國內外油氣管道消磁技術對比分析
2020-10-27 12:08:38譚笑劉少柱徐蔥蔥趙云峰
石油工業技術監督 2020年10期
關鍵詞:磁場
譚笑,劉少柱,徐蔥蔥,趙云峰
1.中油管道科技研究中心 (河北 廊坊 065000)
2.中國石油管道公司(河北 廊坊 065000)
長輸管道在建設、改線或搶修作業時,管道對口處經常會出現磁性的現象,大量的切割鐵屑吸附在管道的切割處,甚至管鉗都能被強磁吸附在管道上。管口磁場會在焊接時導致電弧引燃困難、電弧燃燒不穩定、同時電弧發生偏離,進而導致無法焊接。管道焊接過程中遇到的這一現象通常被稱為“磁偏吹”現象。當管道焊接作業中發生磁偏吹現象時,焊接電弧發生偏離,在坡口內無法形成熔池,造成連續或斷續內咬邊、根部不能焊透、根部熔合不良等焊接缺陷[1]。同時磁偏吹的存在還會削弱電弧周圍的保護氣氛,使熔池中易混入空氣,從而引起氣孔、夾渣等缺陷。這些缺陷導致管道焊接質量嚴重下降,進而直接影響管道的本質安全[2-3]。
1 管道剩磁產生原因
導致管道被磁化從而攜帶殘余磁性的原因有多種,在管道生產、制造、搬運、存放或運行過程中,由于諸多磁性因素的影響,都會使管道帶有剩磁。
一些典型的管道被磁化的情況包括:
1)管道制造過程中產生磁性。在大口徑螺旋焊縫管道制造過程中,管道在出廠前通常會采用磁粉滲透法對管道螺旋焊縫進行檢測,磁粉檢測會使管道磁化,雖然之后都會進行消磁處理,但部分磁性仍然會存留在管材中。
2)管道存放于強磁場環境中產生磁性。長輸管道建設期間,通常會在一處或多處施工現場存放管材。管材在堆放期間,會受到地球磁場、電磁鐵磁場和電機永久磁鐵磁場等因素影響,在某些地區甚至還會受到鐵道、機場等環境的影響,從而帶有了磁性[4-5]。
3)電磁起重機搬運過程產生磁性。管道搬運過程使用電磁起重機作業,由于強磁力吊裝頭磁性較大,在起重機裝卸管道時,使其被磁化。
此外,在管道運行中也會產生工藝磁場,主要有以下幾種原因:①管道內檢測產生磁性;②智能清管產生磁性;③中頻加熱產生磁性;④采用磁性夾持器、夾具產生磁性;⑤用直流電焊接管道時產生磁性;⑥打磨作業產生磁性;⑦銹蝕受地磁影響產生磁性;⑧渦流產生磁性;⑨流動的油品產生磁性[6]。
可以看出,導致管道產生剩磁的原因復雜多樣,因此難以憑借單一量值來表征鋼管剩磁強度。實踐中測量得到的管口剩磁通常在0.5~5 mT的范圍內,而對于高鋼級管道的剩磁可以達到35~65 mT的水平[7]。
2 剩磁強度的標準和規范
美國現行的焊接行業規范中還沒有鋼管中剩余磁性的最大允許強度的規定,API Spec 5L《管線鋼管規范》中均僅規定了鋼管制造廠商在工廠內對鋼管進行剩磁檢測的要求,規定出廠鋼管每一端沿周向大約相距90°測量4個讀數,4個讀數的平均值應≤3 mT,且任一讀數不應超過3.5 mT。俄羅斯管道焊接標準將管道剩磁分為弱、中等和高級3個級別,弱剩磁等級的磁感應強度為2 mT,焊接時不需要采取消磁措施;中等剩磁等級的磁感應強度為2~10 mT,焊接時需要進行消磁;高剩磁等級的磁感應強度為>10 mT,焊接時也需要消磁。加拿大安橋管道公司的要求與國際標準一致,要求通過焊接間隙的磁場強度不能超過3 mT,否則會產生電弧偏吹[8]。
通過對比發現,國內外普遍認為當遇到3~5 mT的磁場時,它對焊接將有較為明顯的影響。當現場沒有消磁設備時,焊工可以采用一些簡單實用的措施來減小剩磁對焊接的影響,這些措施包括:①調整電弧長度,保持電弧更短以降低電弧偏吹幅度;②調整電極、金屬工作角度與電弧偏吹方向相反;③焊接時方向對著管道上體積較大的點焊或已經完成的焊接;④使用交流電焊機;⑤將焊接的接地點靠近被焊接的接頭。
3 管道剩磁的中和、消磁及其應用
克服管道中剩磁的不利影響的措施可以分為磁中和和消磁兩種類型。磁中和是施加外部磁場,抵消來自鋼管的剩磁影響;而消磁則永久地或至少在相當長的時間內從鋼管中去除磁性[9]。
3.1 磁中和技術
磁中和技術是現場焊接作業中最常用的消磁技術,其原理是給管件加一個反方向磁場,當反方向磁場形成的剩余磁場抵消了原來管件上的剩余磁場時,管件端頭對外即呈現比較弱的剩余磁場。現場最常使用的方法是在管道上用35~50 mm2焊把線順時針或反時針纏繞線圈,線圈寬度宜控制在1 m內,纏繞匝數根據管道的磁場強弱決定,一般選用8~10圈為宜,若一根管道帶磁,線圈就纏繞在一端管道上,若兩根管道帶磁,則形成兩根管道的共用線圈,用直流電焊機提供電流,通電后電纜就會在其周圍產生磁場,當電纜線產生的磁場強度與舊管道的剩磁磁場強度大小相等且方向相反時,就可以消除磁偏吹對焊接的影響。
在使用磁中和技術進行消磁作業時,準確判定剩磁磁場強度大小和方向是作業的關鍵,反向磁場過大或過小都會影響消磁效果。因此,在消磁時如發現磁場增大,則需重新反向纏繞線圈改變電流方向,再進行消磁。當現場沒有高斯計時,可以采用圖1的方法進行磁場方向的簡易判斷。焊工將焊條吸附在磁化管口上,如果加上一個直流磁場后,焊條因為磁場減弱而落下,則證實此時外加磁場與管口剩磁方向相反。

圖1 利用直流焊接引線中和殘余磁場
基于相同的概念的一些磁性中和裝置已經開發出來并已經投放市場。這類設備通常由電源、電纜線圈和數字控制器組成,有時會配有高斯測量儀。這些設備的功能可以方便現場焊工作業。這些設備大多數都是便攜式的,控制器和高斯測量儀允許用戶實時調整和監測磁場強度。圖2、圖3為兩種已經商業化了的基于磁中和原理的消磁裝置。

圖2 IDMAG管道脫磁機-DeGauss工業公司
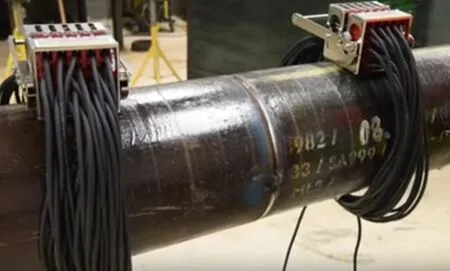
圖3 ZM150去磁器電纜線圈
但上述磁性中和裝置也有其局限性和缺點:控制器可能受到施工現場電源的高頻干擾,并可能導致其運行不穩定;如果電磁線圈是由標準環狀電纜制成的,這些電纜并不一定能加固在鋼管上,那么很難將其定位在不處于水平位置的管道上。此外,在管道安裝過程中用來固定鋼管的夾具或其他固定裝置常常阻礙電磁線圈的安裝。
3.2 消磁技術及應用
鐵磁材料中的剩余磁性可以通過高溫加熱被消除或顯著減少,因為當溫度升高到居里點時,物質的原子在理論上會失去其有序的平行排序。在大多數情況下,管道焊接要求對管道接頭進行預熱處理,這主要是為了預防氫致裂紋和焊接處的冷脆性。這種預熱只需要達到148~204℃的水平,通常使用丙烷噴槍的火焰加熱或工業用電熱毯。而鋼的居里點一般在760℃左右,因此上面提到的焊接預熱所要求的溫度太低,并不能使鋼管消磁。因此管道消磁需要使用加熱爐來達到所需要的高溫。需要在加熱后檢查剩余磁性,如果磁場強度值沒有下降到所需值,則必須重復加熱過程。
值得一提的是,在高寒地區(如阿拉斯加)中進行管道施工的預熱過程十分必要。作為一項相對新興的技術,電磁熱感應制熱逐漸取代了火焰加熱成為更安全因而更受歡迎的焊前預熱方法。由于該技術本身比較新,該技術所采用的電磁感應磁圈與磁中和裝置中的電流線圈之間的相互干擾至今尚未有評估或相關報告。
3.3 消磁新技術介紹
在消磁技術的實際應用中走在前列的,包括專門生產各類特殊工具的加拿大Western Instrument公司。該公司新開發的名為WD-Series的設備,不僅可以有效地消除鋼管中的剩磁并且可以讓消磁處理后的鋼管在相當長的時間內保持住消磁狀態。與先前提到的運用穩定直流電的普通線圈的磁中和裝置不同,該設備使用一種特殊類型的線圈來產生直流脈沖,從而可以達到高效并持久的消磁效果。根據該公司的介紹,一個訓練有素的操作員只需要運行一個直流脈沖就可以將鋼管消磁到0~0.3 mT的水平,而且該管道消磁后在很長時間內(通常是幾天)仍然保持低磁。WD系列產品的線圈直徑范圍覆蓋200~1 100 mm不同管徑,而且現場安裝簡單易行。
圖4為現場使用的WD系列設備,以及由計算機控制的消磁處理線(圖5),其中包含用于對整條鋼管進行消磁的線圈陣列。

圖4 西部儀器公司正在使用WD系列設備

圖5 計算機控制的消磁線
4 結束語
綜上,鋼管中的剩余磁場及其對管道焊接在電弧偏吹現象的影響眾所周知。但是國際現行的焊接規范中并未規定鋼管中剩余磁場最大允許標準,也沒有制定相應的消磁處理規范。生產中遇到的最大剩余磁量可高達35~65 mT,施工中主要靠施工單位和焊工的經驗來克服其不利影響。磁中和技術由于其簡易性和可靠性,在現場得到了廣泛的應用,目前,除了焊工通過經驗經常使用的一些簡單但實用的技術之外,一些專業公司已經開發并投產了一些自動化程度較高的消磁設備,可以根據管口剩磁大小平穩調整磁場方向與強度,提高了消磁作業效率。另一方面,目前使用的直流消磁機也有進一步提升的空間,如在高寒環境中的大口徑管道消磁仍然是難點,需要針對性地研發適用的大功率消磁機及其輔助設備,使設備更加輕便、高效。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:11:54
數學物理學報(2022年1期)2022-03-16 06:14:50
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時刊(2020年13期)2020-09-25 08:21:42
中學生數理化(高中版.高二數學)(2020年1期)2020-02-20 13:22:30
中學生數理化(高中版.高考數學)(2017年3期)2017-05-04 07:15:09
中學生數理化·高二版(2016年12期)2017-02-28 10:08:42
電子制作(2016年1期)2016-11-07 08:42:44
Coco薇(2016年1期)2016-01-11 16:53:24
西華師范大學學報(自然科學版)(2015年3期)2015-02-27 15:31:23