基于激光固化凍結陶瓷漿料的水玻璃發泡問題研究
2020-10-13 06:26:32張其帥陳世浩張靈靜
陶瓷學報 2020年1期
張其帥,陳 樺,陳世浩,張靈靜,張 耿
(西安工業大學 機電工程學院,陜西 西安 710021)
0 引 言
陶瓷材料具有高強度、高硬度、耐磨、耐高溫等性能,若采用傳統的機械加工方法(車、銑、刨、磨)成型效率低、精度差、材料容易碎、刀具磨損嚴重;采用傳統的燒結素坯工藝也需要預先制備模具,這將會增加周期成本[1]。而3D打印方式加工陶瓷材料避開了陶瓷材料銑削性能差的缺點,同時也無需設計加工模具,可用于成型復雜零件[2]。目前在基于漿料的陶瓷3D打印方法中,立體光刻成型(SLA)[3,4]是通過激光掃描光敏樹脂,將陶瓷顆粒粘結固定完成單層成型,經層層累積,燒結后得到非常致密的三維生坯,這是陶瓷3D打印領域相對較成熟的方法。但是SLA需要的材料制備成本昂貴,且液體漿料流動性大,需要設計支撐結構,坯體易被破壞。因此本研究探討了一種基于凍結陶瓷漿料的激光掃描3D打印方法,即在激光掃描固化前將漿料冷凍,使其具有一定的機械強度,同時冷凍也減緩了激光造成物理化學反應過程的速率,這將提高加工的可控性。在凍結陶瓷漿料的激光掃描3D打印方法中,陶瓷原料為氧化鋁粉[5],粘結劑為水玻璃。水玻璃是一種輕質、耐高溫且成本低廉的綠色粘結劑,但其受激光輻照后發泡會造成材料出現多孔,不利于陶瓷料層的平整性和均勻性。而激光掃描過程的路徑、速度、功率和水玻璃陶瓷漿料的理化性質均能影響發泡的劇烈程度。雖然研究以水玻璃作為發泡劑的文獻很多,如崔榮[6]指出,水玻璃受熱發泡后疏松多孔,抗壓強度較低,并通過添加粉煤灰和氯化鋁來抑制氣泡的生長;朱麗[7]利用無水碳酸鈉增大漿料的粘度,從而降低發泡,但是他們制備的無機輕質材料比起陶瓷材料抗壓強度仍然較低。本文以低功率高速度的激光掃描方式,采用合理的掃描間距和鋪料厚度,并分別添加粉煤灰和硅酸鋁纖維,用于大幅度降低凍結漿料發泡過程,以提高陶瓷坯體的致密性和強度。
1 材料和實驗方法
1.1 實驗材料
α 氧化鋁粉(粒徑5 μm,鞏義市藍潤科技有限公司);粉煤灰(實驗級,鞏義市恒諾濾料有限公司),其主要化學成分如表1所示;硅酸鋁纖維(型號:DH-005,廊坊中英石棉化工有限公司);鈉水玻璃(工業級,模數3.1-3.4,廣州穗欣有限公司)。
1.2 實驗方法
整個實驗平臺由計算機處理系統、鋪料系統和激光掃描系統組成。計算機處理系統為3D打印平臺的核心,將掃描路徑模型導入至3D打印系統并生成相應的 G代碼。鋪料系統由刮刀和冷凍裝置組成,刮刀將漿料表面刮至平整,冷凍裝置負責凍結陶瓷漿料。針對陶瓷漿料對激光能量的吸收率,激光掃描系統的光源采用波長為10.6 μm的CO2激光。
實驗加工工藝為:a. 分別稱量一定量的粉煤灰、硅酸鋁纖維與氧化鋁粉混合制備陶瓷粉體,以水玻璃作為粘結劑與陶瓷粉體混合攪拌配制陶瓷漿料;b. 將漿料鋪設在平臺上,利用刮刀刮至平整;c. 利用冷凍裝置冷凍凝固料層;d. 激光選區輻照料層表面,根據“S”型掃描路徑構建 2D圖形;e. 工作臺下降,重復b、c、d、e過程;f. 疊層完成,得到被凍結漿料包裹的陶瓷生坯;g. 整體放入水中,未被掃描的凍結漿料將慢慢融化,得到生坯;h. 制件做進一步燒結后處理。工藝流程如圖1所示。

表1 粉煤灰的化學成分(wt.%)Tab.1 Chemical constituents of fly ash (wt.%)
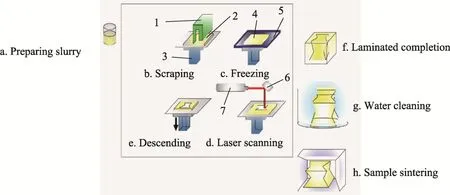
圖1 工藝流程圖:(1) 刮刀;(2) 漿料;(3) 升降臺;(4) 凍結后的漿料;(5) 冷凍裝置;(6) 反射鏡;(7) CO2激光。Fig.1 Diagram of the machining process: (1) scraper, (2) slurry, (3) lifting platform, (4) frozen slurry,(5) refrigeration device, (6) mirror and (7) CO2 laser.
2 確定合理工藝參數
2.1 工藝原理
水玻璃作為一種高溫無機粘結劑,是一種含有各種硅酸根陰離子、氫氧根、聚合物膠粒的復雜溶液,其中這些陰離子會逐漸發生縮聚反應,形成鏈狀或者環狀的聚合物,形成膠核[8]。當加熱時,膠核中較多的 Si-OH鍵相互脫水結合,形成Si-O-Si鍵,這是一種耐水性較好的三維結構的固化體系[9]。反應式如下:
根據水玻璃的熱重-差熱曲線(圖5)得知,水玻璃在130℃左右質量有明顯的損失,說明說玻璃在這個溫度下開始發泡并固化。在圖4(c)和圖4(d)中,選取130℃時被溫度曲線截取的水平線的長度作為固化寬度(W)和固化深度(L),測得W=0.35mm,L=0.2mm。因此在實驗中,選取0.35mm的激光掃描線間距和0.2 mm的鋪料層厚,并在結果中對其進行驗證。
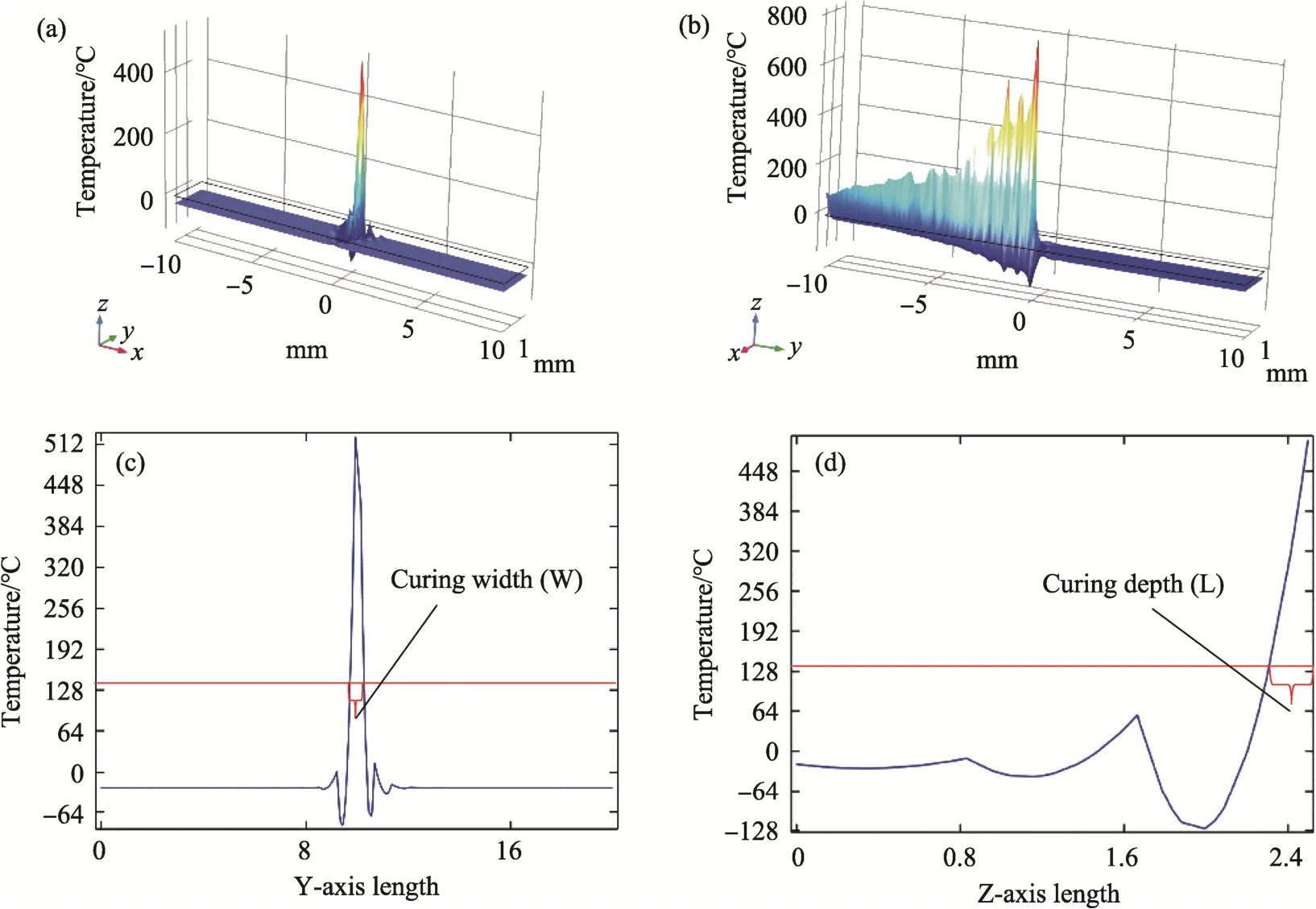
圖4 激光束掃描到模型中心時不同位置的溫度場分布:(a) YZ表面溫度分布;(b) ZX表面溫度分布;(c) Y軸溫度分布;(d) Z軸溫度分布Fig.4 Temperature field distributions at different locations when laser beam is scanned to the center of the model: (a) YZ surface temperature distribution, (b) ZX surface temperature distribution, (c) Y axis temperature distribution and(d) Z axis temperature distribution
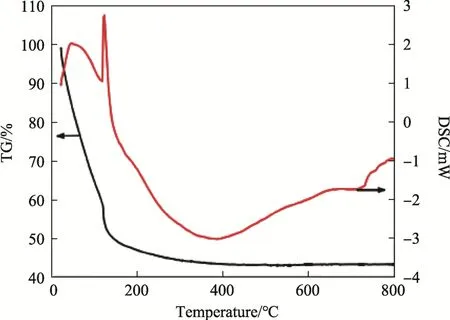
圖5 水玻璃溶液的熱重-差熱曲線Fig.5 TG-DSC curve of the water glass solution
3 結果與討論
3.1 添加粉煤灰對發泡結構的影響
在水玻璃含量不變的基礎上,實驗中通過改變添加劑和氧化鋁的配比以配制固液質量配比為6:4的漿料。根據文獻調研,粉煤灰作為一種良好且廉價的地質聚合物構成材料,其吸水性較強,能明顯抑制水玻璃氣泡的生長與合并過程,進而可降低水玻璃發泡效果[8,9]。另外,粉煤灰與水玻璃混合會引入Al-O結構進入Si-O-Si結構,形成Si-O-Al結構,能顯著增大陶瓷基體的強度。實驗采用的氧化鋁粉、粉煤灰和水玻璃的配比如表 2所示。
表2 樣品的組成及配比Tab.2 Composition and ratio of the samples
利用上文中的工藝參數進行激光掃描,得到的單層樣品如圖6所示。
采用光學放大鏡對比觀察,發現掃描線間距為0.25 mm時,固化線銜接過度嚴重,發泡較為劇烈;掃描線間距為0.35 mm時,固化線銜接程度較好,沒有出現裂紋;掃描線間距為 0.45 mm時,出現大面積開裂,如圖 7所示。隨著粉煤灰含量增加,樣品表面顏色逐漸加深。測量樣品的截面厚度(表3),得到平均的固化厚度為0.23 mm,和仿真結果得到的鋪料層厚差異較小,表明仿真數據較為合理。
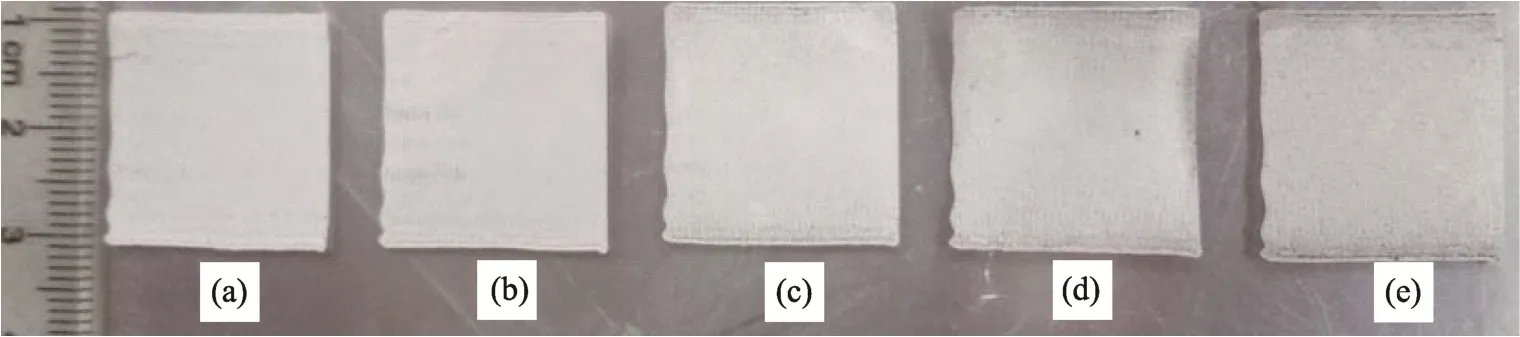
圖6 不同配比的單層樣品Fig.6 Single layer samples with different compositions
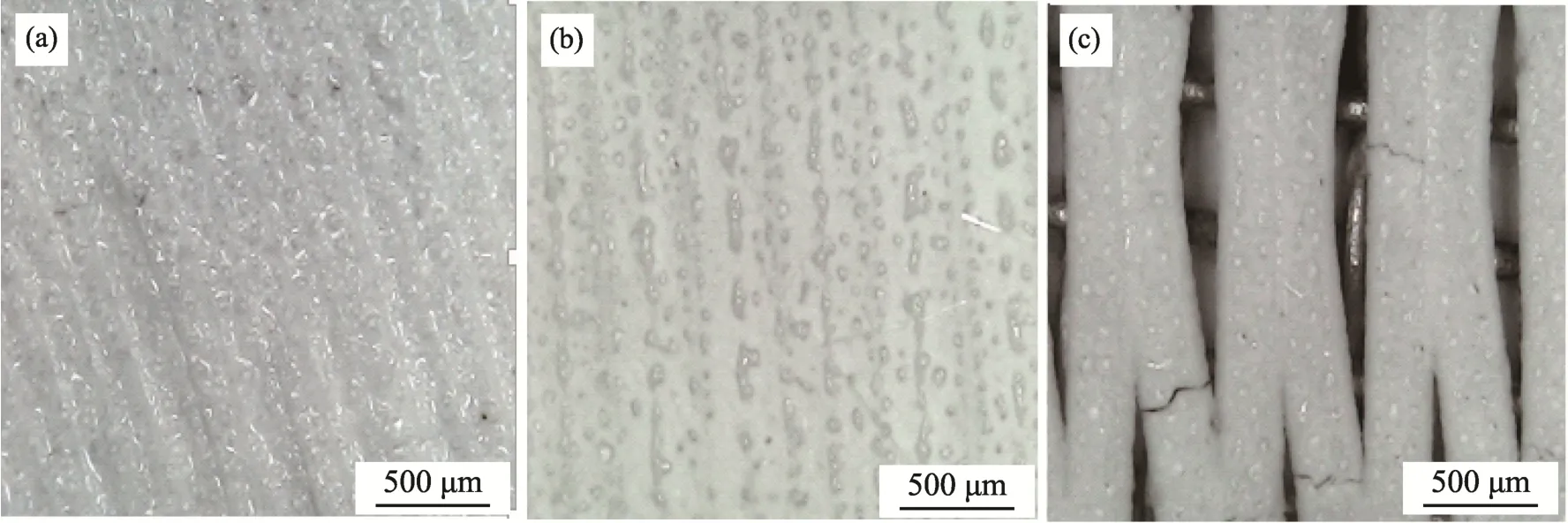
圖7 不同掃描線間距下的樣品表面:(a) 0.25 mm;(b) 0.35 mm;(c) 0.45 mmFig.7 Sample surfaces with different scanning line spacings (a) 0.25 mm, (b) 0.35 mm, (c) 0.45 mm

表3 不同配比的樣品厚度Tab.3 Thickness of the samples with different compositions
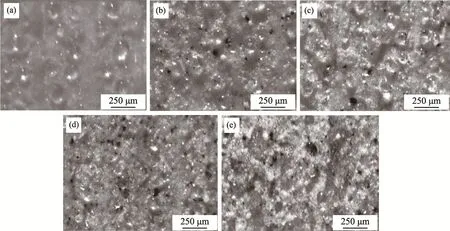
圖8 不同粉煤灰含量的顯微鏡照片Fig.8 Microscopic photographs of the samples with different contents of fly ash
采用光學顯微鏡(奧林巴斯CX31型)觀察樣品微觀結構(如圖8所示)并測量孔徑數據,如表4所示。在不添加粉煤灰的情況下,在激光掃描線兩側發泡現象嚴重,泡孔體積較大且數量較多。由于氣泡的生長、合并具有隨機性,因此氣泡結構不均勻。最大氣泡的直徑達到了233 μm。每個樣品測量十個泡孔孔徑,計算平均值,孔徑大小趨勢如圖9所示。當粉煤灰含量添加到40wt.%時,平均泡孔直徑降低到 80.46 μm。這表明隨著粉煤灰含量的增加,材料密度增大,黏度增加,使得氣泡的上升速度和擴散速度減緩、氣體溢出量減小;另一方面黏度增大致使氣-液界面薄膜的強度變大、氣泡孔徑變小,氣泡連通減少。
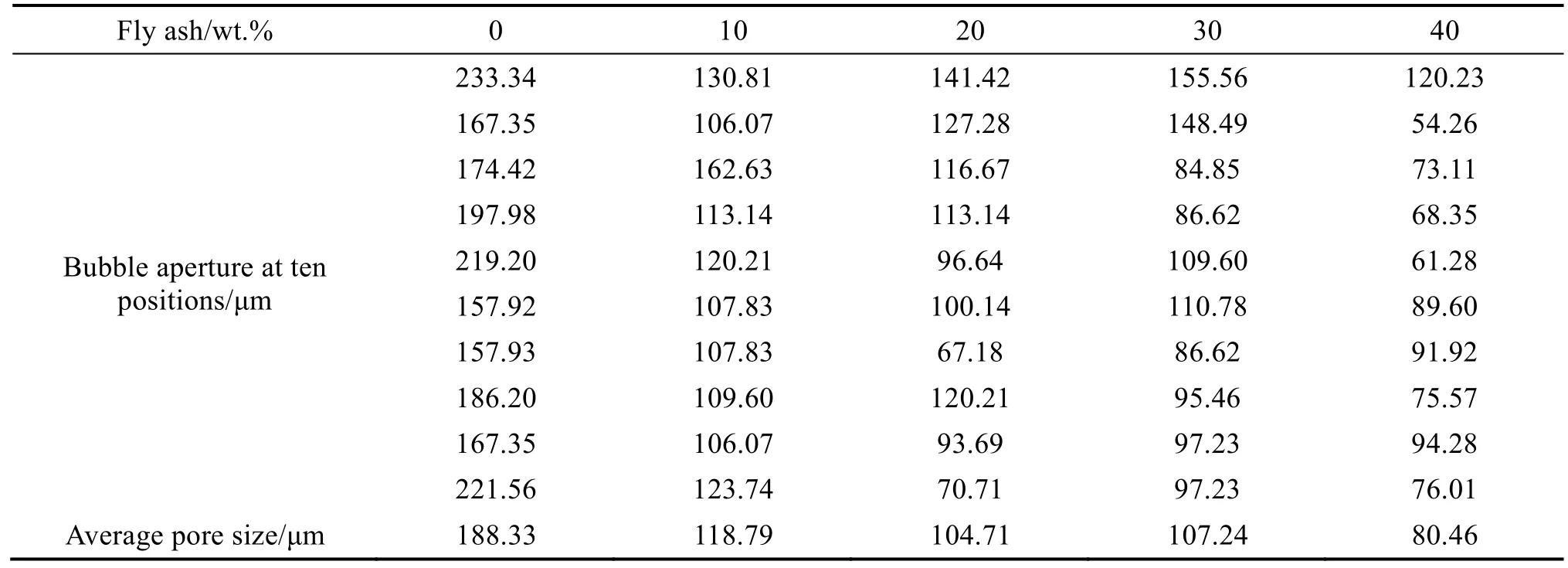
表4 不同粉煤灰含量的氣泡孔徑數據Tab.4 Bubble pore diameters of the samples with different contents of fly ash
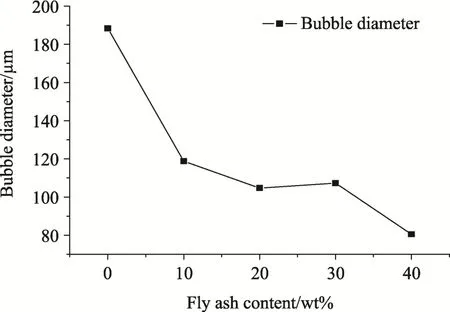
圖9 粉煤灰用量對氣泡孔徑的影響Fig.9 Bubble pore diameter as versus the content of fly ash
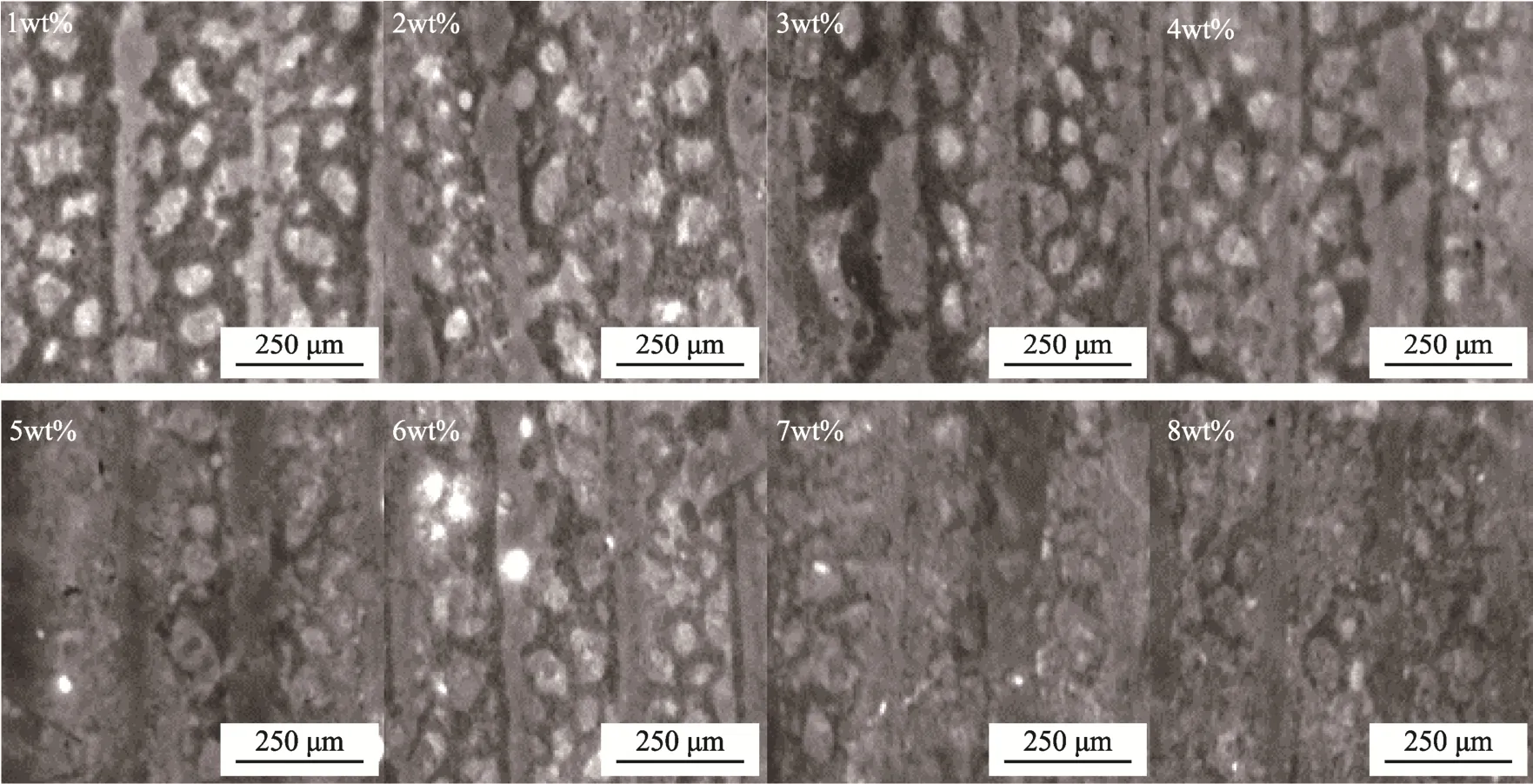
圖10 不同硅酸鋁纖維含量的顯微鏡照片Fig.10 Microscopic photographs of the samples with different contents of aluminium silicate fiber
3.2 添加硅酸鋁纖維對發泡結構的影響
硅酸鋁纖維的主要成分是 SiO2,易與水玻璃結合在一起。在保持水玻璃含量為40wt.%不變下,實驗添加硅酸鋁纖維的含量為1-8wt.%,對應氧化鋁粉的含量為52-59wt.%。樣品的微觀樣貌如圖10所示,由顯微鏡測量得到的孔徑數據如表5所示。
從圖11的孔徑大小趨勢中看出,當硅酸鋁纖維添加量從1wt.%到5wt.%時,泡孔孔徑逐漸減小,由188.33 μm降低到100.96 μm。因為加入適量的纖維,填補了發泡過程中的大氣孔,增大了粘度和密度,降低了水玻璃的發泡能力。但是當硅酸鋁纖維含量繼續增加時,部分泡孔由于氣體無法溢出,泡孔出現連通現象,使得泡孔數量減小,均勻性變差。
研究結果表明,在工藝上選擇一定的激光掃描間距和鋪料層厚;在材料配比上分別添加適量的粉煤灰和硅酸鋁纖維,對于減小料層中的發泡數量和大小都具有明顯作用。
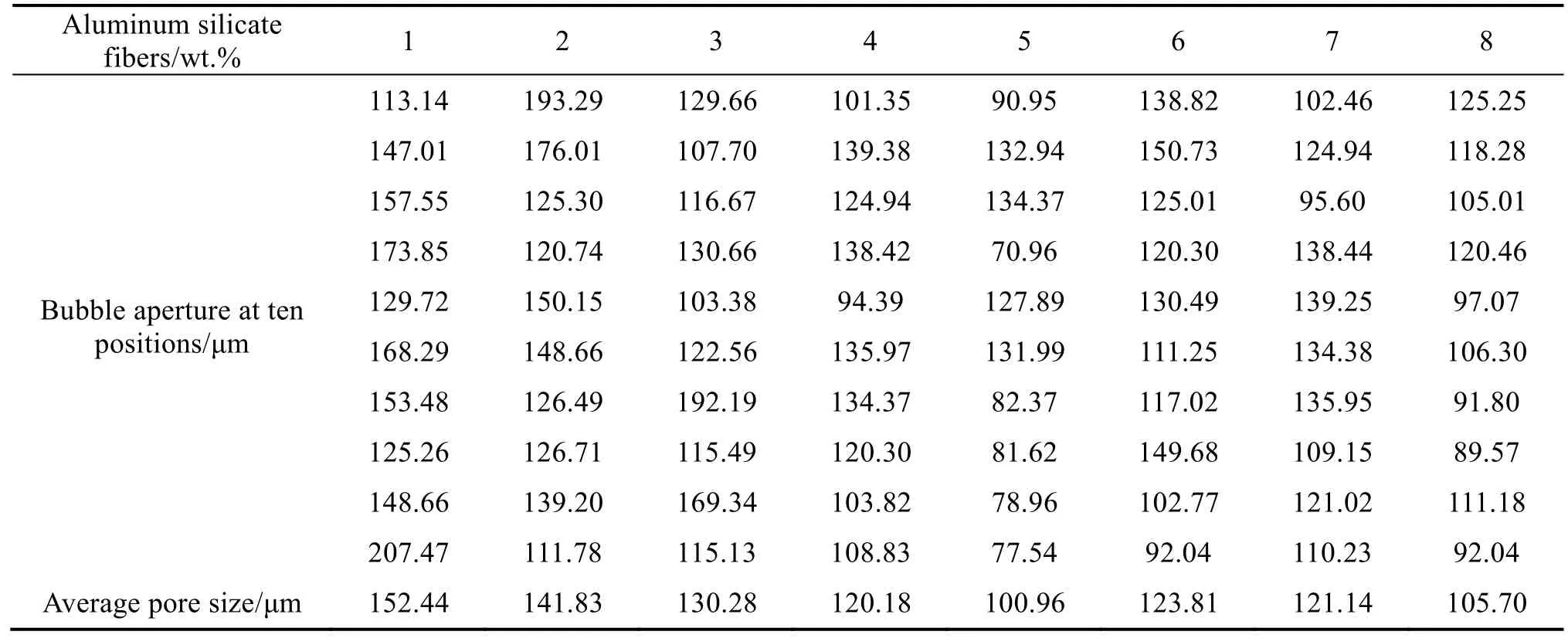
表5 不同硅酸鋁纖維含量的氣泡孔徑數據Tab.5 Bubble pore diameters of the samples with different contents of aluminum silicate fiber
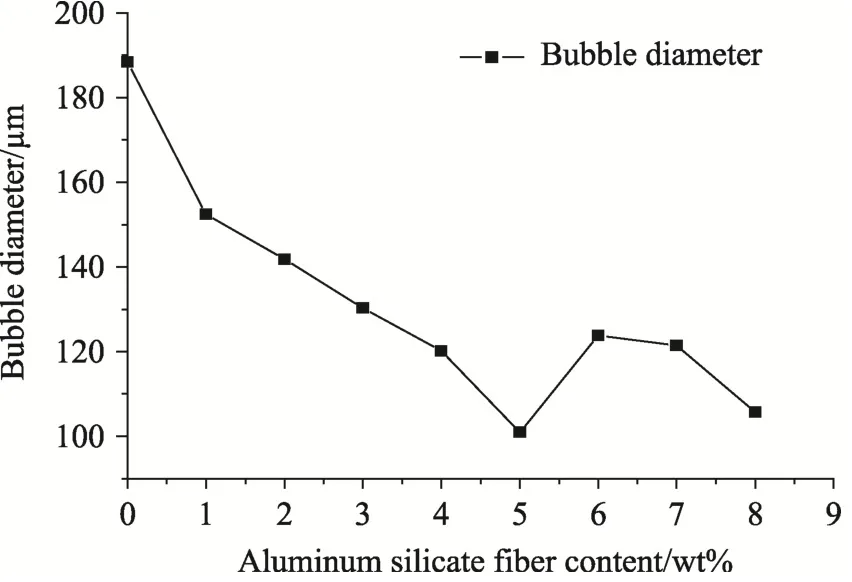
圖11 硅酸鋁纖維用量對氣泡孔徑的影響Fig.11 Bubble pore diameter versus the content of aluminum silicate fiber
3.3 陶瓷坯體燒結及物理性能對比測試分析
通過工藝中的鋪料-冷凍-掃描工序,循環進行,疊加樣品的長寬高均為 20 mm。根據上文的結果,分別選取(a)60wt.%氧化鋁粉、40wt.%水玻璃;(b)20wt.%氧化鋁粉、40wt.%粉煤灰、40wt.%水玻璃;(c)55wt.%氧化鋁粉、5wt.%硅酸鋁纖維、40wt.%水玻璃三種樣品后處理。由上文的水玻璃的TG-DSC曲線(圖5)可以得知,在130 ℃左右時,DSC曲線出現了明顯的吸熱峰,同時 TG曲線質量迅速減少,水玻璃的固化和失水發泡開始加劇。在300 ℃左右趨于穩定。在這個過程中,如果升溫速率過快,水分的蒸發過程加劇,造成泡孔結構膨脹過快,進而造成樣品的孔隙率變大,密度降低;升溫速率較慢時,樣品有足夠的時間固化及水分蒸發,使得水玻璃的發泡能力大幅度降低。因此可采用緩慢的加熱過程燒結樣品。采用箱式電阻燒結爐(KSL-1700X-S,合肥科晶材料技術有限公司)燒結樣品。燒結過程為:先采用1 ℃/min的升溫速度對樣品進行加熱,溫度升高至300 ℃,隨后采用5 ℃/min的升溫速度加熱至1100 ℃,隨后以5 ℃/min的降溫速度冷卻至室溫。升溫曲線如圖12所示。燒結得到的三種樣品如圖13所示。
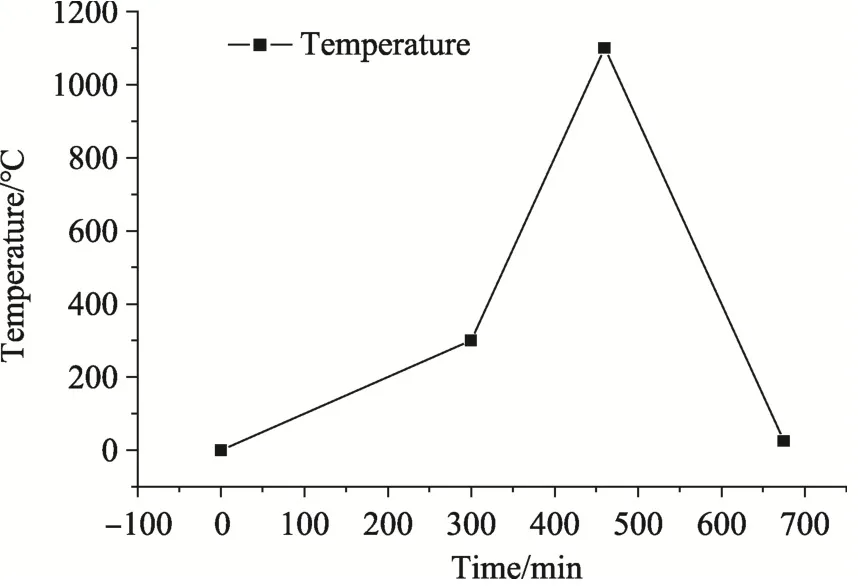
圖12 樣品升溫曲線Fig.12 Temperature curve of the sample
采用瞬態熱線法測量樣品的導熱率;采用體積質量法測量樣品的密度;采用電子萬能試驗機測量抗壓強度。結果如表6所示。
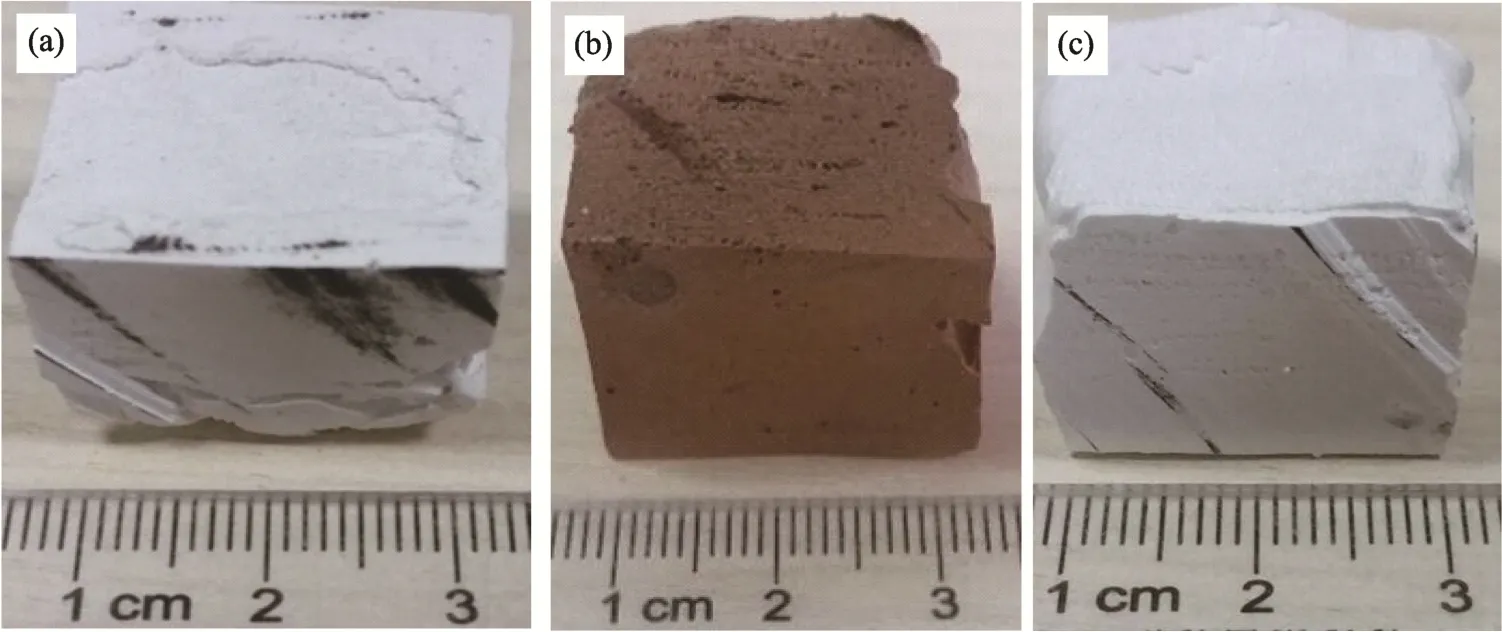
圖13 不同配比的陶瓷坯體Fig.13 Photos of the ceramic bodies with different proportions
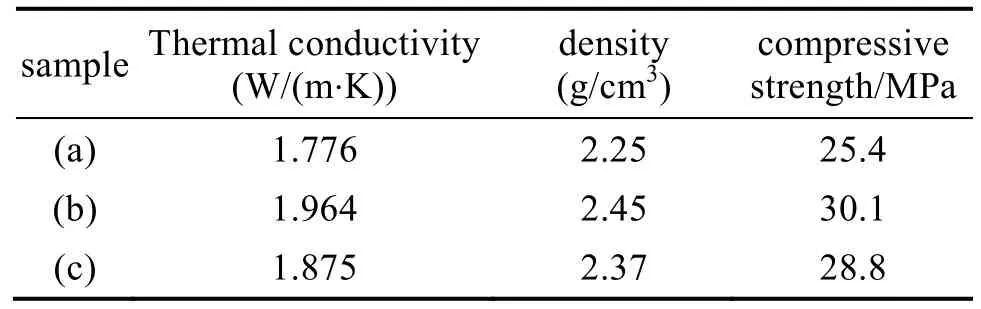
表6 樣品性能Tab.6 Properties of the samples
由表可知,樣品(b)和(c)的導熱系數均高于樣品(a),這是由于樣品(b)以粉煤灰作為添加劑的樣品體積吸水率較高,增大了漿料粘度,在激光掃描過程中水玻璃結合水的喪失過程變得緩和,發泡結構相對減少。在燒結過程中,由于升溫速率較慢,水玻璃有足夠的時間凝結固化,再一次抑制了氣泡生長,致使材料的保溫隔熱性能減小;對于樣品(c),硅酸鋁纖維中更多的SiO2進入到水玻璃的Si-O-Si網絡結構中,使得基體變得更加致密,一定程度上增大了水玻璃的模數,引起漿料粘度變大。在燒結過程中,高含量的硅酸鋁纖維促使固體傳熱的增加量大于輻射與對流傳熱的減少量,增大了材料的導熱系數。
樣品(b)和(c)的密度及抗壓強度均高于樣品(a),這是由于發泡體積和連通泡孔的減小增大了材料密度。對于樣品(b),水玻璃與粉煤灰混合后會發生解聚縮聚反應,形成[Ma(AlO2)b(SiO2)c·nMOH·mH2O]膠體。膠體在粉煤灰顆粒表面形成粘結膜,能將多余的粉煤灰粘結在一起,從而提高材料的抗壓強度。粉煤灰的主要化學組成為SiO2、Al2O3,礦物相中還含有少量莫來石。在高溫燒結時,SiO2與 Al2O3可發生固相反應:生 成了莫來石 晶相,而莫來石作為 Al2O3-SiO2二元系中唯一的高溫穩定化合物,有利于增大陶瓷晶粒間的粘結力,提高其致密化程度,使得陶瓷材料的高溫蠕變小、抗熱震穩定性好,同時也會提高其抗壓強度[10,11];對于樣品(c),硅酸鋁纖維的添加大幅度提高了Si-O-Si網絡結構的強度,進而增加材料抗壓強度。
4 結 論
利用COMSOL建立激光掃描凍結陶瓷漿料的固體瞬態傳熱模型,確定合理掃描間距為0.35 mm,疊層鋪料厚度為0.2 mm,并在后續實驗結果中驗證了數據合理性。采用 20wt.%氧化鋁粉、40wt.%粉煤灰、40wt.%水玻璃配比制得的陶瓷片材,平均泡孔孔徑減小到 80.46 μm,生坯密度為2.45 g/cm3,抗壓強度達到30.1 MPa;采用 55wt.%氧化鋁粉、5wt.%硅酸鋁纖維、40wt.%水玻璃配比制得的陶瓷片材平均泡孔孔徑減小到100.96 μm,生坯密度為2.37 g/cm3,抗壓強度達到28.8 MPa。