一模多件沖壓滑移線控制研究
2020-11-03 07:24:32蘇傳義
模具工業 2020年10期
趙 鋒,蘇傳義,趙 超,王 力
(一汽奔騰轎車有限公司,吉林 長春 130012)
0 引言
為了適應汽車行業的快速發展,以更低的制造成本實現更復雜的造型一直是沖模領域追求的目標。隨著沖壓技術的發展,目前國內一模多件設計不斷增加,如四門外板的一模四件、后背門外板的一模三件等。一模三件生產的后背門外板,3個單件成形工藝差異性較大,沖壓生產準備工作難度大,尤其當外板產生滑移線時,難以處理。現主要介紹后背門內、外板采用一模三件生產工藝時,外板上部滑移線產生的原理與控制方法。從板料定位、拉深收料線、工藝造型、拉深筋形狀及數量等方面,結合CAE模擬分析,總結了后背門外板滑移線的控制方法。
1 沖壓滑移線問題分析
1.1 問題描述
后背門外板滑移線缺陷如圖1所示,后背門外板上部表面棱線附近存在5 mm滑移線,且后背門外板上部左右兩端缺陷和滑移線位置對應,該滑移線與產品棱線形成的凹坑屬于不可接受缺陷,必須消除。

圖1 后背門外板滑移線
1.2 外板上部滑移線成因分析
通過CAE軟件進行分析時,在拉深成形過程中考慮工藝型面、板料對中狀態與進料分析對滑移線的影響,并結合實際成形,分析考慮拉深件實際出件進料狀態、階段成形狀態,通過二者對比分析確定影響因素。
1.2.1 拉深模擬分析
(1)拉深成形分析。為了保證后背門外板上、下部同時在凹模內成形充分,上、下部交接處設計工藝補充,如圖2(a)所示。減薄率分析如圖2(b)所示,圓圈處的減薄區域對應滑移線區域。

圖2 后背門外板成形分析
(2)拉深工藝補充面分析。為了保證后背門外板上、下部交接的不同角度成形充分,其交接處設計的工藝補充拔模角加大20°,且工藝補充高度與拔模角由內向外逐漸加大加深。工藝補充拔模角為51°,如圖3所示,工藝補充最深區域對應滑移線區域。

圖3 后背門外板上、下部交接處工藝補充面
(3)板料對中位置。由于要降低材料成本,板料外輪廓尺寸必須滿足材料利用率,為此在模擬分析時考慮小尺寸板料不對稱進料的對中問題。由于板料尺寸限制,進料摩擦力對板料對中的影響逐步加大,后背門外板不對稱法蘭邊狀態及對中位置如圖4所示。

圖4 后背門外板不對稱法蘭邊狀態及對中位置
(4)拉深進料線分析。板料進料線位置合理既保證了內部成形需要,又保證了拉深件不出現失效現象,后背門外板上、下部進料線顯示的數值已達到內部成型性的極限狀態(見圖5),可調裕度為零。
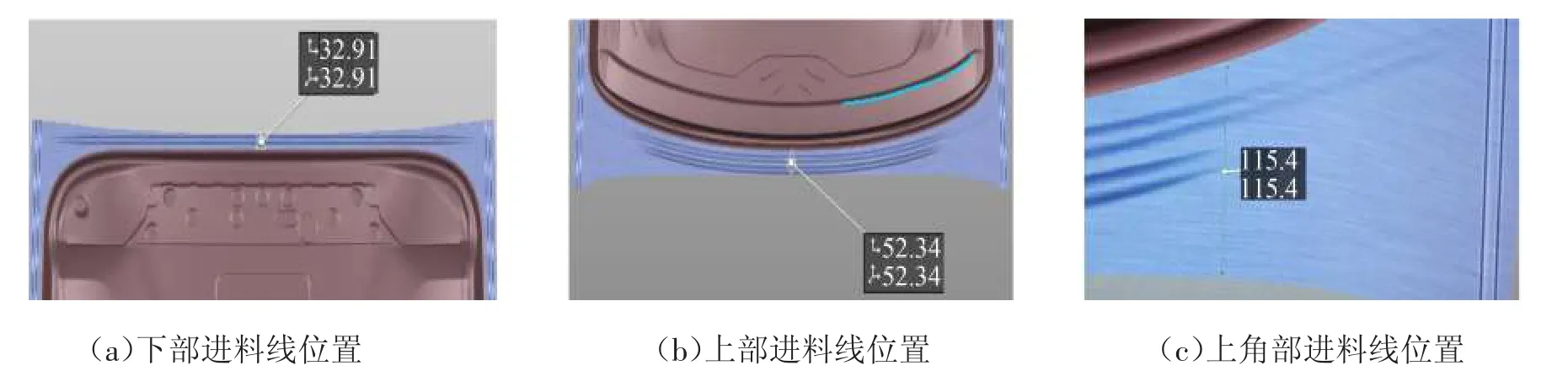
圖5 后背門外板上、下部板料進料線模擬狀態
(5)拉深滑移線分析。合理的進料狀態保證了內部成形需要,但無法保證內部成形的均衡狀態,在模擬分析中后背門外板上部出現滑移線(見圖6),滑移距離為2.349 mm。
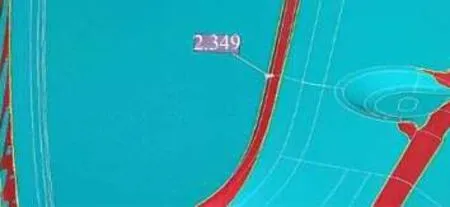
圖6 后背門外板上部滑移線狀態
后背門外板上、下部位在同一個凹模內成形復雜,既要保證成形深度較淺的下部與成形深度較深的上部同時成形充分,又要控制零件回彈,因此工藝設計時在對接處增加了反成形工藝補充,在造型下行曲線的兩側(見圖2(a)圓圈處)進行深度漸變且角度漸大的工藝補充面設計。內部成形需要外部進料控制,在滿足材料利用率的前提下,板料對中位置會向成形深度較深的一側偏移,選擇合理的摩擦因數算出理論進料線位置,控制整體成形狀態。雖然對各方面進行了考慮,但模擬結果中依然存在滑移線。
1.2.2 拉深件分析
實際成形過程中,后背門外板上部多進料12 mm,下部少進料6 mm,如圖7所示,影響內部成形均衡狀態。
后背門外板上、下部成形到底前50 mm時,工藝補充反造型300 mm范圍內門外板上、下部主棱線間存在5 mm深度變化,如圖8所示,滑移線對應區域最深,影響材料平衡狀態。
調試時,后背門外板上、下部進料狀態與理論進料線存在較大偏差。上部進料過多,下部進料較少,導致成形狀態失衡,并且失衡狀態方向與內部滑移線的方向相同,加大滑移線位移(5 mm)。試驗階段的工件成形狀態是現場查明問題成因最直觀的判斷依據,外板上、下部交接型面高度差對成形材料的平衡狀態有直接影響,并且可以確認影響區域和滑移線發生區域相互對應。

圖7 后背門外板實際進料狀態

圖8 成形到底前50 mm工藝補充反造型狀態
2 對策實施及確認
2.1 整體方案
拉深模調試時,控制后期進料以減少內部工藝補充型面高度影響,再進行內部工藝補充型面角度的優化,最后進行前期進料控制的方法。在保證拉深模調試方向不偏離模擬分析的前提下,進行必要的工藝修改,如表1所示。
2.2 第一階段方案實施及確認
確認板料在模具中的位置偏移量,將板料對中位置調整到理論對中位置,滿足成形需要;調整設備的相關參數使其符合理論設定值,并調整壓力與壓邊圈頂出高度,確認成形裕度。針對后背門外板上部進料過多區域進行壓料筋槽補焊,設備調整后少進料6 mm;針對后背門外板下部進料過少區域進行壓料筋槽圓角加大0.3 mm的處理,設備調整后多進料4 mm。優化后背門外板下部壓料筋槽圓角切點與順滑度以及上部壓料間隙,使進料線位置至理論進料線刻線位置;第一階段方案實施結果如圖9所示,后背門外板上部滑移線位移尺寸縮小到2.5 mm,接近理論滑移線位移尺寸,消除非理論滑移量2.5 mm,調試至此,消除板料位置尺寸及拉深模進料穩定性影響后,才考慮產生滑移的工藝因素,并進行相應的修改。
2.3 第二階段方案實施及確認
工藝補充的修改分為工藝補充型面高度和拔模角面修改。首先進行工藝補充造型高度降低5 mm的模擬分析,結果顯示滑移線向相反方向移動0.6 mm,具有一定效果,模具結構修改后出件確認,拉深件的滑移線位移縮小至2.0 mm,消除理論滑移量0.5 mm。然后進行工藝補充拔模角面內縮10 mm的模擬分析,結果顯示滑移線向相反方向移動1.9 mm,效果更明顯,模具結構修改后出件確認,拉深件的滑移線位移縮小至1.5 mm,消除理論滑移量0.5 mm。內部工藝補充型面修改后,消除理論滑移量1.0 mm。第二階段方案實施結果如圖10所示。
工藝補充型面調整后,滑移線位移量已經縮小到1.5 mm,小于理論滑移線位移2.349 mm,為了使外板成形充分,需要對外部進行提前進料控制。

表1 滑移線調試方案
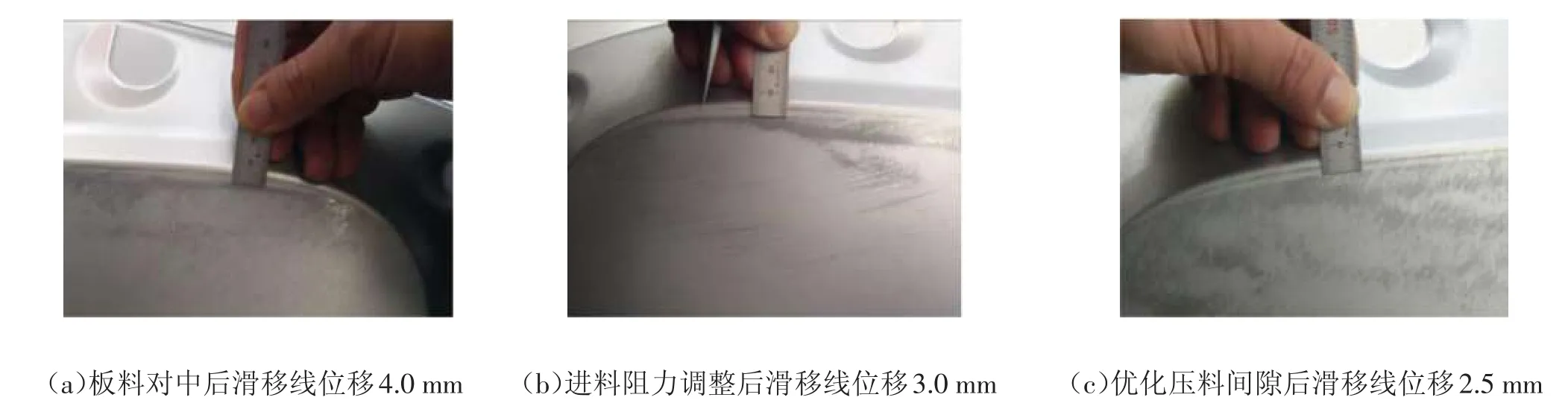
圖9 第一階段方案實施結果

圖10 第二階段方案實施結果
2.4 第三階段方案實施及確認
后背門外板下部進料線已達到理論進料線位置,但是連續成形時存在少進料1~2 mm的波動。因此在后背門外板上部進料控制二次修改前,對后背門下部進料進行二次優化,修整壓料筋圓角,消除進料不穩定性,優化后消除理論滑移量0.5 mm,滑移線位移量縮小到1.0 mm。第三階段方案實施結果如圖11所示。
對后背門外板上部外側左右端壓料筋以外區域進行膠帶控料試驗,試驗后外板上部左右端按照理論進料線位置少進料11 mm,上部立壁拉痕向下移動2.0 mm,滑移線位移尺寸為0,滑移線消除。對應滑移線區域,在后背門外板上部外側左右端法蘭邊分別找到急劇進料區域,在左右端原有壓料筋外側各增加長300 mm、高3 mm的方筋控制前期進料。后背門外板上部左右端設置壓料筋后,上部左右端按照理論進料線位置少進料13 mm,上、下部進料線位置對比理論進料線位置整體向上部移動2.0 mm,滑移線位移量為0,滑移線缺陷消除,如圖12所示。

圖11 第三階段方案實施結果

圖12 后背門外板上部左右端滑移線缺陷消除
3 結束語
通過對后背門外板一模多件滑移線的研究,得出控制滑移線的方法是保證板料對中狀態的穩定性、實際進料線位置貼近理論進料線位置、實際設備參數貼近理論設計參數、針對成形材料平衡狀態對工藝合理修改、快速進料區域進行強行控料、優化模具結構。通過上述方法可以較好地解決非對稱的一模多件滑移線問題,提升了車身外覆蓋件表面的成形質量,消除了滑移線缺陷,減少了返修成本。
猜你喜歡
當代陜西(2022年5期)2022-04-19 12:10:18
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:28
湘潮(上半月)(2021年4期)2021-07-20 08:05:28
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汕頭大學學報(自然科學版)(2020年4期)2020-12-14 07:05:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39