美制矮牙埃克母螺紋加工及檢測
2020-10-10 07:17:52李芳曹偉唐瑞袁剛
鑿巖機械氣動工具 2020年3期
關(guān)鍵詞:檢測
李芳,曹偉,唐瑞,袁剛
0 引言
隨著石油鉆具產(chǎn)品國產(chǎn)化的推進,越來越多的特殊螺紋在設(shè)計和制造中出現(xiàn),美制矮牙埃克姆(STUBACME)螺紋就是其中之一。這些螺紋相對于普通的公制螺紋,在螺紋的設(shè)計和檢測上有很多特殊的要求,常見普通螺紋的加工和檢驗方法已不能完全適用。公司組織人員對美制矮牙埃克姆(STUBACME)螺紋的加工和檢測技術(shù)進行攻關(guān),對螺紋加工過程中的常見問題進行了分析并提出了改進措施,得出了完整的螺紋加工工藝和檢測方法,實現(xiàn)了螺紋的批量加工。
1 主要技術(shù)指標和要求
1.1 美制矮牙埃克姆(STUBACME)螺紋簡介
美制矮牙埃克姆(STUBACME)螺紋出現(xiàn)于二十世紀初期,通常用于產(chǎn)生移動或傳動空間受限制的特殊場合,主要應用于機械制造、石油和冶金行業(yè),在FED-STD-H28/13A《美國聯(lián)邦標準螺紋手冊H28A》和《ASME/ANSIB1.8-1988(R2001)》中對該螺紋進行了詳細的講解。
1.2 螺紋的技術(shù)要求
1.2.1 矮牙埃克姆(STUBACME)螺紋的基本牙型
矮牙埃克姆(STUBACME)螺紋的基本牙型如圖1所示,標準系列的螺紋尺寸可從《ASME/ANSIB1.8-1988(R2001)》或《公制、美制和英制螺紋標準手冊》查詢到。現(xiàn)在使用一些軟件,輸入螺紋規(guī)格,可以快捷準確查詢到所需數(shù)據(jù)。
1.2.2 牙型角
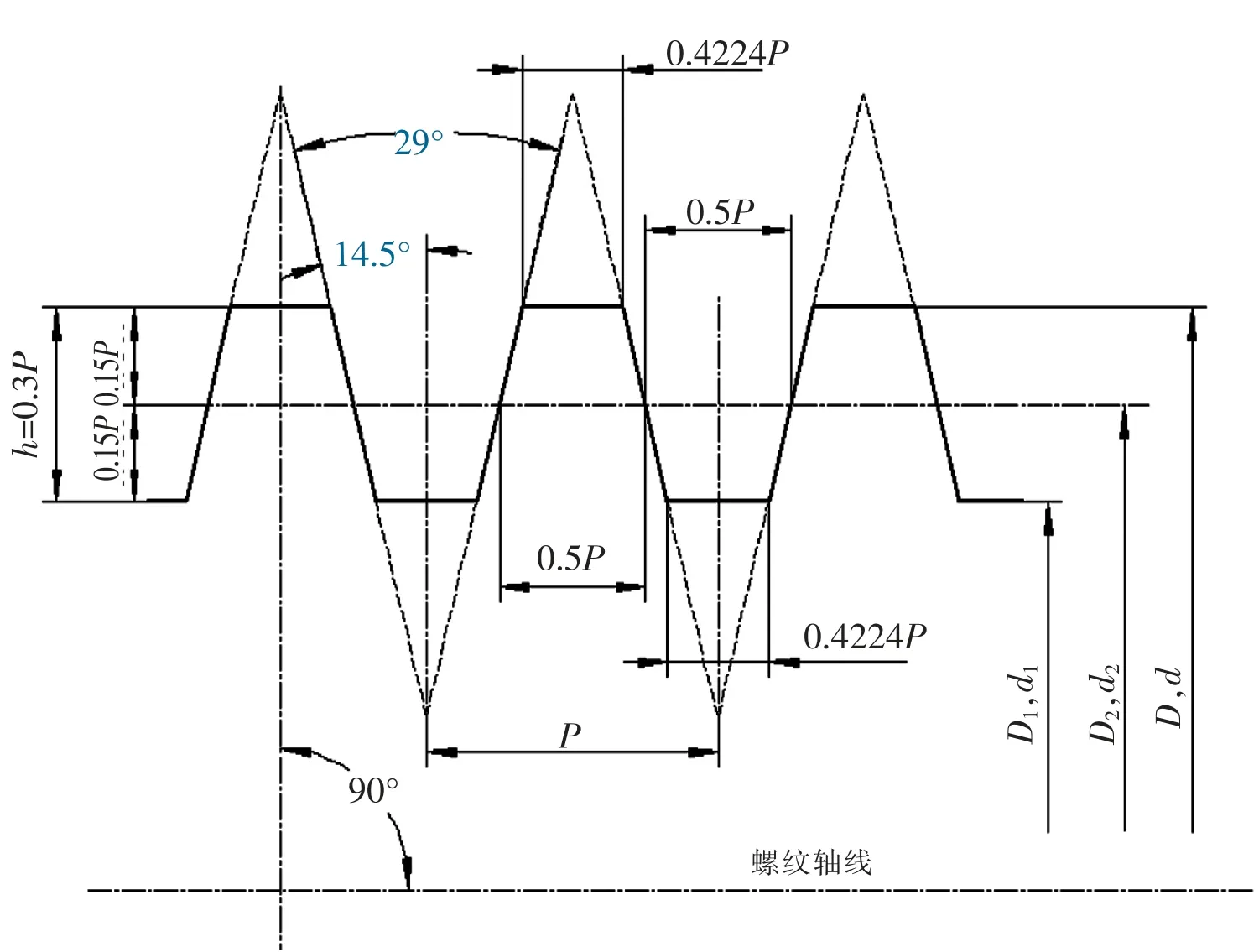
圖1 基本牙型示意圖
在軸平面內(nèi)測量的牙型角應該為29°,此29°的角平分線應該垂直于螺紋軸線。
1.2.3 螺距
螺紋的螺距是相鄰兩牙對應點在平行于軸線方向上的測量距離。螺距的計算公式P=25.4/牙數(shù),螺紋牙數(shù)應用最多的是3、4、5、6、8、10、12、14、16。
1.2.4 牙高
矮牙埃克母(STUBACME)螺紋的基本高度為0.3P。當設(shè)計需要使用比0.3P牙高更矮或更高的螺紋,應從《ASME/ANSIB1.8-1988(R2001)》附錄A中獲得有關(guān)數(shù)據(jù)。
1.2.5 公差帶種類及其選擇
矮牙埃克母(STUBACME)螺紋的默認公差帶代號為2G,省略不標。如果采用特殊公差帶,例如3G和4G,則需標注。螺紋特征代號與公差帶間用“—”號分開。
1.2.6 旋向
左旋螺紋應在公差帶代號之后標注“LH”,右旋螺紋不標注旋向代號。
2 螺紋加工
2.1 螺紋加工前的操作準備
(1)螺紋加工前應仔細消化圖紙和作業(yè)指導書,理解螺紋規(guī)格和尺寸公差要求。
(2)根據(jù)螺紋規(guī)格準備量具,主要是游標卡尺、千分尺、深度尺、角度尺、塞(環(huán))規(guī)、螺紋樣板、量針、粗糙度樣塊、百分表、膠泥、投影儀等。
(3)根據(jù)螺紋規(guī)格準備刀具,主要是螺紋內(nèi)、外刀片和內(nèi)外刀桿,為減少刀墊角度調(diào)整誤差,推薦采用同一廠家、同一型號的刀片和刀桿。
(4)檢查機床運轉(zhuǎn)是否正常,數(shù)控系統(tǒng)是否穩(wěn)定。
(5)準備螺紋防護帽和吊裝防護裝置,防止撞傷工件表面。
(6)正確穿戴勞保用品。
2.2 螺紋的加工方法
2.2.1 工件的找正
根據(jù)工件的長度和直徑大小來選用機床,長度超過1.5m,直徑超出240mm的工件,建議選用數(shù)控管螺紋車床,低于以上尺寸的建議選用普通數(shù)控車床。無論采用哪種機床,工件必須牢固裝夾在機床上,用百分表檢測跳動值在圖紙要求范圍內(nèi)。采用管螺紋車床時前后卡盤和工件外圓跳動都要用百分表檢查,跳動一致并找正工件側(cè)母線,以防螺紋兩端中心線不同軸而報廢。
2.2.2 刀具安裝
螺紋刀片安裝正確與否直接影響螺紋的牙形和螺紋量規(guī)測量結(jié)果,刀片安裝前,要用螺紋樣板比對。如果沒有樣板可查詢刀片上的產(chǎn)品信息判斷,標準螺紋的刀片有標識—T.P.I(每英寸的牙數(shù)),如16T.P.I就是每英寸16牙的刀片。現(xiàn)在Sandvik、Toolflo、Kenna等知名刀具制造商都是根據(jù)ANSI螺紋標準模塊化制造,可以直接應用。
另外,刀片鎖緊在刀柄后安裝在刀座上,必須用百分表檢測刀片是否與工件理論中心線垂直。百分表示值有變化,說明刀柄沒有完全安裝正確,應調(diào)整后再檢查,直至合格。
2.2.3 加工工藝方法選擇
工件結(jié)構(gòu)和機床類型決定了切削螺紋的加工方法。朝卡盤方向進行加工是最常用的方法,也可以遠離卡盤的方向進行切削。當用左手型刀具加工右手型螺紋或用右手型刀具加工左手型螺紋時,螺旋升角的影響會改變刀具的切削角度,所以必須更換刀墊,以對負螺紋角進行補償。
角度刀墊用下式計算

式中λ——刃傾角
P——螺距
d2——螺紋有效直徑
例如:P=1.5,d2=25,λ=arc tan(1.5/(25π)),λ=1.09°
圖2為外螺紋的通用加工方法,圖3為內(nèi)螺紋的通用加工方法,圖中粗箭頭表示機床主軸旋轉(zhuǎn)方向,細箭頭表示刀具進給方向。
2.2.4 通用車螺紋程序
數(shù)控化生產(chǎn)的產(chǎn)品尺寸一致性和效率高于普通機床,長時間的螺紋車削,形成固化、簡單、快捷的螺紋程序。
矮牙埃克姆(STUBACME)螺紋刀片是帶修光刃的成形刀片,在車削前,必須粗車螺紋大、小徑名義尺寸,單邊留精車量0.2-0.3mm,以保證車螺紋時全牙型刀片能把螺紋牙型車完整。
車螺紋數(shù)控程序不需要再單獨編制,只需要在通用格式中填入數(shù)據(jù)就能運行,下面是兩種常見數(shù)控系統(tǒng)的程序格式。
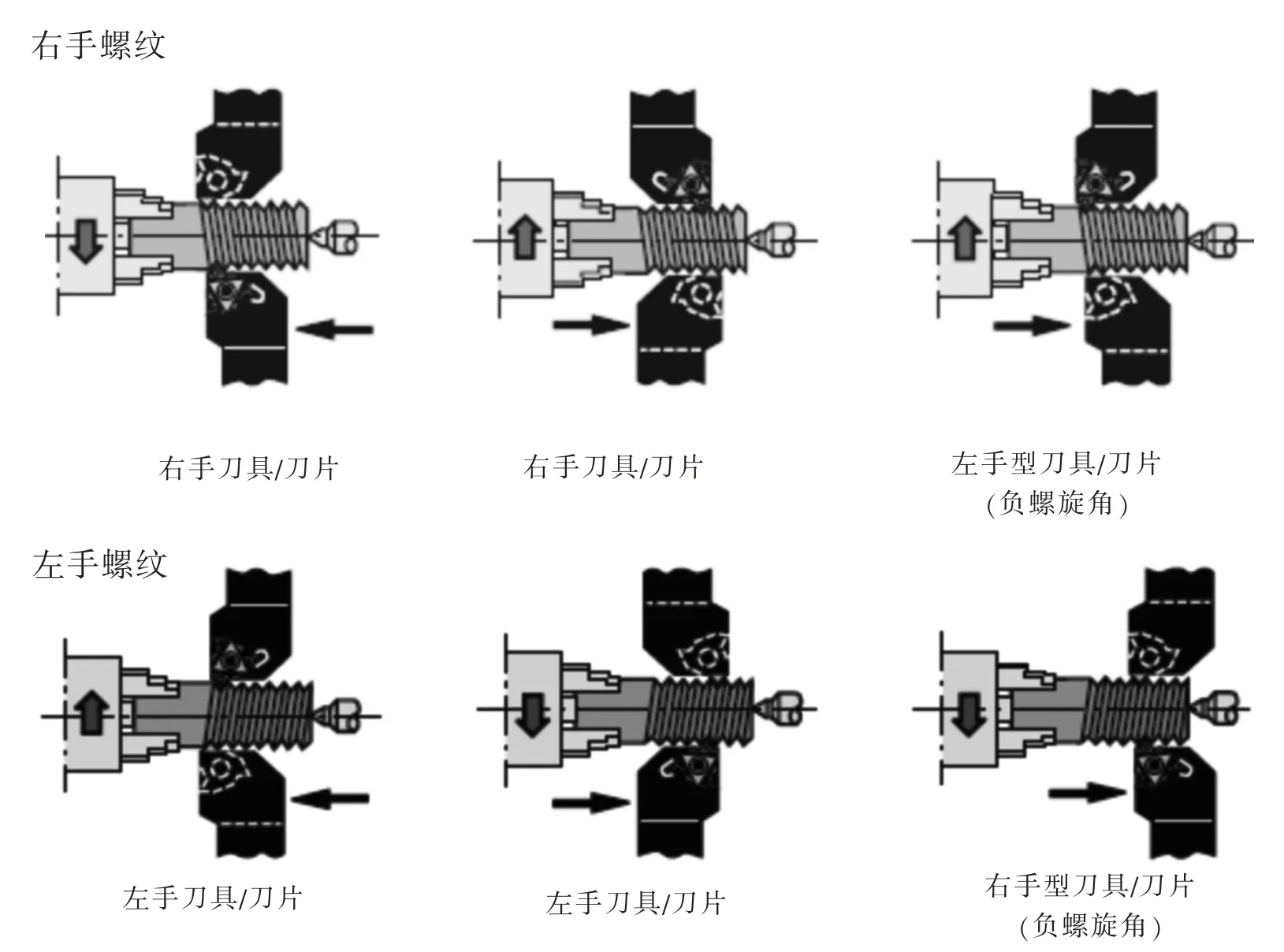
圖2 外螺紋通用加工方法

圖3 內(nèi)螺紋通用加工方法
FANUC系統(tǒng)格式:
T0___
G00 X__
Z0
G76 P010060 Q100 R 0.1
G76 X__Z__R__P__Q__F__
G00 Z___
M30;
注釋:R__在車內(nèi)螺紋時直接輸入,車外螺紋時需要在輸入值前加“—”號。
SIEMENS系統(tǒng)格式:
CYCLE 97(—,—,—,—,—,—,—,—,—,—,—,0.00000,1,1,1,1)
PIT__ SPL__
FPL__ DM1__
DM2__ APP___
ROP___ TDZP___
IANG___ NRC___
2.2.5 螺紋切削參數(shù)
螺紋切削參數(shù)是指線速度Vc,走刀量f,切削深度ap。
線速度Vc=πD·n/1000,其中D為工件直徑,n為主軸轉(zhuǎn)速。車螺紋時應高速切削,參照刀片包裝盒上推薦參數(shù),計算主軸轉(zhuǎn)速。
走刀量f=25.4/牙數(shù)。
車螺紋時通過將整個螺紋切深分成數(shù)次小的切深,避免切削刃的齒廓角過載并同時保持其敏感度。走刀次數(shù)和進刀量對于螺紋切削具有決定性的影響,直接關(guān)系到螺紋的表面質(zhì)量,按下列公式計算每次走刀量

式中 △ap——徑向進給
x——實際走刀(從1到nap的系列值)
ap——螺紋總深度
nap——走刀次數(shù)
j——第一次走刀=0.3mm,第二次走刀=1mm,第三次走刀=x-1mm
2.2.6 車削后處理
螺紋精車完成后,去除不完整螺紋半扣或不完整螺紋尖邊毛刺,并用120-240目砂紙砂光。
3 螺紋加工常見問題及改進措施
3.1 螺紋表面質(zhì)量不良
螺紋表面質(zhì)量不良的直觀表現(xiàn)是:螺紋表面粗糙度低于圖紙或規(guī)范要求,螺紋牙側(cè)面表面粗糙度差。原因分析及改進措施見表1。
3.2 螺紋牙型不合格
牙型不合格歸納成下列幾點:
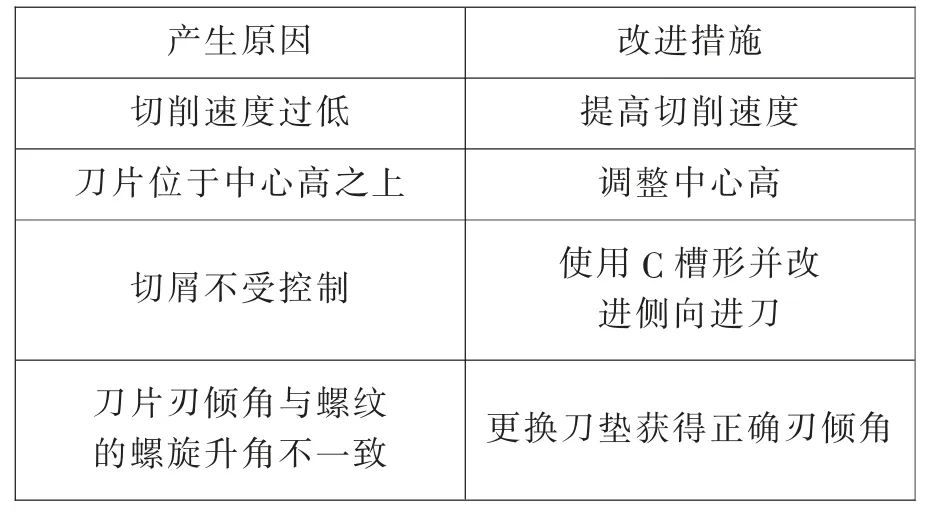
表1 粗糙度不合格原因分析及改進措施
(1)牙型與標準牙型樣板不一致,見圖4,原因及改進措施見表2。
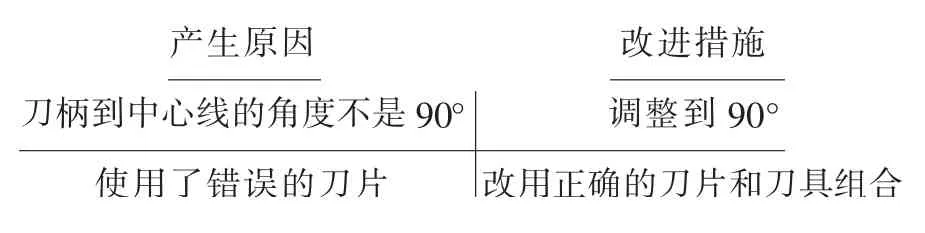
表2 牙型與標準牙型樣板不一致的原因分析及改進措施
(2)牙頂(牙底)過切或未切削到,見圖5。產(chǎn)生的原因是刀片有缺口或刀片在加工中產(chǎn)生破損。改進措施是更換螺紋刀片。
(3)螺紋最后一牙消失點位置不適當,量規(guī)不能達到要求的完整螺紋深度,見圖6。產(chǎn)生的原因是刀具退出過快。改進措施是刀具走到指定的位置再退刀。
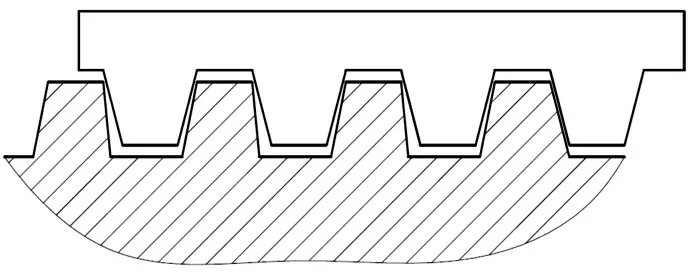
圖4 牙型與標準牙型樣板不一致
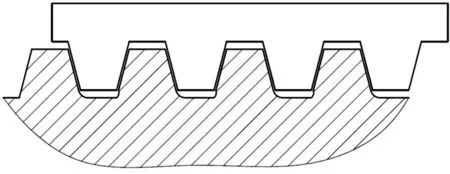
圖5 牙頂(牙底)過切或未切削到
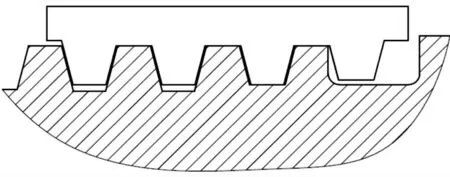
圖6 螺紋最后一牙消失點位置不適當,量規(guī)不能達到要求的完整螺紋深度
3.3 導程(螺距)不正確
不正確的導程(螺距)導致螺紋不能旋合,或產(chǎn)生不平均的負荷分配,顯著地影響連接壽命。承受了大部分扭矩負荷的單一螺紋會壞掉,增加的局部壓力集中會導致過早的疲勞故障。導程(螺距)不合格歸納成下列兩點:
(1)導程(螺距)不一致,見圖7;
(2)螺紋第一牙或最后一牙太寬或擠壓,見圖8,產(chǎn)生原因是車床上絲杠間隙過大,可通過調(diào)整絲杠間隙并檢查精度改進。
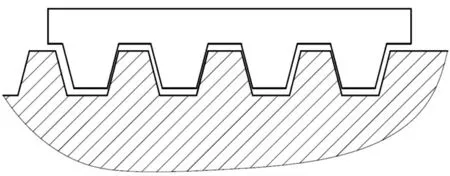
圖7 導程(螺距)不一致
4 螺紋檢測
矮牙埃克姆(STUBACME)螺紋的各項技術(shù)參數(shù)必須完全符合圖紙和規(guī)范等技術(shù)文件中的要求才能判定螺紋合格。
4.1 外觀表面質(zhì)量檢測要求和方法
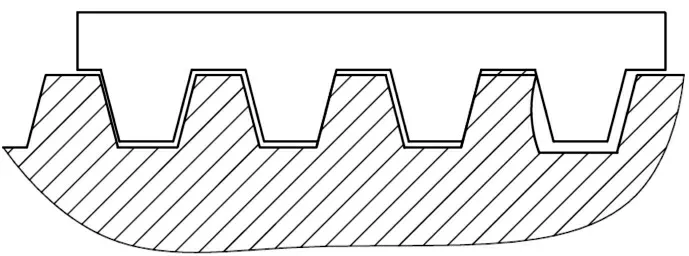
圖8 螺紋第一牙或最后一個太寬或擠壓
標準中對螺紋表面質(zhì)量的檢測規(guī)定如下:
(1)目視檢測螺紋所有表面不能有尖角或刀口狀棱邊;
(2)目視內(nèi)、外螺紋全長范圍內(nèi),螺紋表面應無裂紋、破損、刀痕、碰傷、臺階、振紋等破壞螺紋連續(xù)性的任何缺陷;
(3)粗糙度樣塊比對檢測螺紋表面粗糙度,至少達到Ra3.2或更高。
4.2 螺紋牙形檢測要求和方法
標準中對螺紋牙形的檢測規(guī)定如下:
(1)標準樣板卡在零件的螺紋上,完全重合或無間隙。
(2)通過膠泥、投影儀檢測,模型比對符合規(guī)范和圖紙要求。
4.3 量規(guī)綜合測量
標準STUB ACME螺紋用符合標準的螺紋硬規(guī)檢測時,通規(guī)應旋入螺紋要求長度,止規(guī)旋合不超出3扣視為合格。
4.4 量針法(三針或單針)測量外螺紋單一中徑
量針法測量螺紋單一中徑是一種精度較高的方法。根據(jù)被測外螺紋的具體情況,量針法分為三針法、兩針法(雙球)法和單針(單球)法三種,一般采用三針法。雙針法僅適于扣數(shù)較少的螺紋,單針法適于直徑大于50mm的大直徑螺紋。
4.5 其他要求的檢測
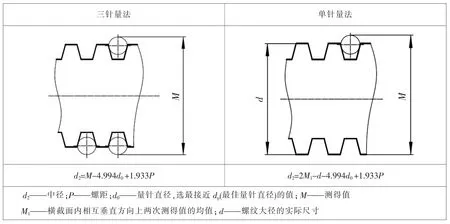
圖9 量針法測量外螺紋中徑方法
螺紋大小徑尺寸、長度,形位公差等采用卡尺、內(nèi)徑表、百分表、千分尺等檢測并加以控制。
5 結(jié)論
本文從加工前的準備,刀具的選擇和安裝,工藝參數(shù),加工方法和數(shù)控程序等方面對螺紋的加工工藝進行了總結(jié)和優(yōu)化;對加工過程中的常見問題進行了分析并提出了改進措施;對螺紋的檢測方法也進行了詳細的介紹。這些都為快速加工批量合格的STUBACME螺紋提供了有力的工藝技術(shù)支持和參考經(jīng)驗。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:36
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:34
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:50
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:48