粗紡羊絨紗線的開發與品控
2020-09-27 01:03:58倪曉偉陳繼華羅鈺瑩王欣怡奚培忠黃立新
紡織科技進展 2020年9期
倪曉偉,陳繼華,羅鈺瑩,王欣怡,奚培忠,黃立新
(嘉興學院,浙江 嘉興314001)
羊絨素有“軟黃金”的美譽,屬高端稀缺的天然紡織原料。羊絨強伸長度、吸濕性優于綿羊毛,纖維強力適中,富有彈性。使用細密、豐厚的羊絨纖維加工的羊絨衫具有很強的保暖性,集纖細、輕薄、柔軟于一身。
在羊絨制品的消費市場中,粗紡羊絨的風格更易被消費者接受,市場占有率很高。
為提升粗紡羊絨紗的產品附加值,開發生產粗紡細特羊絨紗逐漸成為羊絨產品高端化的必然要求。杭嘉湖地區作為重要的羊絨產業集群,近年來所采用的紡紗設備性能有了巨大提升,借助先進的毛紡設備,優化粗紡生產工藝,結合高效的紡織生產技術開發生產質量穩定的粗紡100%純山羊絨紗,提高了粗紡羊絨紗線的產品附加值。
1 原料選配
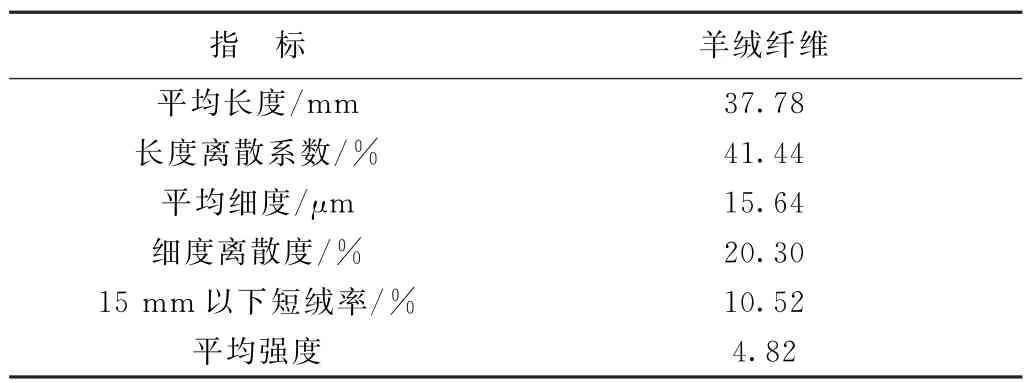
表1 羊絨纖維原料主要性能指標
在初始的原料選配上,粗紡工藝的高支紗對纖維原料指標要求較嚴格,毛紡廠考慮生產效率一般選用經上色處理過的羊毛散纖維,上色處理工藝過程應盡量減少紗線損傷,在混毛過程中應盡量使散纖維顏色混合均勻,使得混色效果好,有利于后道工序紡出的高支紗線顏色均勻。實際生產中所需羊絨纖維的主要性能指標見表1。
2 工藝優化
結合工廠現有設備的實際情況和產品的指標要求,確定了粗紡紡紗生產流程:原料選配→開松→和毛加油(膠南紡機BC262型和毛機)→梳毛(OCTIR 梳毛機)→細紗(YZJ-1型全伺服龍帶走架細紗機)→絡筒(意大利Savio-Polar Evolution自動絡筒機)→并線→倍捻(日發紡機)。
工廠車間相對溫度控制在26 ℃,相對濕度控制在70%,車間紡紗需保持恒溫恒濕條件。
2.1 和毛開松
和毛工序主要進行稱原料→測回潮→和毛→鋪層→開松→加油水等幾個步驟,主要是將染好色的散纖維原料均勻混合。
和毛工序的質量指標為回潮率及均勻度,均勻度包括混毛均勻、色澤均勻及加油均勻。和毛工序中和毛油的加入非常重要,會影響到后道工序的進行[1]。高支紗線由于細度較低,極易受摩擦作用影響拉伸斷裂,加油水的步驟極為關鍵,相較于一般低支粗紗,高支粗紗更需要潤滑,需嚴格控制混料加油水量的均勻度。在實際生產中,和毛加油水的工序需打3遍,通過這一工序能有效減少纖維損傷,降低摩擦力。和毛油的過程要確保纖維對機件的高速動摩擦因數小,這樣能使羊絨纖維潤滑性好不易拉斷而且易梳理。讓纖維間靜摩擦因數稍增大些,確保纖維集束抱合性能[2]。通過往油水里添加合適比例的助劑如增強劑、抗靜電劑等能有效提高纖維抱合力、強力,并增強纖維的可紡性,使羊毛纖維在受力時不易被拉斷,不易產生靜電,給油加濕環節是粗紡高支羊絨紗能否紡成的有效一環。同時,在不影響后道工序的正常進行和保證產品質量的情況下,應盡可能少量加入油水,一般加油量控制在1.5%~4%。
在實際生產中至少需要在儲毛倉悶毛12 h以上,使和毛油水均勻分布滲透到已混合的原料中,有助于提高后道紡紗質量。
2.2 梳毛工序
粗梳毛紡由于加工工藝流程短,梳毛機輸出的粗紗直接喂入細紗機,并不經過精梳流程,也無針梳機的反復并合牽伸,梳毛機生產的粗紗質量直接影響后道細紗的質量,關鍵在于降低毛條的線性密度達到可直接喂入細紗機的程度,在這一環節需要對質量進行嚴格把控。采用“重加壓、大隔距、小張力牽伸、較大捻系數”的基本工藝原則[3],根據實際狀況適當調整工藝參數,保證機械的正常運行,盡量減少紗線意外牽伸。
擋車工喂入原料時要考慮毛斗每次喂毛量和喂毛周期。實際生產中采用的電腦數控喂毛斗能夠使喂毛量保持一定量的定值,主要控制喂毛斗的極差和喂毛不勻率2個指標,若出現喂毛量偏差情況可及時發現并糾正。喂入羅拉轉速控制為54 r/min。
梳理機中影響分梳的工藝因素主要有回轉部件的隔距、速比等。錫林速度不能過高,易造成纖維損傷及增加機件磨損和隔距變化。粗梳毛條的下機回潮率以16%~18%為宜。
原料必須在梳毛機上混合充分。粗紡梳毛機喂入的是已經染好色的散纖維,對散纖維原料和顏色的混合要求都很高。不僅考慮縱向混合,還要考慮橫向混合。依靠一節過橋裝置,將道夫輸出的毛網前后折疊混合后,再左右折疊混合,制成一定厚度毛層喂入下一節梳理機。折疊層數會影響毛層厚薄均勻及混合效果,通過鋪疊來增加橫向混合。
粗紡對成條要求很高,成條機將最后道夫輸出的毛網分割成數根小毛網,搓捻后卷繞。這個步驟需要注意出條速度和出條重量,尤其是重量差異要小,不勻率小于1%。
2.3 細紗工序
生產粗紡高支羊絨紗一般采用走架細紗機,雖然生產效率較環錠細紗機慢,但是受周期性實施紗條牽伸、加捻和卷繞3個作用的影響,加工出的細紗質量相對較好,先加捻后牽伸使得紗線均勻度好,紗線斷頭較少,成紗質量較高。由于高支紗的紗線強力較低,走架車速的選擇低于常規低支紗。而且出車距離短有利于減少高支紗斷頭,相應減少意外牽伸,減少細節的產生,從而增加紗線的強力[4]。
工廠采用YZJ-1型全伺服龍帶走架細紗機,采用SIMOTION D 控制設備穩定高效,龍帶傳動捻度分布均勻,強力好,分段牽伸,紗線條干分布均勻,支數隔差小。細紗設計捻度參數700 T/M,牽伸倍數1.3倍,所紡單紗經電子單紗強力機測試,數據見表2。(拉伸速度500 mm/min,夾距500 mm,起拉力值10.0 c N,預加張力10.0 c N)
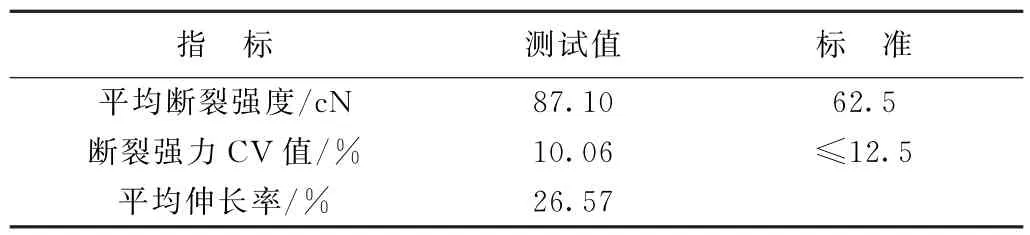
表2 電子單紗強力機測試數據
2.4 后紡工序
后紡工序主要有絡筒、并線和倍捻,在生產過程中主要起到檢測紗疵、并和加捻的作用。后紡工序的優化主要從機器的車速和張力等參數上進行調整,均低于常規紗,這樣有利于高支紗線的生產[5]。絡筒張力應盡量減小,錠子速度也應調小,有利于提高紗線質量,輕紗與重紗混和并紗,提高紗線的使用率,節約成本,自絡筒機器車速設定為500 m/min。并線過程需考慮并線長度、并線速度、張力等因素,并線速度控制在580 m/min較適宜,不需附加張力。倍捻過程形成的合股紗線捻度需盡量控制在340~360 T/M,錠速控制在5 000 r/min。經YG133B/M 條干均勻度測試儀對100%純羊絨的筒紗、管紗進行測試(速度200 m/min,溫度20 ℃,濕度65%),得出表3數據。
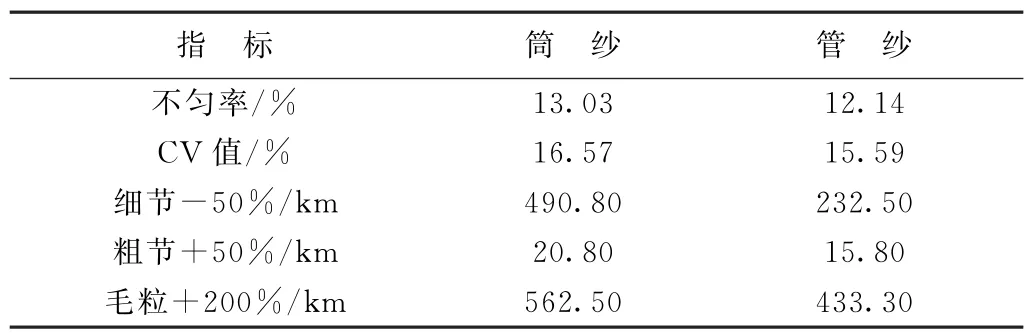
表3 筒紗與管紗條干不勻率測試
由表3可得,經合理后紡工序制得的管紗與筒紗條干不勻率有效減少,細節粗節變少,毛粒數量有效減少,紗線質量顯著提升。
2.5 成紗測試
通過最終成紗物理指標試驗,紗線重量不勻率為1.8%,捻度測試的紗線實測平均捻度683.8 T/m,捻度偏差率為2.4%(標準±8%),捻度變異系數為6.25%(優等品標準≤10%)。紗線強伸性測試測得平均強力為103.4 c N,斷裂伸長CV 值為6.59%,伸長率23.62%。最終紡制的粗紡羊絨紗線符合FZ/T 73009-2009標準。
3 結語
(1)和毛加油工序對粗紡生產高支羊絨紗線的成紗質量尤為重要,根據羊絨纖維原料的品質進行油水的合適配比。
(2)后紡工序中的絡筒、并線和倍捻環節,車速和張力等參數均低于常規紗,有利于提升高支細特羊絨紗線的成紗質量。
(3)通過合理的原料選擇、工藝優化,能夠生產出質量穩定的粗紡純羊絨紗線,提升了粗紡羊絨產品附加值。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
