小徑薄壁管超聲相控陣檢測研究
2020-10-27 08:42:22楊宇清蔚道祥
化工裝備技術(shù) 2020年5期
楊宇清* 蔚道祥
(上海市特種設(shè)備監(jiān)督檢驗(yàn)技術(shù)研究院)
0 引言
目前GB/T 32563—2016《無損檢測 超聲檢測相控陣超聲檢測方法》標(biāo)準(zhǔn)已經(jīng)實(shí)施,標(biāo)準(zhǔn)中規(guī)定“本標(biāo)準(zhǔn)適用于厚度為6~200 mm 的細(xì)晶鋼焊接接頭”。而在石油、化工等行業(yè)中大量使用管道的企業(yè),其管道尺寸往往超出該范圍,而超出范圍的管道只能依據(jù)標(biāo)準(zhǔn)中的規(guī)定“通過演示證明儀器系統(tǒng)具有足夠的檢測能力后,參照本標(biāo)準(zhǔn)來檢測”。同時,該標(biāo)準(zhǔn)主要針對平板金屬材料,對于管道檢測校準(zhǔn)并沒有給出具體規(guī)定,特別是小徑管的曲率半徑小,曲面耦合聲能損失大,超聲橫波在小徑管內(nèi)表面反射時發(fā)散嚴(yán)重,探傷靈敏度低,給缺陷判定帶來較大困難。由此可見,雖然相控陣超聲標(biāo)準(zhǔn)已實(shí)施,但還需要通過企業(yè)以及研究機(jī)構(gòu)的理論研究和大量試驗(yàn),證實(shí)相控陣超聲的檢測能力后,才能將該項(xiàng)技術(shù)投入實(shí)際應(yīng)用中。在役壓力薄壁管道的管壁較薄,常規(guī)超聲檢測方法很難對其環(huán)焊縫進(jìn)行有效檢測,為了實(shí)現(xiàn)對小徑薄壁管實(shí)施更加有效的檢測,本文提出了超聲相控陣檢測方法。
1 超聲相控陣檢測
超聲相控陣基本概念來源于相控陣?yán)走_(dá)技術(shù),相控陣?yán)走_(dá)通過改變陣列天線中信號相位關(guān)系來實(shí)現(xiàn)改變天線發(fā)射波束指向的目的[1]。超聲相控陣技術(shù)是將相控陣探頭中多個晶片按照預(yù)先規(guī)定的設(shè)置(增益、振幅、延時等)進(jìn)行激發(fā),實(shí)現(xiàn)對波束的掃查方向偏擺、會聚以及波束合成等控制[2]。超聲相控陣的主要工作元件是換能器,換能器內(nèi)部由多個相互獨(dú)立的陣元按照一定規(guī)律排列,每個陣元都可以看成一個輻射超聲波的子波源[3-4]。在激發(fā)過程中,控制各個陣元發(fā)射信號的相位延遲、波形和幅度,使陣列中各陣元發(fā)射的超聲波疊加成一個新的波陣面,從而實(shí)現(xiàn)聲束偏轉(zhuǎn)和聚焦效果[5];在接收過程中,按照同樣的聚焦法則進(jìn)行控制,由于換能器中超聲波按照一定延遲時間發(fā)射,在換能器接收信號時對接收信號進(jìn)行一定時間補(bǔ)償,使接收信號達(dá)到相位一致[6],最后將合成結(jié)果以適當(dāng)形式顯示,如圖1 所示。

圖1 超聲相控陣檢測原理示意圖
2 試塊
2.1 標(biāo)準(zhǔn)試
在進(jìn)行超聲相控陣檢測之前,需要對檢測系統(tǒng)進(jìn)行線性校準(zhǔn)及靈敏度校準(zhǔn)。線性較準(zhǔn)的目的是使缺陷定位更加準(zhǔn)確,靈敏度校準(zhǔn)的目的是為了滿足最小缺陷的檢出性,以便確定檢測系統(tǒng)的基準(zhǔn)靈敏度。標(biāo)準(zhǔn)試塊主要是用于檢測系統(tǒng)性能測試以及增益補(bǔ)償。
對于曲率半徑小于200 mm 的管道, GB/T 32563—2016 標(biāo)準(zhǔn)中未詳細(xì)說明,而是提出了按照常規(guī)超聲標(biāo)準(zhǔn)進(jìn)行檢測。因此,對焊縫曲率較大的管道進(jìn)行線性校準(zhǔn)時,檢測面應(yīng)與被檢測工件曲率近似,且需要2 個不同聲程的反射體,可選擇小徑管焊接接頭超聲波檢驗(yàn)專用試塊(DL 試塊),進(jìn)行線性校準(zhǔn)時利用試塊的圓弧面確定聲速和探頭延遲情況。DL 試塊的參數(shù)及適用范圍如表1 所示。

表1 DL-1試塊參數(shù)及適用范圍
超聲相控陣儀器的線性和分辨率應(yīng)滿足一定要求, 根 據(jù)ASME2779 "2019 ASME Boiler & Pressure Vessel Code"中的相關(guān)規(guī)定,利用B 型試塊對儀器的深度分辨率、S 掃描視圖分辨率、水平分辨率等參數(shù)進(jìn)行較準(zhǔn),確保檢測結(jié)果的準(zhǔn)確性。B 型試塊的長度為150 mm,如圖2 所示。
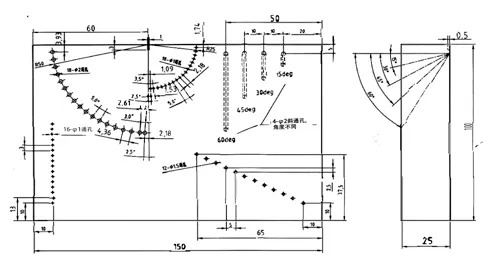
圖2 相控陣B型試塊示意圖(單位:mm)
2.2 檢測試塊
本次試驗(yàn)中共有2 塊管道焊縫試塊,管道規(guī)格如表2 所示,并在管道環(huán)焊縫中加工自然缺陷。

表2 驗(yàn)證試塊規(guī)格
3 檢測過程
3.1 檢測參數(shù)
超聲相控陣檢測掃查系統(tǒng)參數(shù)設(shè)置如下。
(1)焊縫及工件參數(shù)
焊縫及待檢工件相關(guān)參數(shù)包括工件厚度、焊縫坡口參數(shù)等。在檢測軟件中繪制出焊縫的外形輪廓線,如圖3 所示。
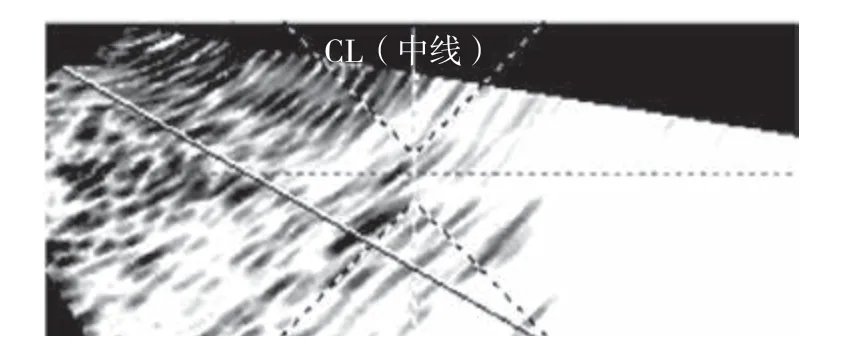
圖3 焊縫外形輪廓模擬
(2)探頭位置和組件參數(shù)
為了使扇型掃查完全覆蓋焊縫及熱影響區(qū)域,檢測軟件根據(jù)輸入的探頭參數(shù),直觀地得出掃查覆蓋范圍,如圖4 所示。在設(shè)置參數(shù)時需要保證扇形掃查圖中最小角度的反射波完全覆蓋焊縫熱影響區(qū),本次試驗(yàn)中探頭檢測位置為探頭前沿距焊縫中心線約6~10 mm 處。

圖4 探頭組件位置所覆蓋范圍
(3)聚焦法則設(shè)置
在檢測軟件中需要輸入檢測所使用的波形(縱波或橫波)、聚焦深度和扇形掃查范圍。本文中扇形掃查時采用的波形為橫波,扇形掃查角度范圍為35°~70°,聚焦深度為焊縫厚度的2 倍,激發(fā)晶片為1~32 晶片。
(4)較準(zhǔn)
采用DL 試塊2 個弧面測試探頭延遲情況和聲速,得到超聲相控陣檢測系統(tǒng)的時基線,可為檢測過程缺陷準(zhǔn)確定位奠定基礎(chǔ),利用橫通孔進(jìn)行檢測系統(tǒng)的靈敏度較準(zhǔn)。最后利用DL 試塊中2 mm 反射體制作距離-幅度(DAC)曲線。
3.2 檢測系統(tǒng)對缺陷的評價方法
待檢對象為管道環(huán)焊縫,對檢測缺陷的評價主要可分為以下幾方面:(1)缺陷定量,包括缺陷長度和缺陷的當(dāng)量;(2)缺陷定位,包括缺陷的深度,缺陷偏離焊縫中心線位置和缺陷的周向位置。
采用手動超聲相控陣檢測,并配備管道掃查器,可實(shí)時得到探頭在管道周向的位置,在掃查過程中,若發(fā)現(xiàn)缺陷較易得出缺陷深度、偏離焊縫中心線位置和缺陷的周向位置。本文參照J(rèn)B/T 47013.3—2015《承壓設(shè)備無損檢測 第3 部分:超聲檢測》中的定量方法,即采用DAC 曲線確定缺陷的當(dāng)量水平,缺陷長度測量則采用6 dB 法或端點(diǎn)6 dB 法。
4 超聲相控陣檢測
本次試驗(yàn)使用相控陣儀器為OLYMPUS 公司的OMNi-Scan SX2 型號設(shè)備(具有實(shí)時存儲功能),該超聲相控陣儀最大可支持32 通道。選用5.0L32-1.0-10 型自聚焦線陣相控陣探頭,探頭頻率為5 MHz,陣元數(shù)為32。利用該儀器對2 塊試塊進(jìn)行檢測,結(jié)果如圖5 和6 所示。

圖5 1500243試塊檢測結(jié)果
由圖5 中的A 掃描視圖和S 掃描視圖可知在該試塊中共發(fā)現(xiàn)3 個缺陷。圖5 a)中的缺陷1 深度為10.46 mm,長度為5.31 mm,缺陷1 位于焊縫根部位置;圖5 b)中的缺陷2 深度為5.38 mm,長度為5.08 mm,缺陷2 位于焊縫中;圖5 c)中的缺陷3 深度為0.96 mm,長度為5.17 mm,缺陷3 位于焊縫表面。

圖 6 1500245試塊檢測結(jié)果
由圖6 中的A 掃描視圖和S 掃描視圖可知,在該試塊中共發(fā)現(xiàn)3 個缺陷。圖6 a)中的缺陷1 深度為12.58 mm,長度為7.56 mm,缺陷1 位于焊縫根部位置;圖6 b)中的缺陷2 深度為3.62 mm,長度為7.61 mm,缺陷2 位于焊縫中;圖6 c)中的缺陷3 深度為0.27 mm,長度為6.97 mm,缺陷3 位于焊縫表面。
5 射線驗(yàn)證相控陣檢測
為了對比相控陣檢測與射線檢測在小口徑管道焊縫缺陷檢測中的差別,同時對2 塊自然缺陷試塊進(jìn)行射線檢測,將射線檢測結(jié)果和相控陣檢測結(jié)果進(jìn)行對比,結(jié)果如表3 所示。

表3 相控陣檢測與射線檢測結(jié)果對比
由表3 可知,相控陣檢測得到的缺陷長度普遍大于射線檢測,這是因?yàn)槭浅曄嗫仃嚈z測得到的是缺陷沿周向的實(shí)際長度,而射線平行穿過被檢測對象(管道),得到的是缺陷在射線底片上的投影長度。
6 結(jié)論
試驗(yàn)證明超聲相控陣檢測方法對小徑薄壁鋼管道環(huán)焊縫具有一定的檢測靈敏度,宜采用自動化掃查檢出缺陷,并測量缺陷長度。對檢出的缺陷進(jìn)行手動超聲相控陣鋸齒檢測,確定缺陷當(dāng)量。將超聲相控陣檢測結(jié)果和射線檢測結(jié)果進(jìn)行了對比,射線檢測得到的結(jié)果是缺陷在底片上的投影長度,相控陣檢測結(jié)果是缺陷沿著管道周向的實(shí)際長度,因此對于同一缺陷相控陣檢測缺陷長度大于射線檢測結(jié)果。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13