內縮脫模機構核心零件芯軸加工的研究
2020-10-21 09:19:59胡凱俊
神州·上旬刊 2020年7期

摘要:日常生活中我們常常接觸到化妝瓶蓋、飲料瓶蓋、水管接頭等塑料產品,而這類塑料產品都具有一個顯著特征:帶有整圈內側倒扣特征。這類產品注塑成型后包緊型芯,脫離型芯十分困難。新型的內縮脫模機構可以很好的解決這個痛點,具有產品脫模時動作準確、可靠、效率高等優點,但成型零件的加工難度系數較大,往往用于高檔精密模具。我通過大量實際加工合理制定了核心零件芯軸的加工工藝。
關鍵詞:芯軸;內縮;加工工藝
1.前言
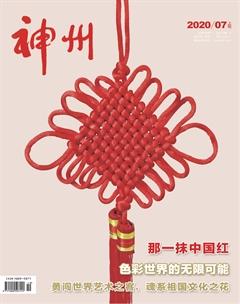
內縮脫模機構以芯軸、主滑塊、次滑塊為核心零件,進燕尾槽相連,實現相對運動。內縮脫模機構示意圖如圖1:
當芯軸向后移動時,主滑塊和次滑塊將會向型芯內側移動,若主滑塊和次滑塊向內移動的速度和距離一樣,結果會因為內部空間不足主滑塊與次滑塊發生干涉導致自鎖。
因此在設計時主滑塊與次滑塊的內縮距離是不一樣的,它們之間應滿足如下的關系式:
L2=2×L1
式中:L2——次滑塊3的內縮距離;
L1——主滑塊2的內縮距離;
或:
A2°=2×A1°
式中:A2°——次滑塊 3的抽拔角;
A1°——主滑塊2的抽拔角;
在計算內縮距離時,必須以主滑塊2能脫模為計算依據。
2.芯軸材料的選擇及熱處理工藝
內縮脫模機構的運動是以芯軸作為主運動,主滑塊和次滑塊跟隨芯軸發生從動運動,起到內縮和外展的作用。因此芯軸應具有高強度、硬度,具有良好的耐磨性,我們最終選用Cr12MoV冷作模具鋼作為芯軸材料。
熱處理工藝:
(1)淬火
①第一次預熱,爐溫設為650℃,升溫時間設為30分鐘,保溫2小時;
②第二次預熱,爐溫設為850℃,升溫時間設為20分鐘,保溫2小時;
③第三次升溫,爐溫設為1050℃,升溫時間設為20分鐘,保溫30分鐘(根據芯軸最大厚度計算得出);
④油冷冷卻至200℃以下。
(2)回火
爐溫設為520℃,保溫6小時,出爐空冷。回火需重復三次,以得到良好的硬度(HRC56~60)和耐磨性。
3.工藝卡片
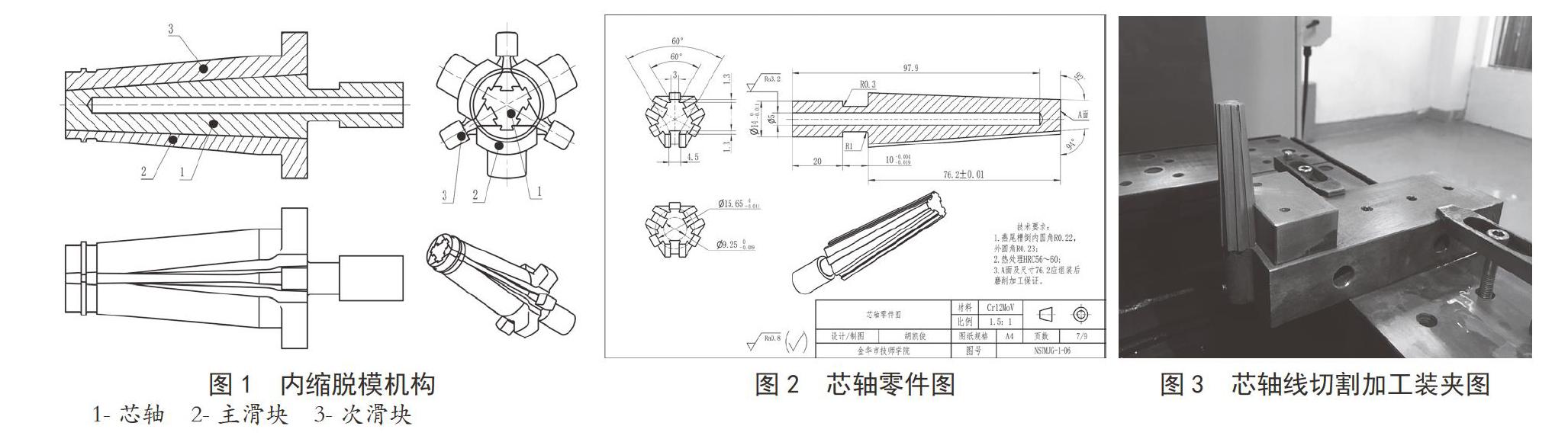
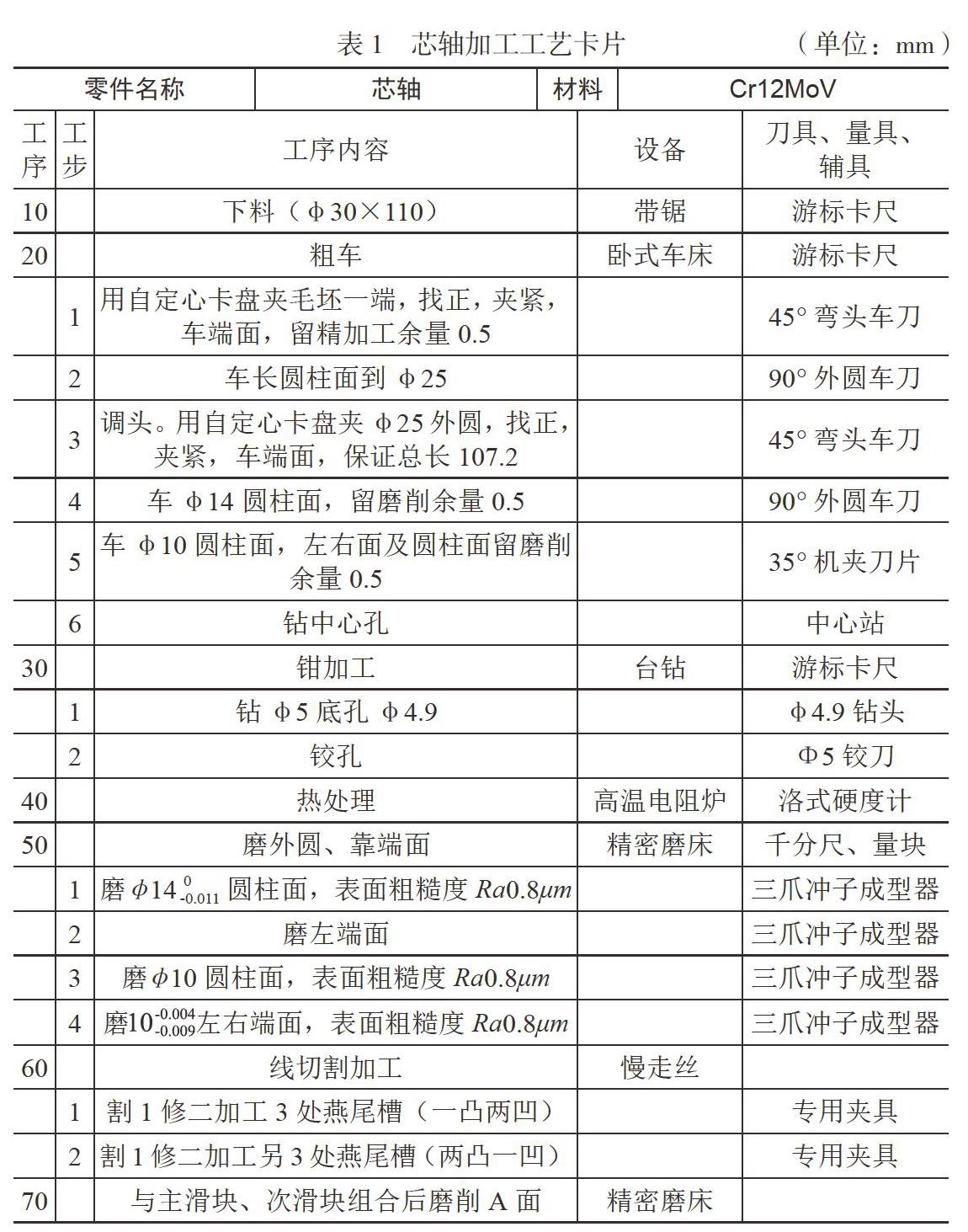
(1)芯軸零件圖(見圖2、圖3)
加工工藝卡片(見表1)
作者簡介:胡凱俊(1994.9-)男,漢,浙江金華人,本科,二級實習指導教師,研究方向:機械設計與加工。