基于P-S-C-Si模型的精加工零件異物管理方法探討
2020-10-21 09:24:48廣汽本田汽車有限公司趙哲夫翟國勇
機械工業標準化與質量 2020年8期
關鍵詞:管理
廣汽本田汽車有限公司□趙哲夫 翟國勇 張 峰
對于精加工零件而言,異物的殘留及流出后造成的不良是影響其品質的一大問題。在汽車產品中,發動機及變速器零件結構復雜且油路及控制閥體精度高,加工異物有可能在運轉中卡滯油路部品,造成機能性的不良。但由于大批量生產條件下,加工工藝的特點,異物的產生不可完全避免,根據統計,異物殘留的概率在1/10000~3/10000之間,具有偶然性。
在市場競爭日益激烈,汽車行業整體面臨下行壓力的今天,廣汽本田汽車有限公司 (以下簡稱 “廣本”)要繼續保持現有成績,必須持續提升產品品質。如何削減異物不良,消除品質隱患,成為面臨的一大課題。
1 異物問題的現狀和難點
2015年來,廣本在不斷發展進步的同時,產銷量大幅提升,新車型導入密集,發動機生產線于2015年正式投產。自投產以來,因異物相關造成的不良占比居高不下,在量產品質逐步穩定,外做零部件品質不斷提升時,異物不良難以削減,2016及2017年均為ENG領域T0P1課題。2017年ENG領域不良占比見圖1。

圖1 2017年ENG領域不良占比圖
異物不良有以下特征:
(1)異物尺寸微小,現有檢測手段難以解析溯源
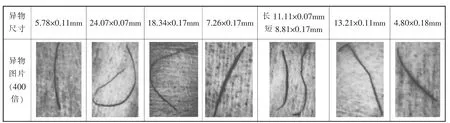
圖2 異物尺寸圖
異物尺寸圖見圖2。造成不良的異物尺寸一般尺寸極微小,在現有檢測方法中,對異物不良的分析最準確的是化學法,對于單個元素的分析需要1g以上,現有異物重量在0.1g~0.5g,無法進行定量分析,只能使用能譜、電子探針等方法進行定性或者半定量分析,無法準確鎖定來源。
(2)異物管理離散化,缺乏系統性的管理方法
在異物管理上,主要根據已有不良進行分析和對策,發現一件解決一件。由于精密零件機加工工序多,產生異物的崗位可能性多,異物產生的條件不盡相同,水平展開時有諸多不適用性。目前在行業內沒有專門針對于機加工異物管理的標準和方法,如何在供應鏈推進異物管理,缺乏系統性的方法。
(3)機加工過程變化點多,管理易疏漏
如上文所述,精密零件機加工工序長,加之二級部品加工過程,整體環節多。機加工過程中,勢必涉及到刀具的頻繁更換,設備的調整和維護,部分精度要求高的部品,正常負荷下,公司內機加工一天換刀次數200次左右,變化點多,管理易產生疏漏。
(4)異物管理水平評價指標不全面,持續改善效果較弱
在現行的體系中,對于異物管理水平廣本是通過清潔度來進行評價,管理指標主要在尺寸、重量、數量。機加工產生的異物多為絲狀或細長塊狀,且其產生具有偶發性,一方面,清潔度測量以抽檢形式展開,以抽檢的常態水準衡量偶發性不良,無法有效評價;另一方面,現在沒有其他得到公認的異物評價方法。對于供應商而言,其自我提升目標不合理,持續改善的效果就會不理想。
2 四大階段對策方向
根據以往供應鏈品質內生力提升的探討,廣本梳理出P-S-C-Si四階段品質躍升模型,見圖3。
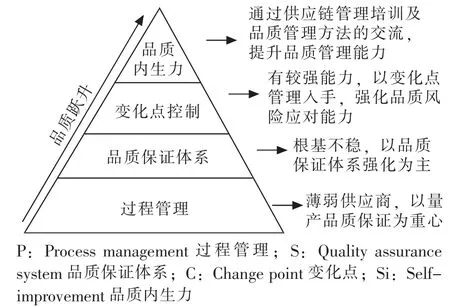
圖3 P-S-C-Si四階段品質躍升模型
根據現狀把握,結合P-S-C-Si模型,以供應商為對策推進主體,提出四大階段對策,見圖4。
(1)P階段:以再發防止和未然防止為基礎的工序能力提升
對于異物管理,首先應該聚集生產工序。異物都是在工序生產過程中產生的,通過工序上的改善,可以降低異物的產生概率,并通過生產現場的檢證,完善不良資源庫,提升異物溯源的能力。持續提升供應商現場管理水平,消除品質隱患。
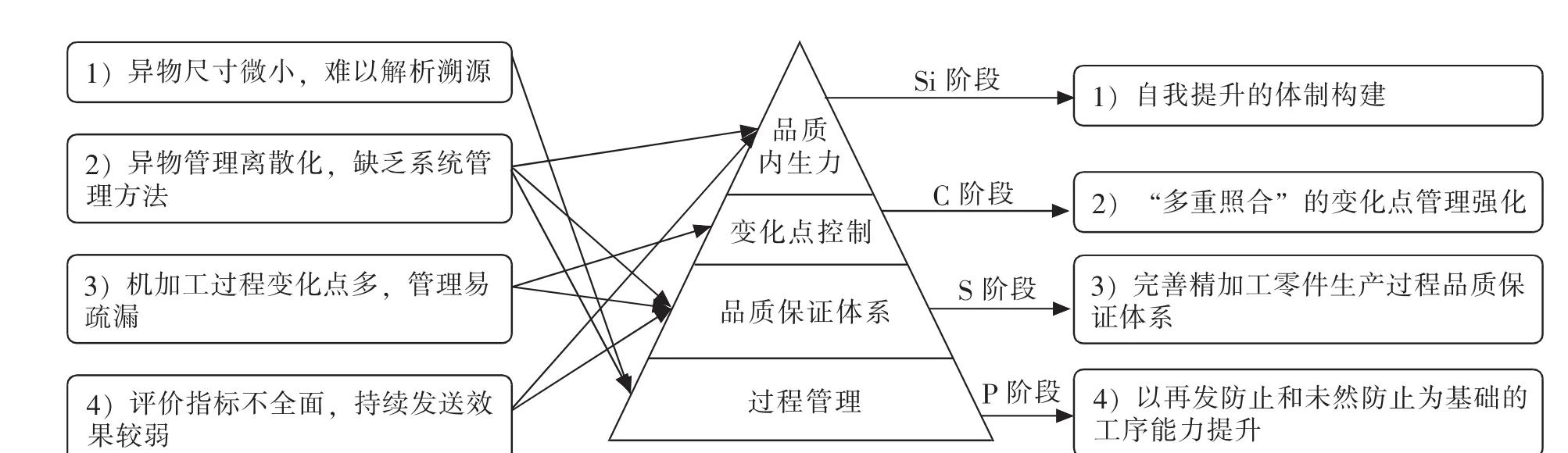
圖4 四大階段對策方向分析
(2)S階段:完善精加工零件生產過程品質保證體系
在檢證中發現,以削減異物不良的過程管理要求來看,大多數供應商在刀具、設備的管理中存在不同程度的不足。要落實工序改善效果,持續穩定的提升異物管理水平,其質量保證體系的完善勢在必行。
(3)C階段: “多重照合”的變化點管理強化
如上所述,精加工零件生產過程中變化點多,對于加工而言,刀具的壽命未期、換刀初期、設備調整前后是異物不良產生的風險隱患期。在大量變化點存在的情況下,對其變化點管理能力提出挑戰,因此我們必須在變化點管理方面進行強化。
(4)Si階段:自我提升的體制構建
通過前三個階段的提升,供應商在異物管理方面已經積累了相當的經驗,為了持續提升,供應商必須具備自我改善及向下級供應商輻射的能力。因此,建立供應商自我提升體制及適用自身的異物管理評價基準是必須的。
通過以上的對策,廣本希望提升供應鏈中精加工零件的異物管理水平,進一步消除品質隱患,提升產品品質,形成能夠廣泛應用的異物管理方法和準則。
3 對策實施
(1)以再發防止和未然防止為基礎的工序能力提升
在工序能力提升方面,由于異物產生的不確定性,因此只能依托再發防止和未然防止的觀點來開展工序檢證,強化工序能力,達到降低異物發生率,提升異物截留能力的目的,廣本主要有以下三點對策:
1)構建機加工產物圖譜,提升異物溯源能力
在解析中,單純依靠成分分析已經無法進行異物來源的判斷,同時,對于供應商量產中,在后工序發現的異物也難以進行區分,影響了其進行工序改善的效果。
因此,廣本引入了形貌分析與定性的成分分析結合進行異物鎖定。通過對異物上機加工紋路、卷曲狀態、韌性、顏色的分析,推斷異物加工相應的條件。根據以上的信息,對供應商全數加工工序可能產生的異物進行收集,包括同一刀具加工初期、加工末期、臨時停止、壽命末期的切屑進行收集,對其進行形貌分析,建立加工異物圖譜,以便提升異物溯源能力。
2)強化工序檢證及工藝評審,提升功能工序保證能力
工序管理上,對于現有量產工序以客戶工廠為主體組織進行工序檢證,從八大自工序觀點:工序異物的產生模式,本工序異物流出防止,生產參數的設定合理性,生產設備的穩定性,模具/治具的干涉可能,刀具的斷屑效果,上工序異物的截留能力,工序后是否產生異常傷痕;三大工序間觀點:生產用容器的清潔度,傳送鏈的異物殘留,異常產品的再投入;入手,制定檢證觀點集,對工序效果進行評價,對于弱點項目實施整改。
同時,對于新車型階段的工序,強化工藝評審,在評審觀點中加入異物保證能力評價觀點 (八大自工序觀點,三大工序間觀點),由供應商自主評價為主,客戶確認的方式開展,進行未然防止。
3)加工過程去磁化
驗證過中發現,鐵質零件生產的過程中由于加工過程造成的形變會使產品邊緣位置產生弱磁性,磁性的產生不受控,分布有一定的隨機性。在沖壓產品的斷口,切削的末端,零件/切屑的尖端。鉆孔位置一般較強,經驗證,以特斯拉計進行測量,單點磁通量達到0.7HT及以上就有吸附絲狀鐵質異物的能力。
對于生產線而言,部分刀盤、治具、刀桿墊片、設備工裝本身或長期使用后也會有弱磁性,因此需要在生產線合適位置設置去磁工序,并對重點部位實施磁通量監控,建議管控值設定為0.5HT。
通過以上工序措施,廣本提出以下工序異物管理四知原則逐步實現四不原則:
——四知原則
自工序異物知特征;上工序異物知來源;
工序間異物知來源;流出側異物知途徑。
——四不原則
自工序異物不流出;上工序異物不流入;
工序間異物不殘留;各工序異物不放過。
(2)完善精加工零件生產過程品質保證體系
通過梳理生產過程中,從 “人、機、物、法、環”五大方面盤點與異物產生相關聯的因素,最后對刀具/模具管理體系、設備管理、操作人員管理體系進行完善。
1)刀具/模具管理體系
刀具/模具管理是異物管理的核心,異物的產生與刀具/模具的樣式、設計壽命、刀具的更換管理密切相關,在刀具/模具的壽命末期,由于切斷能力減弱,異物及切削斷口磁性部分時刻會增強,易產生異物黏附;在刀具發生異常時(積屑瘤/崩刀),產生異物的可能性激增,因此刀具/模具的管理不能停留在有體系的階段,而要需要不斷完善。
根據推進經驗,廣本總結出刀具/模具管理體系的兩大注意事項:
①刀具/模具設定精細化。注重刀具切削及斷屑能力確認,對切削產物進行分析,在設定更換壽命期時,留出安全余量;刀具樣式選取時,對于切屑產生較多的工序,考慮斷屑模式。模具驗證時,需考慮模具間隙,避免毛刺產生。
②刀具/模具管理集中化。對于一般工廠,模具維護一般作為重點項目進行監控,但是在刀具頻繁更換的工廠,由于刀具更換由作業員進行,存在刀具異常未品質確認、刀具超期使用的風險。因此,在體系設計時,刀具應設定集中管理,統一發放統一回收統一確認,與變化點管理相呼應。
2)設備管理體系
設備是機加工的生命線,對于設備管理,廣本在體系完善時注意以下部分,首先是設備參數的點檢和確認,必須在每班次設定點檢并由員工切實執行、對于設備異常按流程上報進行品質確認及追溯,且操作員工無修改權限;其次是在每次更換刀具時對刀補值等參數進行確認,保證刀具更換品質;第三是定期對刀盤參數進行確認,如:刀盤跳動、裝夾狀態進行確認,保證設備正常運轉。
3)操作人員管理體系
操作人員方面,根據工序評價結果,對于易產生異物及重要的異物流出防止工序需要進行作業人員評價強化、在作業人員變動時需要由班組進行品質強化確認。
(3) “多重照合”的變化點管理強化
通過大量的現地檢證,發現在機加工過程中,刀具管理帶來的變化點管理困難,因此提出“多重照合”的變化點管理要求。
1)變化點管理于刀具/模具及設備管理體系結合,在刀具集中管理的前提下,根據每日產量,結合使用中的刀具壽命估算每日各刀具更換次數,補發當日各刀具需求數量,形成 《刀具發放記錄》;
2)由作業員記錄生產過程中的刀具更換,根據 《刀具更換記錄表》,記錄刀具首/中/末確認數據,刀具更換需區分正常到期更換及異常更換,對應不同級別的品質確認。對于多刃使用的刀具,產生連續兩次異常,該刀具需要停止使用,并進行前后追溯,并對同批刀具進行強化監督。班組記錄由班長進行確認,形成 《刀具更換記錄》,若超過預發刀具需要額外領用,需記錄刀具異常領用。全數變化點計入 《生產日報》;
3)每班次生產結束時,刀具集中回收,每日由刀具管理員進行回收檢查,確認使用刃數、是否有刀具異常,形成 《刀具回收記錄》;
4)以上記錄由刀具管理員進行確認,各記錄中刀具更換次數相對應,形成多重照合,產生異常時,由主管領導進行確認。
(4)自我提升的體制構建
自我提升即品質內生力形成階段,廣本重點關注以下三大方面。
1)自我異物管理評價標準建立
如上所述,由于異物管理水平衡量指標不足,因此需要完善構建自我評價標準。標準的設定應同時關注結果和過程,結果上,以完成車工廠不良為指標;過程上,以工序檢證/工序評審的弱項改善,變化點不具合次數為基準,設定公司內異物管理改善的目標,進行持續改善。
2)計劃性的自我提升方法
對于重點供應商應將異物管理設定為年度重點課題,形成專項推進小組,構建公司內異物管理體制。制定年度改善計劃,以TQM的思路進行逐級展開,將目標分解至各部門,每月進行PDCA。
3)標準化總結及向下輻射的能力
對于供應商側,好的經驗需要及時進行標準化,如:工序參數的修正、管理方法的改善等。注重推進體制中的總結,將有用的經驗進行總結和傳承,并向二級供應商進行輻射,助力整體供應鏈和能力提升。
主機廠需要配合對供應商進行培訓,并推動好的經驗橫向展開,最終達到帶動上下游共同進步,提升供應鏈異物管理水平的目標。
通過以上的對策實施,2018年異物不良率較過往降低約40%,2019年將持續推進對策的落實和深化,爭取更大的成績。
4 總結和建議
綜上所述,廣本結合P-S-C-Si四階段品質躍升模型,在四大階段施策強化供應商異物管理,提升供應商管理水平,促使供應鏈整體提升,在此過程中,也意識到三點需要注意:
1)長遠計劃,共同進步。由于異物問題推進的難度大,基礎不良率低,在1/10000~3/10000間,改善效果確認周期長。因此,在項目推進時必須制定長遠計劃,步步推進,與供應商共同進步,切不可操之過急。
2)建立專項信息數據庫。對于異物不良,同一異物造成的失效模式可能不一樣,因此需要構建不良數據庫,以便進行再發不良分析和水平展開。結合加工產物圖譜、工藝工序驗證觀點,形成專項推進數據庫。
3)注重工序評審的開展。品質是設計出來的,在新車型初期工序未定時,以完善的觀點進行嚴格的工序評審,可以及時進行調整,提高工藝設計品質,消除隱患。
廣本也將繼續在提升產品品質上不懈努力,同時對有用的經驗堅持反思與總結,推動供應商品質內生力提升,打造高水平供應鏈。
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
水資源開發與管理(2021年12期)2022-01-15 08:54:58
——關注自然資源管理
遼寧自然資源(2021年3期)2021-05-19 06:39:04
水利建設與管理(2020年9期)2020-10-21 05:22:26
河南水利年鑒(2020年0期)2020-06-09 05:43:30
中國制筆(2019年1期)2019-08-28 10:07:26
建材發展導向(2019年10期)2019-08-24 06:26:30
建材發展導向(2019年10期)2019-08-24 06:26:20
中國眼鏡科技雜志(2017年13期)2017-08-16 03:13:42
雜文月刊(2016年1期)2016-02-11 10:35:51