某車型保險杠注射模設(shè)計
2020-11-03 07:24:44谷達(dá)遠(yuǎn)尹紅靈
模具工業(yè) 2020年10期
谷達(dá)遠(yuǎn),尹紅靈
(1.長安福特汽車有限公司,重慶 401329;2.上海交通大學(xué) 材料科學(xué)與工程學(xué)院,上海 200030)
0 引言
保險杠是汽車重要零部件之一,是裝飾轎車外形部件,不僅具有裝飾功能,而且還具有吸收和緩和外界沖擊力、保護(hù)前后車體及行人安全的功能。以前汽車前后保險杠采用鋼板沖壓成槽鋼,與車架縱梁焊接或鉚接在一起,與車身存在較大的間隙,外觀不美觀。隨著汽車工業(yè)的發(fā)展和工程塑料在汽車工業(yè)的應(yīng)用,汽車保險杠作為重要的安全裝置也進(jìn)行了革新。目前汽車前后保險杠除了保持原有的保護(hù)功能外,還要追求與車體整體造型的和諧統(tǒng)一以及輕量化。
隨著塑料保險杠的應(yīng)用,國內(nèi)科技人員在保險杠模具設(shè)計方面進(jìn)行了不少研究。袁瑩瑩[1]運用MoldFlow軟件對保險杠充模過程進(jìn)行了分析,研究了影響保險杠翹曲變形的因素;余玲等[2]基于Mold-Flow軟件對汽車保險杠模具澆注系統(tǒng)進(jìn)行了優(yōu)化設(shè)計;李仕成等[3]運用CAD軟件Creo設(shè)計汽車后保險杠注射模,并采用該軟件的simulate模塊對熱流道系統(tǒng)進(jìn)行了傳熱分析,研究熱流道系統(tǒng)中熱噴嘴功率和加熱棒的數(shù)量、布置方式、加熱功率對熱流道系統(tǒng)溫度場的影響;馮志新[4]研究了汽車保險杠注射工藝參數(shù)的優(yōu)化方法,并以注射成型過程中熔體溫度、模具溫度、保壓時間3個因素為試驗因子,以最大鎖模力和成型后的最大翹曲變形量為目標(biāo)進(jìn)行了試驗設(shè)計,最終得到了多目標(biāo)優(yōu)化的方法和參數(shù)優(yōu)化方案;胡學(xué)川[5]通過模流分析軟件Mold-Flow對某汽車前保險杠的注射成型過程進(jìn)行仿真,確定了澆口數(shù)量和位置,實現(xiàn)澆注系統(tǒng)的平衡與優(yōu)化。這些研究都側(cè)重于模流分析在優(yōu)化工藝參數(shù)和澆口位置及數(shù)量方面的運用,而要獲得合格的保險杠,制品設(shè)計、模具設(shè)計、注射工藝等各階段都很重要,尤其模具設(shè)計階段起著決定性作用。
現(xiàn)綜合運用CAD/CAE技術(shù)對某車型保險杠進(jìn)行了模具設(shè)計與模流分析,解決了模具設(shè)計過程中的難點,獲得了合格的制品。
1 制品結(jié)構(gòu)特征分析
保險杠結(jié)構(gòu)如圖1所示,外觀質(zhì)量要求較高,外形尺寸為1 910 mm×640 mm×781 mm,平均厚度為2.8 mm。制品材料為TEO+20%Td,該材料采用低密度礦物質(zhì)填充,減輕制品質(zhì)量的同時保持傳統(tǒng)高密度制品的所有性能,具有較好的工藝性能。該保險杠除存在卡扣結(jié)構(gòu)外,兩側(cè)還存在倒扣,如圖1(b)所示。該保險杠注射成型的難點有:①澆注系統(tǒng)設(shè)計;②模具分型面設(shè)計;③推出系統(tǒng)設(shè)計;④冷卻系統(tǒng)設(shè)計。

圖1 保險杠結(jié)構(gòu)
2 模具方案
2.1 澆口數(shù)量和澆口位置的確定
首先根據(jù)經(jīng)驗確定澆口的位置和數(shù)量,然后通過模流分析驗證方案的可行性并預(yù)測潛在的風(fēng)險,從而對澆口方案進(jìn)行優(yōu)化設(shè)計。保險杠模具設(shè)計過程中,從澆口數(shù)量的選擇、澆口位置的確定到流道平衡及順序閥開閉時間的控制等都重要,過去僅憑經(jīng)驗設(shè)計,因此需要經(jīng)過多次試模與修模,造成模具開發(fā)周期延長,增加了制造成本。在該保險杠模具開發(fā)過程中,將模流分析作為標(biāo)準(zhǔn)流程,根據(jù)經(jīng)驗確定圖2(a)所示的進(jìn)澆方案,通過仿真分析發(fā)現(xiàn)熔接痕位置不滿足成型要求,制品翹曲變形也較大,根據(jù)仿真結(jié)果更改澆口位置,采用順序閥控制澆口的開閉時間,同時對澆注系統(tǒng)和冷卻系統(tǒng)進(jìn)行優(yōu)化設(shè)計,縮短了模具開發(fā)周期,避免了潛在的風(fēng)險,提升了制品成型質(zhì)量并降低了制造成本。優(yōu)化后的方案仿真結(jié)果如圖2(b)所示,一方面通過調(diào)節(jié)澆口的位置和順序閥的開閉時間,改變了熔接痕的位置,另一方面設(shè)置合理的冷卻系統(tǒng)改善了制品的翹曲變形,翹曲量由7.4 mm降至5.8 mm。

圖2 2種進(jìn)澆方案翹曲量比較
根據(jù)注射仿真分析與優(yōu)化,保險杠模具的進(jìn)澆方案如圖3所示,設(shè)置了10個進(jìn)澆點,采用熱流道順序閥轉(zhuǎn)普通流道的澆注系統(tǒng)。澆口尺寸如下:①澆口1為扇形搭接澆口,始端尺寸為20 mm×5 mm,末端尺寸為100 mm×1.8 mm;②澆口2、3、4、5、6為矩形搭接澆口,始端尺寸為20 mm×5 mm,末端尺寸為20 mm×1.8 mm;③澆口7、8、9、10為扇形搭接澆口,始端尺寸為12 mm×10 mm,末端尺寸為20 mm×1.8 mm。熱流道與型腔之間的普通流道尺寸(U形)為12 mm×10 mm。熱流道尺寸(圓形)為?22 mm。順序閥的開放順序為澆口1、2→澆口5、6→澆口3、4→澆口7、8→澆口9、10。
2.2 模具分型
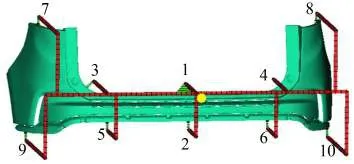
圖3 進(jìn)澆方案
保險杠模具設(shè)計中主要有2種分型,即外分型和內(nèi)分型,如圖4所示。外分型是傳統(tǒng)分型方式,分型面是制品在主拔模方向的最大外形輪廓線處,模具結(jié)構(gòu)和推出機(jī)構(gòu)簡單,成型周期比內(nèi)分型短,缺點是制品表面出現(xiàn)分型線的風(fēng)險較大,噴涂時需增加打磨工序,增加人工成本,且該保險杠外觀質(zhì)量要求高,故不采用。
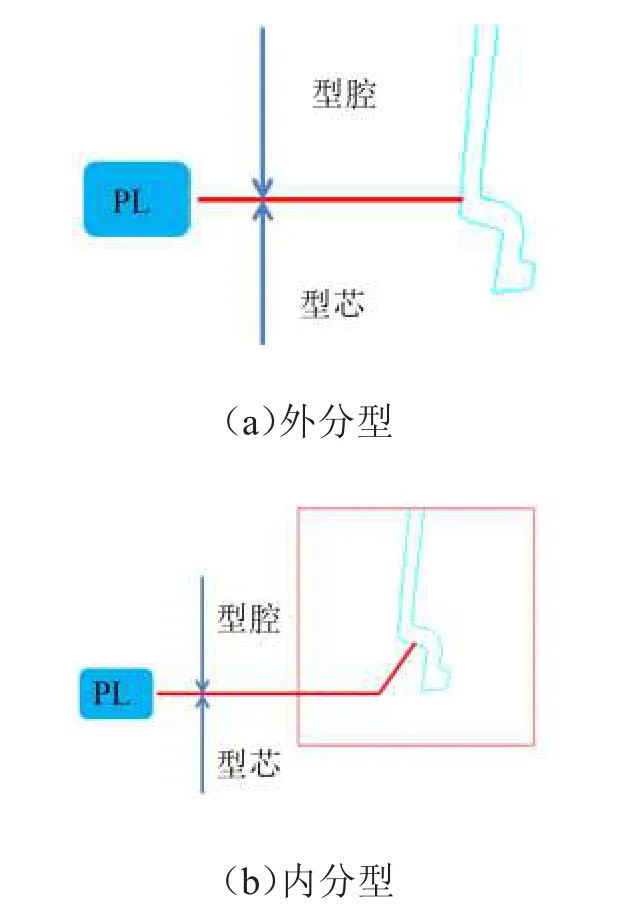
圖4 模具分型
內(nèi)分型可以避免分型線的問題,因為內(nèi)分型的分型面在非外觀面,設(shè)置在保險杠周圍翻邊圓角的內(nèi)側(cè),避免了制品表面產(chǎn)生缺陷。為了實現(xiàn)模具的內(nèi)分型,模具結(jié)構(gòu)上通過二次變軌軌道控制技術(shù),一次性將保險杠注射成型,保證了保險杠的外觀質(zhì)量,減少了加工工序,節(jié)約了加工成本。但該技術(shù)難度較大,技術(shù)風(fēng)險也較高,模具成本高于外分型模具,但生產(chǎn)的保險杠外觀美觀,在中高檔汽車保險杠模具中廣泛應(yīng)用。為了保證該保險杠的外觀質(zhì)量,從模具結(jié)構(gòu)、價格和成本等多方面綜合考慮,采用內(nèi)分型技術(shù)進(jìn)行模具設(shè)計。
2.3 推出系統(tǒng)
根據(jù)分型面的不同,保險杠模具的推出方式也不同。采用外分型的模具一般采取一次推出,機(jī)械推出和液壓推出均可。采用內(nèi)分型的模具推出系統(tǒng)較復(fù)雜,需要采用多次推出,機(jī)械推出不能滿足要求,需采用液壓缸和氮氣彈簧。液壓推出過程平穩(wěn),對模具零件沖擊較小,成型周期較長且有漏油的風(fēng)險,而氮氣彈簧推出迅速,對模具零件沖擊大,模具零件強(qiáng)度要求高,成型周期比液壓推出短。成型該保險杠模具采用三級推出機(jī)構(gòu),如圖5所示,第一級推出40 mm,與開模同步,利用液壓缸活塞桿實現(xiàn)制品脫出定模,第二級推出160 mm(見圖6),開模完成后依靠注塑機(jī)頂桿推出,兩端倒扣脫離斜推桿,如圖7所示,制品從動模脫出;第三級推出85 mm,利用液壓缸活塞桿推出,斜推桿和推桿實現(xiàn)制品從大推塊上脫出(見圖7和圖8),最后機(jī)械手取件。

圖5 三級推出機(jī)構(gòu)

圖6 第二級推出
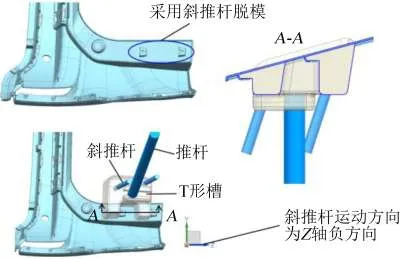
圖7 斜推桿機(jī)構(gòu)
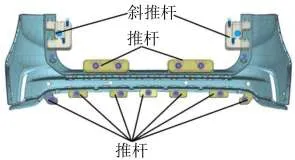
圖8 第三級推出
保險杠模具結(jié)構(gòu)復(fù)雜,需要對推出的上止點和復(fù)位的下止點進(jìn)行精準(zhǔn)控制。保險杠上有較多卡扣,須采用斜推桿機(jī)構(gòu)才能實現(xiàn)脫模,其結(jié)構(gòu)設(shè)計見圖7。另一個推出難點是倒扣脫模,采用斜推桿和拉塊實現(xiàn)倒扣脫模,如圖9所示,模具第一級推出40 mm,斜推塊后退,讓出變形空間,拉塊將制品拉變形(彈性變形)脫模。
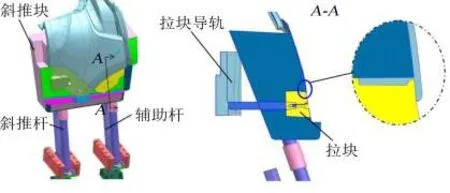
圖9 倒扣脫模機(jī)構(gòu)
2.4 溫度調(diào)節(jié)系統(tǒng)
保險杠注射成型中,模具溫度直接影響制品的成型質(zhì)量(變形、尺寸精度、力學(xué)性能和表面質(zhì)量)和生產(chǎn)效率,因此需要根據(jù)材料性能與成型工藝的要求進(jìn)行溫度調(diào)節(jié)系統(tǒng)設(shè)計。保險杠模具的溫度調(diào)節(jié)系統(tǒng)包括熱流道加熱系統(tǒng)和冷卻系統(tǒng),冷卻采用水冷即可。熱流道加熱系統(tǒng)由熱流道企業(yè)提供,現(xiàn)主要考慮冷卻系統(tǒng)設(shè)計。
如果保險杠冷卻不均勻容易導(dǎo)致翹曲變形,產(chǎn)生質(zhì)量缺陷。保險杠模具水路的設(shè)計除了遵循模具冷卻系統(tǒng)設(shè)計的一般原則[6]外,還有以下設(shè)計特點:①沿制品形狀設(shè)計隨形水路,盡可能使所有冷卻管道與型腔表面的距離相等,保證均勻冷卻,減小制品翹曲變形量,冷卻水路如圖10所示;②水孔直徑為?15 mm,水井直徑為?24 mmn,保證了足夠的傳熱面積;③水路之間間距為60 mm,水路距型腔表面為25 mm,距其他非膠位面>15 mm;④模具采用集中供水方式,設(shè)計集水塊與注塑機(jī)連接;⑤單組冷卻回路的長度保證在3 m以內(nèi),進(jìn)、出口冷卻水溫差在2℃以內(nèi);⑥為減少保險杠的變形,動、定模溫度獨立控制,動模溫度高于定模溫度5℃。

圖10 模具冷卻水路排布
3 試模結(jié)果
模具制造完成后在HTF3300注塑機(jī)上進(jìn)行試模,材料牌號為TYC 1152X C2,注射成型工藝參數(shù)設(shè)置為料筒溫度230℃、注射壓力11 MPa、保壓壓力7 MPa、成型周期55 s。試制的制品質(zhì)量為3.61 kg,達(dá)到制品要求,成型的保險杠如圖11所示。

圖11 保險杠實物
4 結(jié)束語
根據(jù)保險杠模具的設(shè)計過程,得到如下結(jié)論。
(1)采用計算機(jī)輔助設(shè)計技術(shù)和計算機(jī)仿真模擬技術(shù),縮短了保險杠模具開發(fā)周期,降低了開發(fā)成本,保證了制品成型質(zhì)量。
(2)在保險杠模具設(shè)計中,澆口方案的選擇對制品變形影響較大,實踐證明通過注射成型仿真分析確定澆口方案是快捷有效的方法。
(3)隨形冷卻水路雖然增加了加工難度,但是提高了保險杠模具冷卻系統(tǒng)的散熱效率,縮短成型周期,保證制品均勻冷卻,也保證了制品的成型質(zhì)量。
(4)采用多級推出系統(tǒng)實現(xiàn)了保險杠的脫模,多級推出系統(tǒng)是實現(xiàn)該保險杠成型質(zhì)量的最后保證。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中華詩詞(2020年1期)2020-09-21 09:24:52
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00