提升白車身覆蓋件材料利用率的沖壓工藝方案*
2020-10-13 12:49:06蔣磊陳天鐸王龍馬培兵張明張雄飛
汽車工程師 2020年9期
關(guān)鍵詞:工藝
蔣磊 陳天鐸 王龍 馬培兵 張明 張雄飛
(1.東風(fēng)本田汽車有限公司;2.東風(fēng)汽車集團(tuán)有限公司技術(shù)中心)
目前白車身制造成本在整車制造成本中占比約40%,通過降低白車身制造成本來削減整車制造成本是各大汽車制造商正在努力的方向。白車身制造成本主要由材料費(fèi)、加工費(fèi)和工裝折舊費(fèi)三部分構(gòu)成。其中,沖壓材料費(fèi)約占70%以上,而構(gòu)成白車身的沖壓件,其絕大多數(shù)材料利用率不足60%。某些內(nèi)部設(shè)計(jì)有較大孔洞的大型覆蓋件,如側(cè)圍外板、帶窗框的門板、兩廂車的尾門內(nèi)外板等,其材料利用率甚至不足50%[1-4]。綜上,通過提高白車身沖壓件的材料利用率,來削減白車身的制造成本,不僅是降低整車物料成本、提升銷售價(jià)格優(yōu)勢的一條行之有效的途徑,同時(shí)也是沖壓工藝規(guī)劃人員優(yōu)先考慮的任務(wù)。文章分別從淺拉延、開口拉延、拉延檻、嵌套沖壓和余料利用5 個方面介紹提升白車身覆蓋件材料利用率的沖壓工藝方案。
1 淺拉延
拉延是覆蓋件成型常用的沖壓工藝方法,具備生產(chǎn)穩(wěn)定的優(yōu)點(diǎn),并能最大限度地增加材料的加工硬化量,保證材料塑性變形充分。但傳統(tǒng)的常規(guī)拉延工序由于設(shè)定的工藝補(bǔ)充面較多,拉延深度較高,存在較大的材料損失,材料利用率普遍不高。而淺拉延作為一種盡量減少工藝補(bǔ)充面、合理削減成型深度的沖壓工藝方法,成為提升材料利用率的一項(xiàng)重要手段。
在保證制品外觀質(zhì)量、尺寸精度合格以及成型充分的前提下,可以考慮使用淺拉延工藝,必要時(shí)可直接將制品的法蘭邊作為壓料面,使其拉延深度最小化[5]。圖1 示出某轎車左側(cè)圍外板拉延工序數(shù)模,該制品采用常規(guī)拉延工藝。圖2 示出某SUV 車型左側(cè)圍外板拉延工序數(shù)模,該制品采用淺拉延工藝。圖1 和圖2 中,黑色為制品,綠色為工藝補(bǔ)充面,藍(lán)色為制品翻邊法蘭,紅色為修邊線,橙色為分模線。以頂蓋搭接處為例進(jìn)行說明,工藝補(bǔ)充面所需材料的多少由拉延深度(H)、制品修邊線與凸模圓角之間的距離(D)決定。通過對比可以發(fā)現(xiàn),對于常規(guī)拉延,制品修邊線位于分模線以內(nèi),即制品形狀全部在凸模之上,H 值和D 值相對較大,從而不可避免地造成較大的工藝補(bǔ)充面存在。對于淺拉延,制品修邊線位于分模線以外,翻邊法蘭落在壓料面之上,有效地降低了H 值,D 值也隨之減小,非常明顯地縮減了工藝補(bǔ)充面,材料利用率有了很大程度的提升。相較于常規(guī)拉延,淺拉延工藝的運(yùn)用可以使側(cè)圍外板材料利用率提升2%左右,單車材料成本削減7~8 元。

圖1 某轎車左側(cè)圍外板拉延工序數(shù)模
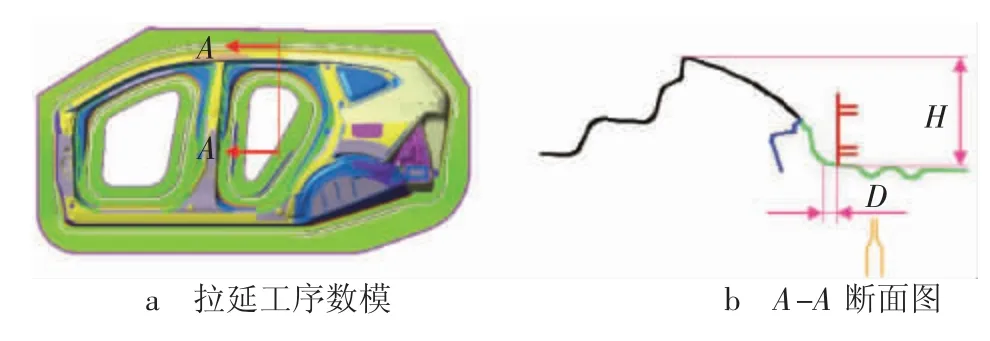
圖2 某SUV 車型左側(cè)圍外板拉延工序數(shù)模
2 開口拉延
覆蓋件拉延成型通常需要一定的剛性壓邊力來控制材料的流動趨勢及速度。對于大多數(shù)覆蓋件而言,需在四周全部設(shè)置壓邊力方能滿足拉延成型,即封閉式拉延。而對于個別造型特殊的覆蓋件,拉延成型時(shí),可在局部不施加壓邊力,使該部位材料自由成型,以此來減少工藝補(bǔ)充面,提高材料利用率,這種沖壓工藝方案稱之為開口拉延。
圖3 示出某SUV 車型后地板拉延工序數(shù)模及3D結(jié)構(gòu)圖,為典型的開口拉延工藝。

圖3 某SUV 車型后地板開口拉延示意圖
該制品將備胎倉開口部的拉延設(shè)計(jì)成開口形式,開口拉延區(qū)域的材料起始位置位于拉延凸模之上,僅需沿制品修邊線往外延伸20 mm 即可獲得該區(qū)域拉延成型所需的工藝補(bǔ)充面,而拉延凸模側(cè)壁及壓料面均無需設(shè)置工藝補(bǔ)充面。由于后地板備胎倉部深度達(dá)到180 mm,故通過開口拉延可以大幅度減少工藝補(bǔ)充面,提高材料利用率。圖3 所示后地板調(diào)試穩(wěn)定后的最終實(shí)際材料利用率為86%,相對于封閉式拉延,材料利用率有了很大的提升。
3 拉延檻
沖壓模具拉延筋主要有圓筋、方筋和拉延檻3 種形式。一般來說,圓筋尺寸較大,所提供的拉延進(jìn)料阻力較小,通常用于成型深度較大,材料流入量較多的制品;方筋尺寸次之,能夠產(chǎn)生大于圓筋的進(jìn)料阻力,材料流入量較少,通常用于車門外板、頂蓋外板等外覆蓋件的脹形成型;拉延檻尺寸最小,相較于圓筋和方筋彎曲更為劇烈,所提供的拉延進(jìn)料阻力最大,材料幾乎不流動或流入量極少,適用于曲率較小、造型平坦、成型深度淺的覆蓋件成型。
拉延工藝設(shè)計(jì)時(shí),在滿足生產(chǎn)穩(wěn)定的前提下,可優(yōu)先選用拉延檻,使壓料面廢料尺寸最小化,從而提高材料利用率。同時(shí),可利用制品自身特點(diǎn),利用制品附帶的筋、檻等形狀作為拉延檻,以此省去拉延檻,最大限度地優(yōu)化材料利用率[6]。圖4 示出某轎車發(fā)動機(jī)罩內(nèi)板拉延模結(jié)構(gòu)局部斷面圖,該拉延模采用了拉延檻結(jié)構(gòu),最終實(shí)際材料利用率達(dá)到了68%。
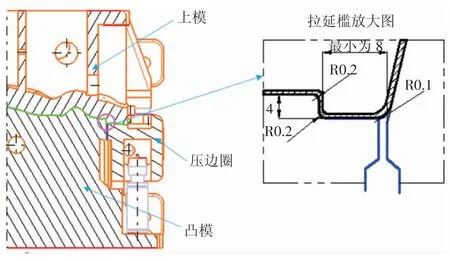
圖4 某轎車發(fā)動機(jī)罩內(nèi)板拉延檻斷面圖
4 嵌套沖壓
某些大中型車身覆蓋件出于整車裝配的需要,常常在其內(nèi)部設(shè)計(jì)較大的孔洞(如帶窗框的門板、帶天窗的頂蓋、兩廂車的尾門等)。孔洞部位材料在拉延時(shí)參與成型,在后工序中作為廢料切掉,存在較大的材料浪費(fèi),材料利用率較低。為了充分利用孔洞部位的材料,可將一些小的結(jié)構(gòu)件嵌套于大型覆蓋件廢料區(qū)域,與大件共用同一套模具進(jìn)行沖壓生產(chǎn),這種提升材料利用率及削減工裝開發(fā)的加工方式稱為嵌套沖壓,俗稱模套模技術(shù)[7]。
圖5 示出某SUV 車型尾門上外板與發(fā)動機(jī)罩外板加強(qiáng)板嵌套沖壓示意圖。由于二者材質(zhì)同為JAC270D-45/45,且料厚一致,均為0.6 mm,故在車身開發(fā)與沖壓工藝規(guī)劃時(shí),考慮將二者進(jìn)行嵌套沖壓。該車型尾門上外板風(fēng)窗部開口尺寸為913 mm×401 mm,發(fā)動機(jī)罩外板加強(qiáng)板輪廓投影尺寸為618 mm×252 mm,其單獨(dú)拉延成型落料材尺寸約為720 mm×360 mm,小于尾門上外板風(fēng)窗部開口尺寸,滿足嵌套沖壓邊界條件。
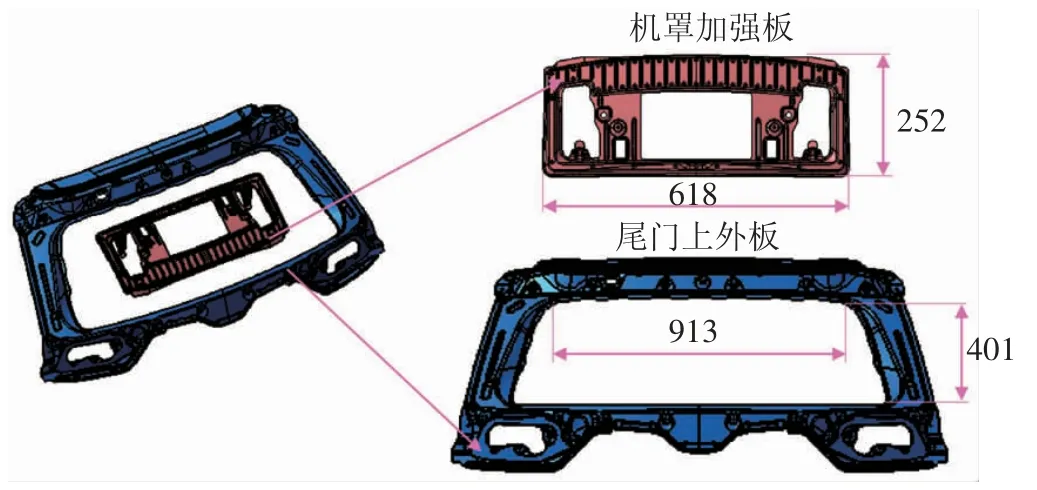
圖5 某SUV 車型尾門上外板與發(fā)動機(jī)罩外板加強(qiáng)板嵌套沖壓示意圖
嵌套沖壓模具3D 結(jié)構(gòu)示意圖,如圖6 所示。表1示出尾門上外板和發(fā)動機(jī)罩外板加強(qiáng)板分別單獨(dú)沖壓與嵌套沖壓2 種工藝方案的對比情況。通過對比分析可知,利用嵌套沖壓技術(shù)不僅可以大幅提升材料利用率,還可以在一定程度上減少沖壓模具數(shù)量,從而削減新車型工裝的開發(fā)費(fèi)用。
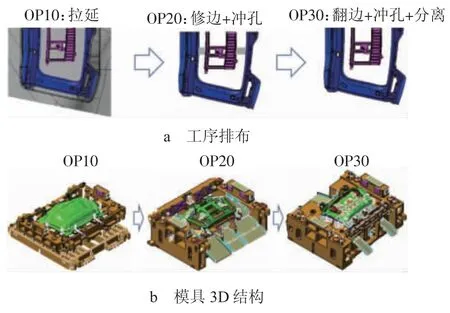
圖6 白車身覆蓋件嵌套沖壓工序排布與模具3D 結(jié)構(gòu)示意圖
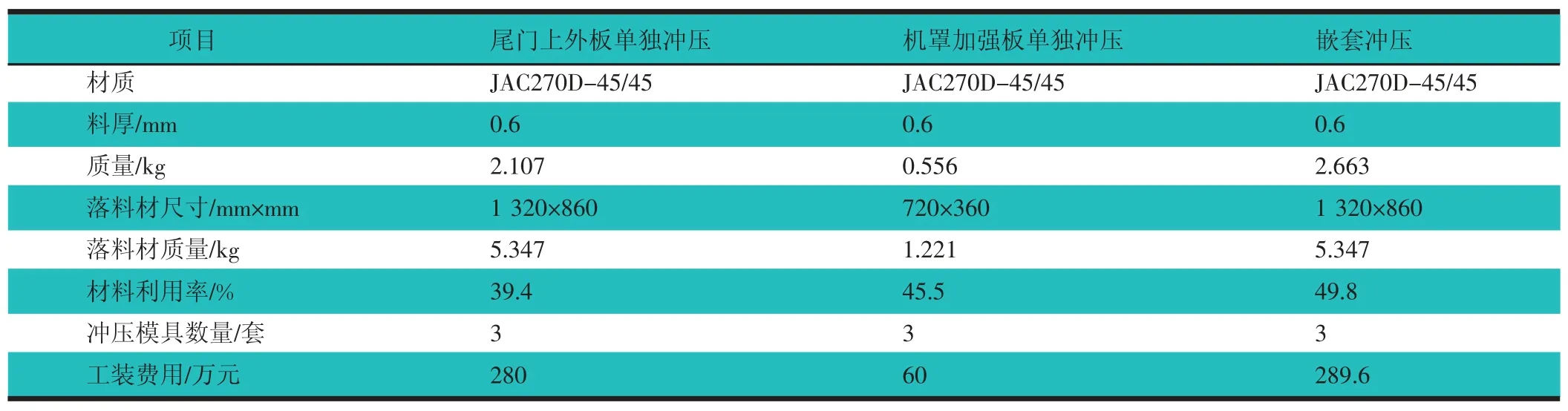
表1 白車身覆蓋件單獨(dú)沖壓與嵌套沖壓成本對比
5 余料利用
對于側(cè)圍外板、雙天窗頂蓋外板、帶窗框的門外板、尾門內(nèi)外板等大型覆蓋件,在落料加工時(shí)會產(chǎn)生許多邊角料。這些邊角料由于未發(fā)生塑性變形,可以直接用于沖壓加工。通過收集這些邊角料,作為某些小型制件沖壓加工的原材料,使落料加工中的廢料得到二次利用。這種廢料再利用技術(shù)稱為余料利用,又稱套材技術(shù)[8]。
圖7 示出某SUV 車型左側(cè)圍外板余料利用示意圖。側(cè)圍外板在開卷落料時(shí)會產(chǎn)生6 塊剪切廢料,其中2 塊廢料尺寸較大。如果不加以利用,這部分材料就會被白白浪費(fèi)。為了提高材料利用率,可對側(cè)圍外板前、后門洞內(nèi)2 塊廢料進(jìn)行統(tǒng)一收集,將其用于生產(chǎn)同等材質(zhì)和相同料厚的小型制件,如翼子板安裝支架、加油口蓋外板、尾燈固定板等。
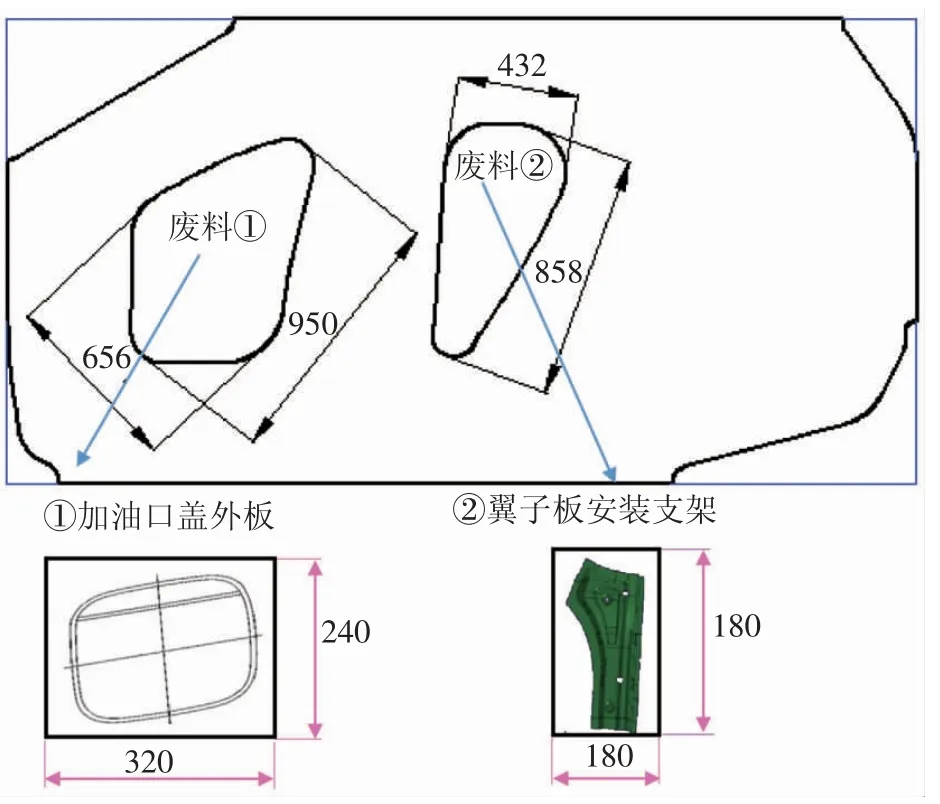
圖7 某SUV 車型側(cè)圍外板余料利用示意圖
此外,余料利用還可以采用以下原則:1)利用高強(qiáng)度等級的材料替代低強(qiáng)度等級的材料;2)利用高拉深等級的材料替代低拉深等級的材料;3)在同等材質(zhì)的前提下,利用厚度大的材料替代厚度小的材料;4)若制件重要等級較低,則可考慮利用強(qiáng)度等級略低、厚度略小的材料進(jìn)行替代[9]。
6 結(jié)論
在競爭日趨激烈的汽車制造業(yè)發(fā)展中,不斷降低制造成本是汽車制造商獲得利潤的重要途徑。因此,提升白車身覆蓋件的材料利用率是當(dāng)前技術(shù)條件下汽車制造企業(yè)核心的降本增效手段。目前,世界范圍內(nèi)先進(jìn)汽車制造企業(yè)的白車身覆蓋件的平均材料利用率可以達(dá)到70%,而國內(nèi)汽車制造企業(yè)的材料利用率僅為50%左右,存在較大的提升空間。通過運(yùn)用文章所介紹的淺拉延、開口拉延、拉延檻、嵌套沖壓、余料利用等沖壓工藝方案,白車身覆蓋件材料利用率得到了明顯提升,且領(lǐng)先國內(nèi)同行業(yè)水平。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
