3D打印產業鏈式創新分析與服務能力研究
2020-10-09 11:09:32宗學文王磊王小麗劉文杰李素麗王磊杜康
技術與創新管理 2020年5期
關鍵詞:工藝
宗學文 王磊 王小麗 劉文杰 李素麗 王磊 杜康

摘?要:快速成形技術經過30多年發展,在不同行業產品開發制造痛點市場驅動之下,從源頭方法創新到商業化運營,再到各個行業應用推廣,形成了產業鏈雛形。文中為進一步揭示該技術創新、應用進化過程,以鏈式創新為目標,通過分析3D打印創新發展的技術內核支撐邏輯,結合基礎3D打印產業鏈進化動態,提出了3D打印產業鏈各階段的不同目標,剖析行業創新應用關鍵。產業鏈上游為源于產品制造和市場需求的問題驅動的科學技術研究與關鍵技術突破,分析了基于光固化AM原理所研發的七種前沿技術以及空間打印技術,屬技術源頭創新;中游以不同工藝種類演化進展為主線,分析了其可加工材科從非金屬高分子、陶瓷到金屬材料的拓展過程,并給出了3D打印工藝下典型材料的質量精度和性能指標;下游從產業應用創新出發,分析了3D打印新產品設計開發流程,引入增材拓撲優化建模設計創新概念,以客戶對產品的剛性指標開展設計研發,重視客戶滿意度因素:質量、周期、成本,從而實現工藝凍結,產品量產。文中最后基于3D打印產業鏈式創新,從籌劃“備胎”保障產業運行安全、針對產業痛點,開展專業化合作協同等方面對促進我國3D 打印產業發展給出了建議。
關鍵詞:3D打印;增材制造;產業技術;鏈式創新;服務能力
中圖分類號:G 311
文獻標識碼:A?文章編號:1672-7312(2020)05-0432-11
Innovation Analysis and Service Capability Research
of 3D Printing Industry Chain
ZONG Xue-wen1,4,WANG Lei1,WANG Xiao-li2,LIU Wen-jie1,
LI Su-li1,2,3,WANG Lei3,4,DU Kang1
(1.College of Mechanical and Engineering,Xian University of Science and Technology,Xian 710054,China;2.Dept.of Mechanical Engineering,Xian Jiaotong University City College,Xian 710049,China;3.Collaborative Innovation Center of High-End Manufacturing Equipment,Xian Jiaotong Univertsity,Xian 710049,China;4.National Innovation Institute of Additive Manufacturing,Xian 710117,China)
Abstract:3D printing is an additive manufacturing technology that transforms 3D digital model into entity.According to the iterative process of UV curing technology,the relationship between its scientific basis,working mechanism,material characteristics and key technologies is analyzed by using the logic analysis method driven by scientific problems,and the innovative characteristics and technical scheme construction methods of UV curing frontier technology are revealed.Based on the experience of many cases,the author analyzes the adaptability of direct manufacturing and indirect manufacturing technology services to the existing industrial technology standard system by using the evaluation methods of manufacturing accuracy performance and other quality indicators;combined with the application cases of complex product development in different industries,the iterative characteristics of development are studied,and a new development process is constructed.With the help of topology optimization display design,the evaluation and decision criteria of R & D iteration and parts manufacturing path technology are given.The research shows that the source innovation,equipment development and application,and cross industry application innovation of common technologies like 3D printing follow different scientific basis and technological logic,and the results are in different forms.Continuous chain innovation not only involves the input and output of scientific and technological elements,but also needs timely coordination of government,industry,science,education and research to build core competitiveness in stages and form 3D printing technology Economic and social benefits.
Key words:3D printing;additive manufacturing;industrial technology;chain innovation;service capabilities
0?引言
隨著新冠肺炎(COVID-19)席卷全球[1],各種醫療設備緊缺,面對這一場時間與疫情的較量中,如何快速開發制造出必備的醫療物資是各國都需要解決的實際問題。國家增材制造研究院有限公司利用光固化3D打印技術,快速開發打印出了醫用防病毒口罩,南京增材智造研究人員運用建筑3D 打印技術,快速開發打印防疫測控方艙[2]。這些應用表明,在類似于新冠疫情的應急保障中,3D打印技術作為共性技術雖然不是核心科技,仍可從設備開發、疫情防護、檢控隔離方艙等多方面進行應用創新。
增材制造技術(Additive Manufacturing,AM)俗稱3D打印技術,是一種現代化高度集成和多學科交叉的技術,不僅涉及到三維數字建模、測量、控制系統、軟件、算法、光學結構、精密機械等學科,還集成運用了材料凝固原理、新型高分子材料等領域的技術。與傳統的減材制造、等材制造不同,它是基于計算機設計的產品三維數字模型,通過在3D打印設備加工坐標中定向、添加支撐、切片操作,生成加工的控制代碼,然后利用激光掃描(或面光源、噴頭),可以實現逐點、逐線、逐面地進行累加材料的方式,來制造三維實體產品的技術。它可根據數字化設計制造出形狀任意復雜、精度不同的各類原型,構成技術上的顛覆性[3]。為制造業提供了嶄新的數字化制造理念,由于實現了傳統加工方法難以制造的復雜造型,被稱為新的工業革命的重大標志。
在30多年的發展中,3D打印行業從源頭上的方法創新,到商業化運營、再到不同行業的推廣,形成不同行業應用產業場景,不同階段其科研目標一直在變動[4]。就商業化機型服務而言,一直靠最成熟的技術,推動著應用創新內容。即科研上游形成的各類新方法、新材料、關鍵器件與系統設備,隨著其成熟度增加逐步轉移到中游商業化技術與服務,進而形成在航空航天、汽車、醫療、教育等眾多下游的典型應用[5]。作者自2002年始,在盧秉恒教授團隊從事光固化立體光刻研究,開展了復雜結構從原型到滿足不同行業標準鑄件的快速制造研究[6-8]。長期在科研一線工作,參加、主持了我國十多項科研項目,完成了100多個復雜零件快速開發,制件材料包括各種高分子[9]、鋁合金[10]、不銹鋼[11]、高溫合金[12]、鈦合金[13],應用領域涉及汽車動力(發動機缸蓋、變速器殼體)[14-15]、航空(活塞式發動機、熱端葉片、二級渦輪導向器、操控手柄、黑匣子)[16-19]、磁懸浮列車(傳感變送器薄壁殼體)、摩托動力(發動機缸頭)、社區能量轉換裝備(各類燃氣葉盤、高效換熱器、復雜散熱結構)、醫療植入體(各種鈦合金替代骨),取得了一系列成果,形成了系統完整的科研、開發應用技術體系[20-21]。
就我國3D打印技術研發推廣進程而言,上世紀90年代至2012年,我國科研工作主要是跟隨式研究推廣。期間,業界和文獻上廣泛以“快速成形技術”為主要稱呼,我國設備技術研制推廣應用,逐步成為國內市場主流設備。隨著奧巴馬總統2013年宣布美國要靠“3D打印”等技術,使美國重返制造業強國。“3D打印”這個稱呼在公眾人物和媒體的推動下廣泛傳播。中美在制造業的前端競爭加劇,美國利用其全球市場機制優勢,迅速完成了以3D System、HP等公司為龍頭的全球集約化整合,Google、各類風投也加大了技術初創型公司的投資強度,大有搶占技術創新、裝備量產、并在全球進行行業應用推廣高地之勢,國際產學界和標準化組織也形成了“增材制造”名稱共識,美、歐、中積極推進該領域技術名稱、工藝規范等相關標準的制定。近10年來我國加大了該領域的投入,成立了國家增材制造研究院和專業化運營公司,力推國家戰略層面和技術源頭創新,產生了技術源頭牽引、局部全球領跑,部分國際并跑,應用平民化的格局。近年來3D打印行業市場規模高速增長,我國設備開發和美國大的集約化公司立體運作相比,中高端高業化機型有距離拉大的趨勢。2019年全球和國內的3D打印產業規模分別
達到了968億美元、23.6億美元,5年間的復合增速分別達26.1%、49.1%,預計未來幾年仍將快速增長;3D打印行業逐漸從行業導入期步入了成長期。作者依據相關文獻,分析3D打印多年創新發展的內部邏輯,結合最為基礎的3D打印產業鏈動態進化,提出3D打印產業鏈各階段的不同目標,剖析行業創新應用關鍵。希望對我國政財風投、產學研用不同部門,在3D打印創新開發應用投資等方面有決策參考價值。
1?3D打印產業鏈創新路徑分析
3D打印技術本質上是基于三維數模的短路徑制造創新,隨著成熟技術規模化推廣,必然帶來普及型裝備、耗材成本降低、應用場景擴容。從服務評價來看,制造的質量、成本、周期競爭力,是行業客戶選擇該技術的根本依據。規模化的應用只有建立在設備、材料、工藝等系列的標準、規范上,才能形成穩健的產業群。和傳統制造相比,3D打印還很年輕,近年來受到不同層級組織重視,已逐步開展這方面工作,但迄今并未形成規范完整的技術保障體系。為進一步揭示該技術創新、應用進化過程,根據技術內核支撐邏輯關系,將產業鏈劃分為上游、中游、下游,其具體內容如圖1所示。
1986年美國的Charles W.Hull設想利用光敏樹脂制造任意形狀的立體原型,獲得了立體光刻的技術發明專利,創建了3D System公司,1987年成功完成了國際首臺以激光焦斑掃描累加成形的立體光刻成形機(SLA),最早實現了商業化應用,由此開啟了激光制造的典范。在此基礎上,美國、加拿大、以色列、歐洲的科研工作者,通過改變被加工材料、層間連接方式和能源供給器件,先后發展了疊層實體(LOM)、激光選區燒結(SLS)、熔融絲材沉積(FDM)、三維粉體粘接(3DP)、靜電掩模光固化等AM工藝,構成了中期的快速成形技術體系,形成了90年代以來手機、汽車、發動機等復雜構型制件的支撐技術。而后,科研人員以此為基礎,逐步發展演繹出一百多種增材制造新工藝,加工材料也從早期的光敏樹脂發展到聚苯乙烯、PLA、PCL、PEEK等高分子原型,逐漸開展了鋁合金、不銹鋼、模具鋼、鈦合金、高溫合金等金屬制件和各種陶瓷復合制品的增材制造技術研究,不同階段先后形成了Rapid Prototyping、Rapid Tooling、RP&M和直接制造方法體系。
1.1?上游—3D打印典型前沿創新研究
3D打印產業鏈中,上游為問題驅動的科學技術研究,問題來源于人類制造面臨的重大問題和市場需求,這些研究產生了新方法和制造方案,屬技術源頭創新。問題來源須具有重大價值或公共屬性,比如探索太空帶來的軌道制造和星球原位制造問題,以及光固化領域制造速度競爭帶來的光固化打印速度問題。該階段的科研目標是尋找科學依據、提供切實可行的解決方案,為實現制造進行實驗驗證。其科研過程可以產生諸多成果,需要揭示新方法產生的工作機理、新材料開發,研究相應流程的新算法和系統軟件測試,進行工藝路線規劃驗證創新,如切實可行則可為中游和下游提供關鍵技術支撐,光固化3D打印技術的持續演化,具有典型意義。
1.1.1?光固化打印速度驅動產生新方法
光固化AM的科學原理是基于光敏材料聚合機理、利用精密機械和光路控制器件,在計算機精準控制下,把目標三維數模轉化為設備特定的控制代碼,實現材料的數字單元逐層固化累加,自動完成整個數字模型的物質重構。從單元技術要素上看,主要涉及光敏材料體系特性設計、光源器件性能、控光器件指標、精密機構構建、三維數模、系統軟件開發和累加機制規劃。從早期的SLA點掃描制造技術開發,成功商業化運行服務30多年來,人們最為滿意的是其高精度制造能力,最為詬病的是打印速度很慢。隨著美國TI公司控光器件-微鏡陣列(DMD)產生,形成了DLP面掩模商業化機型,推動了SL技術向微納制造方向發展。但宏尺度制造速度并未有顯著改善。由于光固化制造技術應用廣闊,高速光固化新方法,成為近5年《Science》報道的熱點。目前已形成點累加、面增材到體制造的完備技術體系,我們將其技術原理、科學依據與創新進化邏輯研究分析結果見表1。
1.1.2?人類空間探索驅動產生新3D打印方法
推進載人航天與空間站建設、 月球探測等計劃[30],具備“空間制造”能力是我國長期戰略。實現大尺寸功能構件的空間制造、月球資源利用與原位制造,對我國空間探索具有十分重要的推動作用與戰略意義。
根據空間探索對增材制造技術的不同需求,應用環境可以劃分為空間艙內、在軌原位和星球基地等三種環境約束條件。艙內制造主要圍繞微重力電子束熔絲沉積、微重力熔融沉積開展研究;在軌原位與星球基地環境下,Repair,ISFR),以及空間原位資源利用(In-Situ Resource Utilization,ISRU)開展了系統研究。
ISFR/ ISRU 等人圍繞空間制造技術評估、空間資源主要圍繞空間原位制造和修復(In-Situ Fabrication and利用可行性分析、地面驗證試驗等開展了系統研究;此外,針對混凝土擠出(Concrete Extrusion System)工藝、月壤資源利用等增材制造工藝與材料方面,國外已開展了系統研究。
從研究對象上看,環境特征對技術方案形成剛性約束;從技術方案上看,是將已成熟方案移植到新的環境中,解決產生的關鍵問題-微失重和原位資源利用,實現特定環境的人類需求。依據這一邏輯,可以形成諸多新的制造方法。
1.2?中游—成熟3D打印提供商業化服務創新
驗證成功的前沿技術成果,可以逐步形成關鍵技術突破,構成可商業化服務的技術體系,分步實現產業轉移。成熟3D打印支撐技術包括:關鍵器件、設備系統、原材料和工藝規范。目前成熟的打印工藝可分為直接和間接制造,直接制造是指制造原型性能可滿足客戶設計需求,比如高分子材料制件、金屬制件;間接制造是打印原型不能滿足設計材料需求時,通過先打印出各種模具,比如注塑模具、各種鑄型模具,再通過快速注塑、鑄造等方式,實現可打印材料向設計材料轉化(毛坯或近終形鑄件),然后通過后處理工藝完成制造。
客戶滿意度是評價技術成熟度的重要指標,而評價的關鍵涉及復雜的工業體系標準要求的控形和控性質量指標,同時商業化運用成本控制也是決定其市場競爭-生存的關鍵因素。
1.2.1?直接制造技術服務適應性
目前能提供商業化直接制造服務的主要3D打印見表2,經過多年進化,各種工藝關鍵器件、原材料成分、制件經濟精度能力在表中列出。由于點、線累加層累加中,采用單頭(激光、噴頭)存在著精度越高效率越低的約束,加上匯率、原材料價格因素制約,使不同工藝應用場景在不同國度應用受到影響,中低價值機型在我國應用廣泛。目前市場上打印材料主要分為非金屬材料和金屬材料兩大類。
非金屬材料商用直接制造服務市場中,以塑料(ABS)及光敏樹脂的需求量最大,應用最廣。直接制造有機材料的主要3D打印工藝、性能特征及適用場合見表3,其中,制件質量指標及機械性能是客戶最看重的方面,據相關報道顯示:FDM 技術制備的ABS 塑料成型試件,其拉伸強度最高約為同種材料注塑件的78.53%[31];SLA技術制備的光敏樹脂成型試件,其抗拉強度可達41.7 MPa;PA
材料拉伸強度和柔韌性較好,可經3D打印工藝成型出具有良好機械性能的零件[32];此外,PA 材料成型件表面粗糙度不如ABS 塑料和PC 材料成型件。
金屬3D打印是近10年市場發展最快的工藝,已從設計驗證發展到工業生產應用,能滿足一般工程場景應用。金屬3D打印根據熔點的不同,可采用激光、電弧和電子束進行增材制造。目前能夠直接用于制造金屬零部件的主要有:SLS、SLM、EBM和激光近凈成形(Laser Engineered Net Shaping,LENS)等,從凝固原理上看,它們普遍具有快速加熱、急速冷卻特征,合金種類確定后,其組織形態類似于常規熱加工中的淬火組織,制件性能和傳統制造存在差異。目前較為成熟的直接打印主要采用SLM 提供制備合金成型件服務,其全指標檢測和傳統技術標準仍會有差異。
國內外研究者對SLM 制備成型件的機械性能進行了研究,發現成型件或經過后處理,其機械性能接近或高于傳統制造工藝制件。表4 給出了SLM與鍛造工藝下常用鈦合金[33]、鎳基高溫合金及鋼的成型件室溫力學性能,結果表明,SLM技術成型件機械性能普遍滿足鍛件標準。
總體來看,打印原材料質量價格,是影響直接制造服務能力的關鍵因素,隨著商業化應用的拓展,原材料需求會進一步增長,因此3D打印材料制造企業的發展前景將愈加廣闊。
1.2.2?間接制造技術現有標準的適應性
間接制造是采用3D打印制造出傳統工藝需要的模具、模樣,利用原有工藝流程,實現短路徑快速制造,其評價標準是傳統標準體系。由于材料的凝固過程遵循既定工藝條件,制件的標準適應性要優于直接制造。3D打印制造注塑模具,形成創應用,打印鑄造模具、蠟樣形成快速鑄造,兩者工藝具體原理及特征見表5。
快速鑄造它利用快速成型技術打印出模具或模樣,結合鑄造的方法,給用戶提供滿足現有工業標準體系的合格鑄件,該技術創新要點在于如何制造出滿足鑄造要求的鑄型。快速鑄造生產零件的質量指標分為控形和控性兩個方面,零件形狀控制由打印設備制造精度保障,控性過程比較復雜,因材料凝固過程相互耦合、互相影響,極易產生缺陷。開發過程中,化學成分決定了合金種類,合金不同其缺陷形成機理也有較大差別,解決方法也不相同,解決了所有缺陷問題,就實現了零件的快速鑄造目標。大型鑄件如殼體類一般要根除宏觀缺陷,小型鑄件如單晶葉片一般要根除微觀缺陷,這個過程有各種問題出現,需要專業技術人員結合工藝現場提供創造性解決方案。
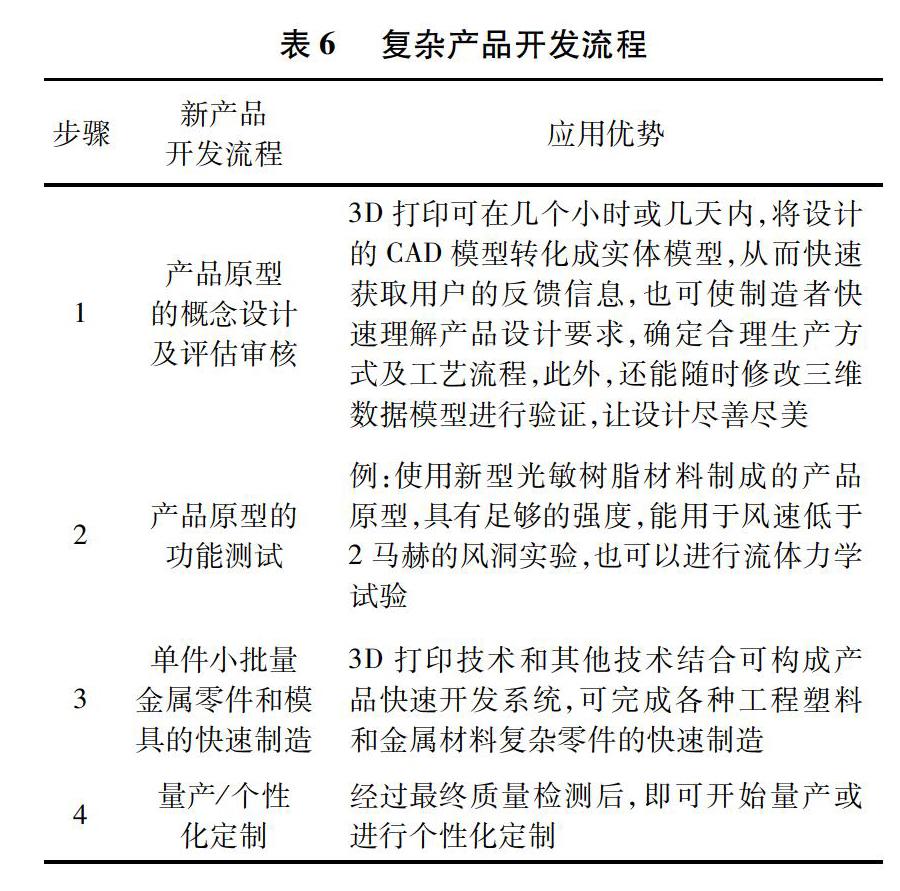
1.3?下游—不同行業應用創新
根據《Wohlers Report 2020》,3D打印在應用領域上來看,目前使用最多的行業是汽車工業[21],占比為16.4%如圖2所示。作為一項共性技術,它的高速、批量生產能力、低成本及環保等優勢,不僅在醫療領域有著成熟應用,在航空航天、汽車工業、模具行業、綠色礦山開發、城市規劃、建筑設計、生物醫療、微納制造、珠寶設計、游戲創意產業等領域也有著廣闊的應用。
3D打印商業化運營是以技術和材料消耗向客戶提供產品支撐,行業應用客戶站在自己開發產品的角度,來評價3D打印對其貢獻,看其能否降低原有技術路線風險,因此質量、周期、成本就成為客戶高度關注的指標。客戶應用3D打印進行新產品開發,必須根據市場需求核定投資規模和產品定位,
客戶開發產品建模可以預設量產工藝,如采用傳統工藝制造數模凍結后,就可以依據材料類別和需求,選擇直接制造還是間接制造,進而形成臺架實驗、設計評價,如果是汽車動力系統開發,通常必須經歷“三高”測試;在有減重要求的開發中,今年針對增材和鑄造特點,形成了滿足既定載荷的拓撲優化再設計技術,來實現減重目標,其創新關鍵是在凍結的模型基礎上深度再設計。
1.3.1?減重引發的—增材拓撲優化設計創新
拓撲優化是結構輕量化設計的重要手段之一,但因其優化后產品結構過于復雜,使用傳統加工工藝難以快速制造,使其應用范圍得到了限制。
3D打印技術專注于復雜結構產品的開發制造,從而為拓撲優化后的復雜結構產品的制備提供了新途徑,促進了拓撲優化技術的發展應用。3D打印技術與拓撲優化技術的有機結合,使得新產品的開發與設計變為基于需求的設計而不再需要考慮加工工藝的設計,讓工程師擺脫制造工藝的約束,在“設計即產品”、“功能性優先”的理念下設計輕量化、高性能產品,使得新產品達到從設計到制造的一體化的流程,從而更好地實現結構高性能、輕量化以及時間短、材料利用率高等性能要求。
目前大量的產品設計制造案例都先使用拓撲優化技術進行結構優化,之后運用3D打印技術直接打印成型,或者與傳統鑄造工藝相結合,以打印后的產品作為鑄造用的模樣,已有很多成功案例投到實際生產之中。如通用汽車工程師通過Fusion 360中的拓撲優化技術,設計了一種經過功能優化的新型座椅支架,可將安全帶緊固件固定在座椅上,并將座椅固定在地板上。傳統座椅支架是由八部分焊接而成的盒形零件,通過拓撲優化,前后對比如圖4所示。然后選擇由不銹鋼材料通過激光燒結增材制造技術打印出的零件,相比以前的座椅支架輕了40%,堅固了20%,通過增材制造技術與拓撲優化技術的結合,使該公司有效地制造出復雜且獨特的零部件。
快速制造技術是一個復雜的工藝過程,一般交由中游的專業商業化公司完成。它存在工藝路線多樣性,在不同材料、空間尺度零件制造時,需要選擇不同的工藝路線,合理決策才能夠滿足客戶要求。一般3D打印產品開發主要包含以下部分:3D數模前處理、打印預評估、系統仿真優化、鑄造工藝和機加工。研究目標是分析客戶需求,從產品的多種技術經濟指標中,決策最佳工藝路線(從圖3中選出)。
成本決策分析是中游服務商和客戶都很關心的問題,打印成本僅是快速制造工藝成本的一部分,工藝路徑一般有多工序構成。目前市場上報價有兩種模式,一種是按產品服務程度和質量指標,以及對標準的適用性;另一種簡單的打印報價會按照數模分析,進行質量報價,這是普及型打印服務的主流報價模式,兩種模式的直接成本測算過程如下。
依據產品工藝決策,確立快速制造工序數,根據企業打印設備運行綜合成本,確定單位質量材料成本報價,計算公式如下
C1=ni=1~n
YV×ρ×PiY
式中:C1為快速制造綜合成本;V為零件體積;ρ為打印材料密度;Pi為對應單工序質量成本;i為復型工序號;n為快速制造總工序數。制件的技術指標可以按中游的類表2、3、4、5給出。
2?分析與討論
1)從歷史創新鏈形成來看,前沿開發、專業服務、行業應用逐步形成了產業鏈雛形。3D打印產業鏈,由SLA任意成形光敏樹脂的創意產生,并和LOM、FDM、SLS、3DP工藝分別構建了自己的打印系統,工藝間有共用技術比如支撐切片軟件。他們通過向不同航空、航天、汽車等高端行業客戶推廣,利用市場力量推動形成了資金循環。并按照客戶使用經驗和建議,開發升級換代機型,在機型迭代進步中催生出專業化核心技術支撐公司。例如美國光譜物理的激光器、德國SCANLAB掃描振鏡、汽巴公司的專業材料、Materialise公司Magics軟件、美國TI公司的DMD控光器件,它們向成形系統廠商提供關鍵器件、專業材料、系統軟件服務;系統廠商通過集成源頭技術專注于設備、工藝和應用研究,進一步向不同行業推廣,形成了多行業產品開發應用案例庫。
這是2013年前國內外3D行業運行的基本特征,這種模式由客戶痛點市場驅動,形成了全球產業生態,呈現出原生產業鏈雛形。產業中有關鍵材料技術的開發者、運營服務的集成商和不同行業的使用者等三個群體。該階段由于市場容量小,打印材料開發力度不大,應用場景受到限制,但形成了以當時典型成型技術為主體,以解決客戶痛點為目標,逐步構建出Rapid Tooling、RP&M和快速鑄造技術服務體系。其間,國外專業化公司隨著業務量的擴容,股權交易帶來控股方年度變動,但技術開發、設備迭代升級幾乎每年都有新品推出;國內證券市場僅是拿3D打印概念引導股民投資個股,以隆源科技為例,資本-產業-應用生態圈很并未形成良性循環。
2)2013年奧巴馬的國情咨文,使原本屬于小領域的快速成形技術行業,瞬間通過“3D打印”被普及到全球的眾多行業,成為公眾信息,引起廣泛關注。由此帶來普及型打印設備、原材料規模化生產,電商市場快速擴容,市場競爭加劇的后果是:傳統經典工藝、機型和原材料急劇下跌,比如傳統FDM專業機型由原來10多萬驟降至簡化版的2千多元,各類原材料種類增加迅速,價格更加平民化。但由于價格低廉并不包含專業化的技術服務,由于其專業性強、想全面發揮3D打印優勢,對非專業人士而言還需要突破許多瓶頸。
由此,3D打印開啟了歷史上最好的黃金發展時期。對于專業人士,上游的前沿創新層出不窮,新方法學科交叉跨度越來越大。如果說前期快速成形服務是以解決工業客戶產品開發痛點為目標,現代的太空探索則是以解決人類長期生存為目標:月壤原位制造人類生存構筑物、在軌宇航器維修器件、星球往返,這些都給科研工作者帶來巨大挑戰和機遇,將來形成的源頭技術會逐步向中下游轉移,可以預見,基于科學的方法創新必將會創造新的市場需求應用。
3)產業鏈中游是向下游輸送設備、材料技術的提供者,目前已按客戶投資目標進行設備分類開發,進入市場細分階段,產業鏈形態逐步健全。目前市場大致可分為:創意產業打樣群體、行業客戶技術方案提供商、醫療打印服務商、工礦企業新產品開發商、消費領域開發,航空航天、汽車工業、學術教育機構、普及型客戶等應用群體,這些下游市場需求引發了設備材料的規模化生產,使產業形態更為多樣化,這種市場推動的技術進步、產業應用、設備迭代、資金循環,商業化運營,會進一步推動3打印全產業鏈市場擴容,使增材制造技術逐步普及。
近年來中美歐都制定了3D打印技術路線圖,由于技術迭代中關鍵器件、材料、服務已形成全球優勢技術合作趨勢。2018年美國特朗普政府開啟的無底線保護“美國第一”政策,已連續兩年深度打擊華為公司,如果在3D打印產業領域采取同樣措施,那么支撐面成型的控光器件DMD、高端紫外和臭氧的檢測系統、高端三維造型系統、控制芯片,在國內短期還無法完全替代。新冠疫情也會重創產業生態,從產業運行安全來講,應積極籌劃“備胎”,
采取必要的安全保障措施。
4)文中按鏈式創新和產業鏈融合現狀,劃分的上中下游,提出了各階段的科研問題來源、主要任務、研究目標與創新科學依據、商業化路徑和行業新品開發流程,測試數據具有樣本意義。作者希望對技術的不同參與者有所啟迪,其中新產品開發中,基于快速鑄造的拓撲優化技術,會形成企業專利私權、大力提升復雜結構新產品的市場競爭力,建議針對產業痛點,積極開展專業化合作協同,才能在行業中形成核心競爭力。
3?結語
3D打印目前存在新技術方法研究、商業服務、行業應用3大類,它們之間存在著核心技術輸送關系,各類內部又有技術要素的迭代進化,同時會拓延到相鄰的上下游環節。前沿技術源頭創新具有大學科交叉特征,商業服務要求保障設備工藝能力的可靠性和穩定性,行業應用關鍵是用3D打印新方法解決傳統開發高風險的老問題,一般需要通過多項指標評價進行決策,最高層次的應用創新是構建新的設計方案。
3D打印作為國家2025戰略新興產業布局,如何利用資本市場推動形成全球產業核心競爭能力,是我國政產投和科教研共同課題。
參考文獻:
[1]吳超.從新冠肺炎疫情中再次領悟安全科學的真諦[J].技術與創新管理,2020,41(03):213-218.
[2]王香港,王申,賈魯濤,等.3D打印混凝土技術在新冠肺炎防疫方艙中的應用[J].混凝土與水泥制品,2020(04):1-4+13.
[3]羅宗潮,劉倪同,劉婉鈴.3D打印顛覆性創新應用及商業模式探究[J].中國高新區,2017(22):28-29.
[4]戴勇.服務主導邏輯下的3D打印平臺型商業模式創新[J].技術與創新管理,2020,41(02):160-166.
[5]李凱悅,楊潔麗,田少卿.3D打印制造業商業模式創新的影響因素研究[J].技術與創新管理,2017,38(03):327-334.
[6]宗學文,周升棟,劉潔,等.光固化3D打印及光敏樹脂改性研究進展[J].塑料工業,2020,48(01):12-17.
[7]宗學文,周升棟,劉潔,等.可水洗光敏樹脂制件的工藝研究[J].塑料工業,2019,47(09):48-51+65.
[8]宗學文,王丹,張斌,等.面成型光固化樹脂溫度與液位控制系統設計[J].傳感器與微系統,2019,38(04):96-99.
[9]宗學文,高倩,周宏志,等.基于激光選區熔化的316L各向異性和激光能量密度研究[J].中國激光,2019:1-14.
[10]宗學文,張斌.DD4合金發動機葉片的定向凝固過程數值模擬[J].真空科學與技術學報,2018,38(08):726-729.
[11]宗學文,劉文杰,張健,等.激光選區熔化與鑄造成形TC4鈦合金的力學性能分析[J/OL].材料導報:1-9.
[12]宗學文,劉文杰,高中堂,等.不同鑄型對鈦合金微觀組織及力學性能的影響[J].稀有金屬材料與工程,2020,49(05):1681-1688.
[13]宗學文,劉文杰,熊聰.鈦合金葉輪精鑄成型數值模擬及實驗驗證[J].航空材料學報,2019,39(05):103-112.
[14]徐文博,宗學文.基于SL的擴散器鑄件快速鑄造工藝研究[J].模具工業,2019,45(08):59-62.
[15]宗學文,劉潔,徐文博.基于SLA的復雜零件低壓熔模快速鑄造工藝[J].特種鑄造及有色合金,2019,39(03):300-303.
[16]宗學文,熊聰,張斌,等.基于快速成型技術制造復雜金屬件的研究綜述[J].熱加工工藝,2019,48(01):5-9+13.
[17]宗學文,張斌,張凌峰,等.螺旋選晶器溫度場對選晶過程的影響[J].真空科學與技術學報,2018,38(09):801-804.
[18]
宗學文,張斌,權坤,等.基于Maxwell的冷坩堝結構的磁場和能量利用率分析[J].特種鑄造及有色合金,2018,38(03):251-253.
[19]宗學文,張斌,權坤,等.真空冷坩堝結構的磁場和能量利用率的數值模擬與仿真[J].真空科學與技術學報,2018,38(03):238-241.
[20]宗學文,王永信.光固化3D打印技術[M].武漢:華中科技大學出版社,2019.
[21]宗學文,曲銀虎,王小麗.光固化3D打印復雜零件快速鑄造技術[M].武漢:華中科技大學出版社,2019.
[22]Tumbleston John R,Shirvanyants David,Ermoshkin Nikita,et al.Continuous liquid interface production of 3D objects[J].Science,2015,347(6228):1349-1352.
[23]Shusteff Maxim,Browar Allison E M,Kelly Brett E,et al.One-step volumetric additive manufacturing of complex polymer structures[J].Science Advances,2017,3(12):446-151.
[24]De Beer Martin P,Van Der Laan Harry L,Cole Megan A,et al.Rapid,continuous additive manufacturing by volumetric polymerization inhibition patterning[J].SciencAdvances,2019,5(01):8723.
[25]Walker David A,Hedrick James L,Mirkin Chad A.Rapid,large-volume,thermally controlled 3D printing using a mobile liquid interface[J].Science,2019,366(6463):360-364.
[26]Saha Sourabh K,Wang Dien,Nguyen Vu H,et al.Scalable submicrometer additive manufacturing[J].Science,2019,366(6461):105-109.
[27]張建成,王奪元.現代光化學[M].北京:化學工業出版社,2006.
[28]宗學文,寧楠,張傳偉.一種基于紫外曝光動態掩膜版技術的快速成形裝置及方法[P].陜西:CN10549396A,2016-04-06.
[29]Kelly Brett E,Bhattacharya Indrasen,Heidari Hossein,et al.Volumetric additive manufacturing via tomographic reconstruction[J].Science,2019,363(6431):1075-1079.
[30]田小永,李滌塵,盧秉恒.空間3D打印技術現狀與前景[J].載人航天,2016,22(04):471-476.
[31]黃賦云.3D打印機用的數碼ABS新材料[J].現代塑料加工應用,2014(01):40.
[32]Yadollahi A,Shamsaei N.Additive manufacturing of fatigue resistant materials:Challenges and opportunities[J].Int.J.Fatigue,2017(98):14-31.
[33]程豪,張崢.鈦合金3D打印顛覆性創新研究的知識圖譜分析[J\\.技術與創新管理,2019,40(03):313-319.
[34]陳宏慶,馬志勇,張家彬,等.增材制造適用材料及產品機械性能研究[J].機械制造,2019,57(01):1-6.
(責任編輯:王?強)
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52