展。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
中國軍轉民(2017年6期)2018-01-31 02:22:28
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
汽車零部件(2014年11期)2014-09-18 11:57:16
應用化工(2014年3期)2014-08-16 13:23:50