304H不銹鋼管道焊縫開裂失效分析
2020-10-27 08:42:22陳剛*
化工裝備技術 2020年5期
陳 剛 *
(上海賽科石油化工有限責任公司)
0 引言
某苯乙烯管道在服役時發生焊縫開裂失效。該管道公稱直徑為2 400 mm,公稱厚度為25 mm,長為30.8 m,管道材質為304H,焊條材質為308H,采用埋弧自動焊。管道內介質為苯乙烯,其設計溫度和壓力分別為649 ℃和0.21 MPa,實際操作溫度和壓力分別為574 ℃和-0.045 MPa。
該失效管道于2009 年投用,于2016 年時產生焊縫開裂,開裂沿焊縫中心線分布。開裂焊縫位于管道支吊架的吊帶處,管道走向及開裂位置如圖 1 所示。為了確定該管道焊縫失效的原因,對其進行了分析。
1 理化檢驗及結果
1.1 宏觀形貌
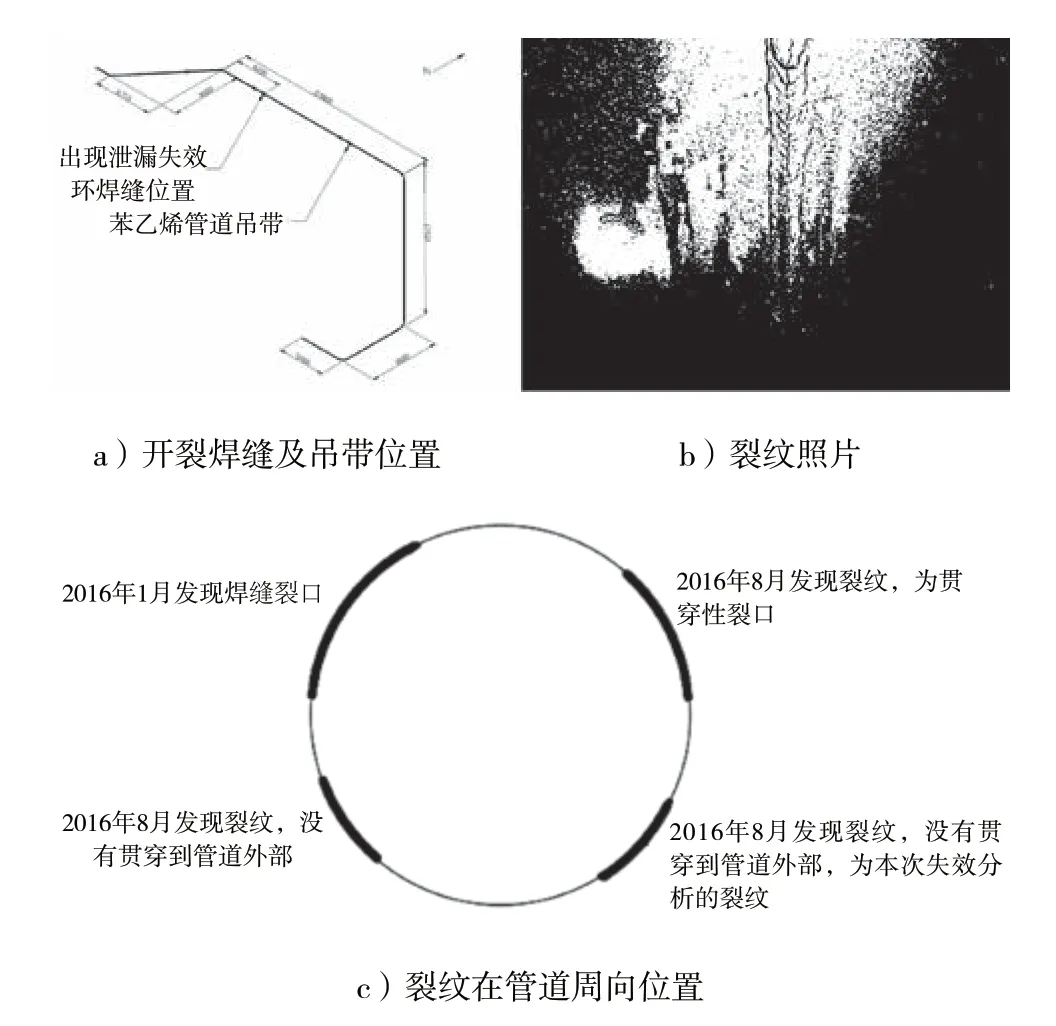
圖1 焊縫開裂位置示意圖
將裂紋中未穿透內裂紋進行取樣分析。焊縫表面打磨后的形貌如圖 2 所示,裂紋出現在內壁焊縫中線位置,并沿焊縫方向分布。為了觀察裂紋擴展過程,截取該未穿透裂紋截面,如圖 3 所示。從圖 3 可以看出,該失效焊縫為兩面焊接,裂紋從內壁起裂,向外壁方向擴展。
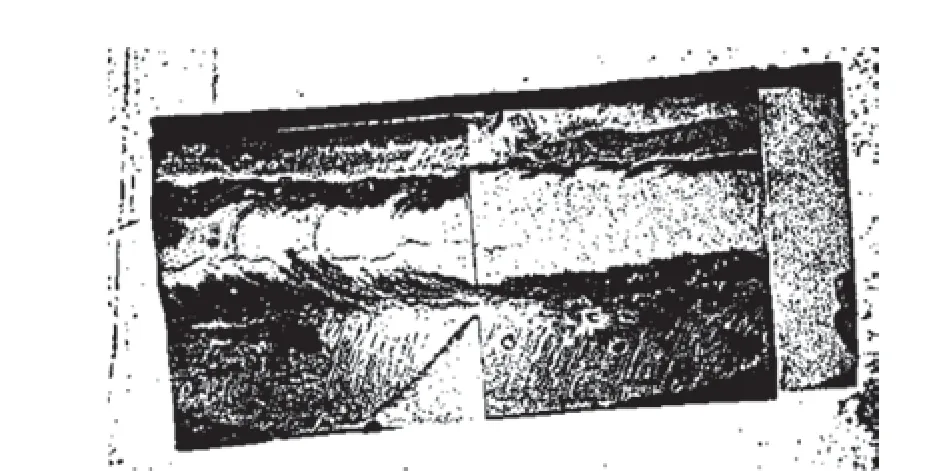
圖2 未穿透內裂紋形貌
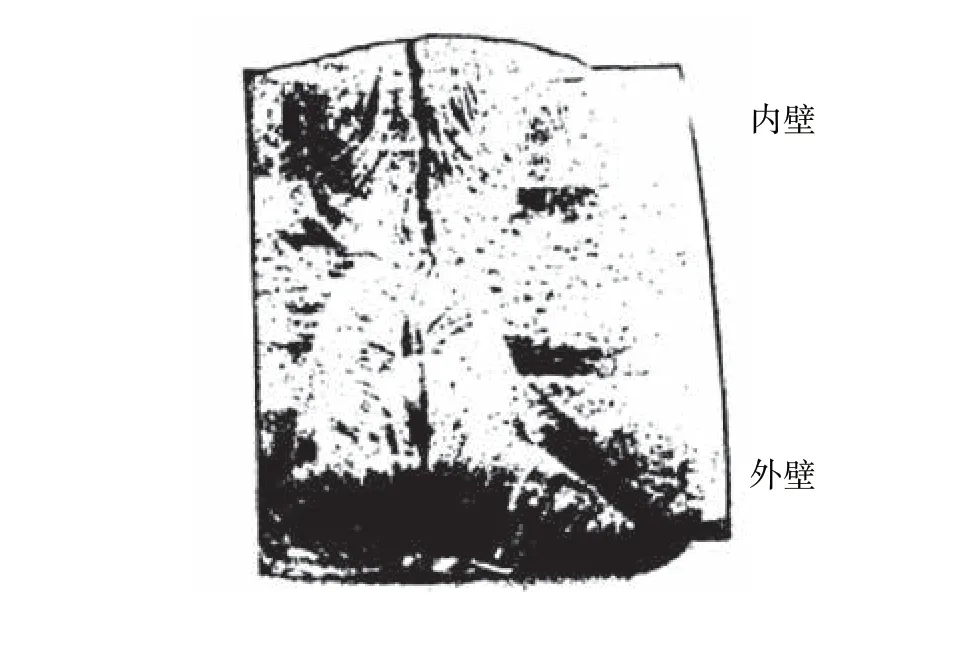
圖3 焊縫剖面圖
1.2 金相檢驗
在焊縫剖面圖上標出金相觀察位置并標出焊道示意圖,如圖 4 所示。其中位置1 處的金相形貌如圖 5 a)所示,裂紋并非從內壁表面起裂,而是從焊縫近表層起裂。裂紋處于中心線位置,并平行于柱狀晶,沿晶開裂。 裂紋尖端位置11 處的金相形貌如圖 5 b)所示,除了尖端裂紋外,附近的平行柱狀晶間也有裂紋分布。同時中心線處柱狀晶呈垂直壁厚方向,其余位置柱狀晶呈平行壁厚方向,整體焊縫晶粒方向如圖 6 所示。
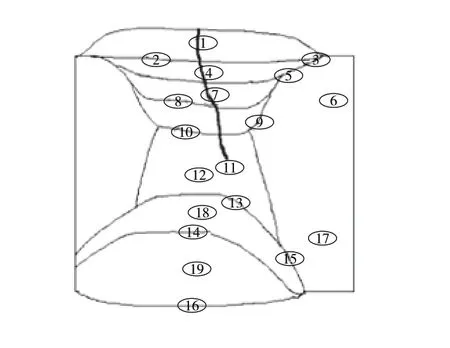
圖4 金相觀察位置及焊道示意圖
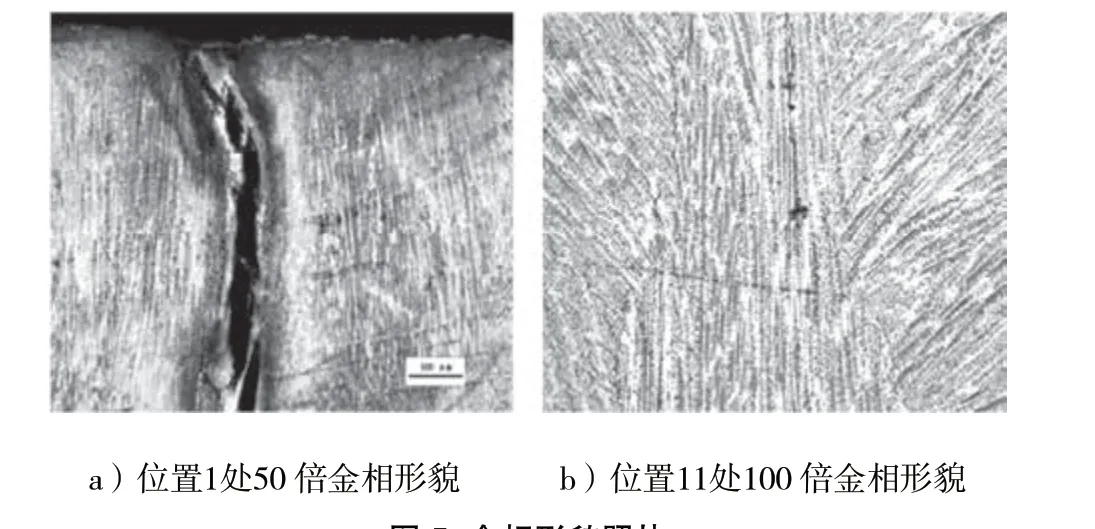
圖5 金相形貌照片
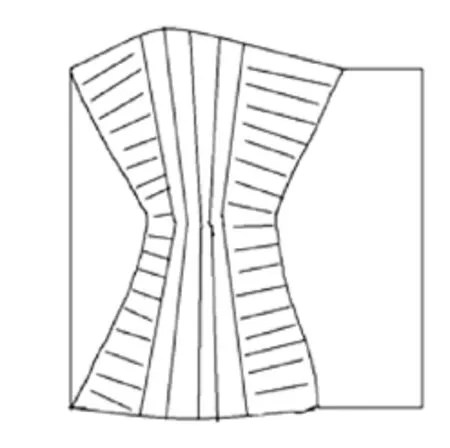
圖6 焊縫晶粒方向示意圖
1.3 掃描電鏡分析
對內焊縫中心線位置進行SEM 電鏡觀察,從裂紋位置放大后的形貌照片中觀察到晶間析出物,同時焊縫其他位置也觀察到了析出物,如圖 7 所示。 對內焊縫處的析出物進行分析后可知,析出物中Cr 含量較高,推測其為碳化物或呈sigma 相。圖8 所示為斷口掃描電鏡形貌,裂紋沿著焊接枝晶間擴展。
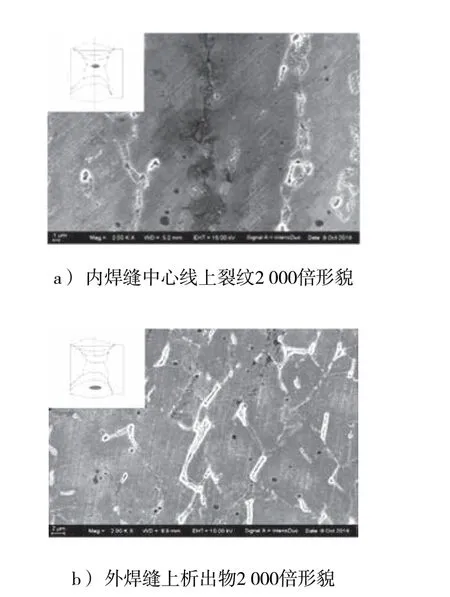
圖7 焊縫掃描電鏡形貌
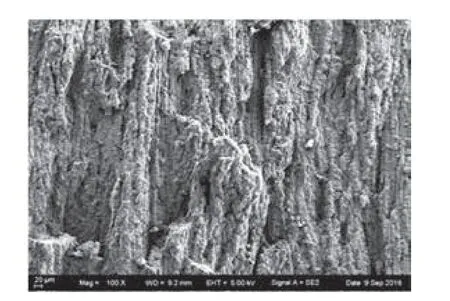
圖8 沿枝晶間擴展的斷口形貌
1.4 化學成分分析
按 照ASTM A240/A240M-2017 "Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications"標準分別對焊縫及母材進行化學成分分析,其結果如表 1 所示。根據ASTM A240/A240M-2017 標準可知,材料化學成分符合要求。
1.5 焊縫受力分析
鑒于開裂的焊縫位于吊帶接觸受力部位,為了分析吊帶對焊縫施加的應力,建立管道及吊帶的有限元模型并進行模擬計算,分析焊縫處的應力分布情況。
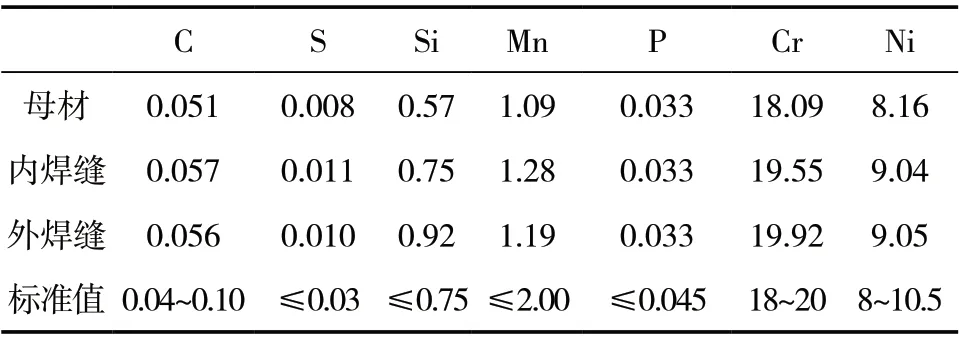
表1 試塊化學成分檢測結果(質量分數)
選取吊帶周圍1 m 的管道進行建模,如圖9 所示。其中管道外徑為2 438 mm,壁厚為25 mm,外壓為0.045 MPa。支架支撐吊帶的寬度為300 mm,厚度為15 mm,外壁焊縫寬度為25 mm,余高為3 mm,內壁余高為2 mm。設定焊縫余高凸起與支撐吊帶均勻接觸,并對焊縫處網格進行加密。根據管線整體模擬得到管道的軸力、剪力、彎矩、扭矩,加載該管道模型的邊界條件并求解,焊縫與支撐吊帶均勻接觸情況下的有限元分析結果如圖10 所示。在焊縫與支撐吊帶接觸區域內,焊縫處出現應力集中情況。其中內焊縫底部出現應力峰值,其值為22.4 MPa,外焊縫應力峰值位于管道側面,其值為15 MPa。在實際焊接過程中,考慮到焊縫區加熱冷卻會使其收縮不均勻,管道截面可能存在一定程度的變形。根據這一假設,在原先均勻接觸的基礎上,在管道底部增加20 mm凸起并進行分析,結果表明,受到截面不均勻接觸的影響,內焊縫應力峰值可達240 MPa,如圖 11 所示。
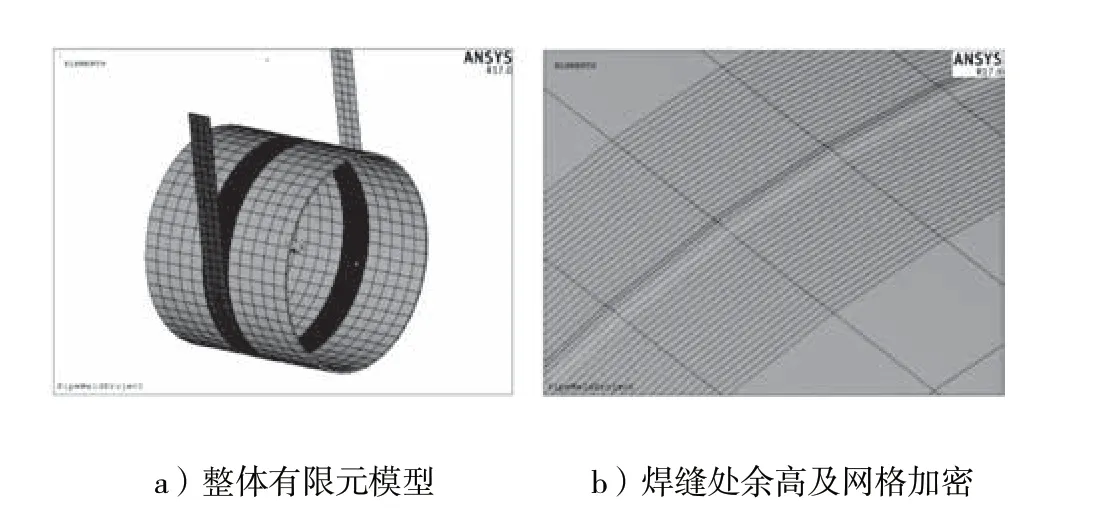
圖9 有限元模擬模型
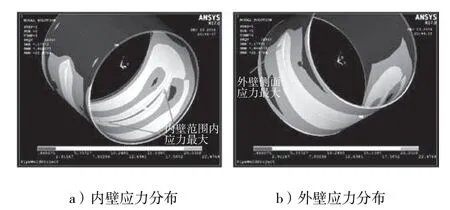
圖10 均勻接觸時管道應力分布云圖
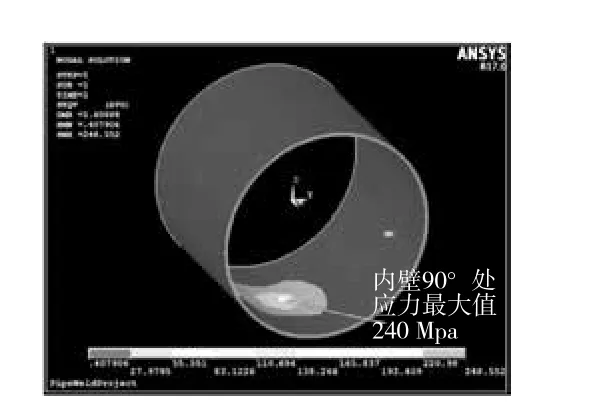
圖11 不均勻接觸時管道應力分布云圖
2 分析與討論
2.1 再熱裂紋
為了改善材料的組織結構減少殘余應力,焊件需經過焊后熱處理(PWHT)或焊后消除應力熱處理,期間出現的裂紋稱為再熱裂紋及消除應力裂紋。這是由于在焊接及服役過程中,碳化物與金屬化合物等強化相在晶界析出,晶內強度升高,晶界應變能力下降,經過焊后再加熱以及高溫服役,材料應力松弛導致晶間裂紋。再熱裂紋位于347 不銹鋼的焊縫熱影響區和焊縫,母材的融合區域以及部件較厚區域十分敏感。此外,321 以及304H 和316H 等不銹鋼均會產生再熱裂紋。
再熱裂紋通常發生在熔合線附近的粗晶區中,從焊趾部位開始,至細晶區停止。再熱裂紋或者應力松弛裂紋不僅在熱影響區產生,在焊縫上也會產生再熱裂紋。Boellinghaus 等[1]在研究中提及了347 不銹鋼焊接再熱裂紋案例,裂紋產生于焊接填充金屬大構件的焊后去應力熱處理過程中。本次研究的304H 材料焊件在焊后消除應力熱處過程中,碳化物在晶內析出,使得其強度高于晶界,應力充分釋放,裂紋沿晶界產生,這一現象在熱影響區和焊縫中都能觀察到[2]。沿晶析出相導致晶界產生應變集中,斷裂模式為韌性的沿晶斷裂,斷口上有細小的韌性韌窩。
由于本例中焊縫裂紋在管道服役5 年后發生,而不是焊后熱處理后隨即發生,因此裂紋更有可能是由于應力松弛開裂導致的[3-4]。
2.2 應力松弛裂紋
應力松弛裂紋產生機理與再熱裂紋類似,但再熱裂紋是在焊后熱處理后短時間內發生開裂,而應力松弛裂紋則是焊縫在500~700 ℃下工作10 000~100 000 h后發生的[5-7]。應力松弛晶間裂紋析出物產生機理與再熱裂紋相同,但應力來源不同,發生應力松弛裂紋的管道受到的應力可能為高約束或應力集中。
在本例中,焊縫內存在析出相,這是由于在高溫服役期間,原子發生熱擴散,導致碳化物及sigma脆性相析出,管道在高溫服役應力松弛過程中產生晶間裂紋。對于300 系列不銹鋼,應力松弛裂紋常常在525~600 ℃的情況下發生,應力的來源有多種可能,如厚壁窄焊縫的高拘束應力、或者幾何形狀導致的應力集中等。本例中應力來源推測為管道焊接過程中存在嚴重的殘余應力,該焊接接頭為X 型坡口,應采用內外壁交替的焊接工藝,而實際焊接采用先焊接外壁后焊接內壁工藝,導致內壁焊縫的殘余應力過大。
同時開裂的焊縫處在支吊架3 的吊帶上。由于焊縫存在余高,吊帶加載力只作用在焊縫的余高上,導致焊縫受力峰值出現在管道底部(內焊縫側)。該峰值應力與焊接殘余應力疊加,焊縫的整體應力水平升高。同時由于焊縫余高高度不均勻以及管道卷制時具有一定橢圓度,焊縫受到不均勻接觸影響,導致凸起處焊縫所受應力較高。
3 結論
(1)根據分析可以判斷,本次失效是由于吊帶對焊縫產生的局部應力和焊接殘余應力共同作用導致管道產生應力松弛裂紋。
(2)根據分析結果,現場將吊帶3 位置調整至偏移本例中開裂焊縫0.5 m 處,錯開安裝可以降低焊縫處的應力集中情況。
(3)管道制造過程中的質量細節控制,包括采用對稱施焊,控制焊縫余高等措施均應引起重視。
(4)加強焊后消應力處理的質量控制,合理規避在敏感溫度區間條件下的操作,并盡可能降低附加應力的產生幾率。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02