鍋爐用特厚13MnNiMoR鋼板的研制
2020-09-26 01:03:48歐陽鑫孫殿東胡昕明邢夢楠
上海金屬 2020年5期
歐陽鑫 孫殿東 胡昕明 王 勇 王 儲 邢夢楠
(鞍鋼集團鋼鐵研究院,遼寧 鞍山 114009)
13MnNiMoR鋼是中溫壓力容器用鋼,廣泛用于石化行業設備,如電站鍋爐汽包等。目前,壓力容器的單體容量不斷增大,需采用性能更好的特厚鋼板制造[1- 2]。鞍鋼股份有限公司結合現有的工藝裝備和生產能力,采用真空電子束焊接技術制備特厚連鑄坯替代傳統的鋼錠,解決了鋼錠成材率低、成本高、性能不均勻等問題,成功開發出了具有良好力學性能的壓力容器用150 mm厚13MnNiMoR鋼板[3],若通過國家容器標準委員會檢驗認證,鞍鋼將獲得特厚13MnNiMoR鋼板的批量生產資質。
1 主要技術要求
1.1 化學成分
根據GB 713—2014,13MnNiMoR鋼的化學成分列于表1。

表1 13MnNiMoR鋼的化學成分(質量分數)
1.2 力學性能
13MnNiMoR鋼板的力學性能應符合GB 713—2014要求,檢驗方向均為橫向。
1.3 交貨狀態及探傷要求
為解決特厚鋼板正火和回火后心部沖擊性能離散、模擬焊后熱處理后強度達不到標準要求等問題,與客戶協商后,將鋼板交貨狀態改為調質態,并按NB/T 47013.1—2015進行超聲波探傷,達到I級水平。

表2 150 mm厚13MnNiMoR鋼板的力學性能要求
2 13MnNiMoR特厚鋼板的研發思路及過程
2.1 工藝流程
采用真空電子束焊接技術焊接連鑄坯,然后軋制成150 mm厚的鍋爐汽包用鋼板,其工藝流程如圖1所示。

圖1 生產150 mm厚13MnNiMoR鋼板的工藝流程圖
2.2 冶煉及澆鑄
冶煉工藝:鐵水經深脫硫預處理,然后采用頂底復吹轉爐冶煉;從轉爐出鋼后,分別進行脫氧處理;LF處理,盡可能降低磷、硫含量,按表1成分范圍的中值進行微調;VD真空精煉處理。
澆注工藝:真空處理后,鋼水在惰性氣體保護下經300 mm厚板坯連鑄機澆注;中間包過熱度為10~25 ℃,恒溫恒速拉鋼,采用電磁攪拌和輕壓下技術;連鑄坯下線后立即入保溫坑堆垛緩冷48 h以上。
2.3 真空電子束焊接
對連鑄坯上、下表面及側面進行修磨處理,以消除表面的明顯缺陷;之后將兩塊連鑄坯置于緩冷坑預熱2 h,以防止連鑄坯由于厚度方向的溫差導致變形,難以實施焊接[4]。當連鑄坯溫度達到300 ℃左右時,對中后送入真空室,真空度達到101.33 kPa時,靜置0.5 h后實施焊接,以保證焊縫連續、均勻、完整。焊后將連鑄坯送入緩冷坑冷卻。焊后連鑄坯如圖2所示。

圖2 真空電子束焊接的連鑄坯
2.4 軋制
將焊接的連鑄坯上、下表面加蓋冷軋板,目的是減少加熱過程中板坯表面的氧化,確保軋制前高壓水一次除磷的效果,提高板坯的表面質量。采用三階段加熱制度,將連鑄坯隨爐緩慢升溫到800 ℃,保溫6 h,在7 h內升溫到1 250 ℃,保溫8 h。該加熱工藝能保證連鑄坯溫度均勻,并消除焊接應力,防止連鑄坯開裂[5]。
采用兩階段控軋工藝軋制鋼板,始軋溫度 ≥1 150 ℃,軋前用高壓水充分除磷;采用高溫大壓下、低速工藝粗軋,以焊合鑄坯內的缺陷;粗軋壓下量為65%,以增加奧氏體內儲存的變形能,為后續實現晶粒細化做準備[6];精軋始軋溫度為900~880 ℃,避開混晶溫度區和再結晶區,進一步細化晶粒,提高強度,終軋溫度為820~800 ℃;因熱處理工藝為離線調質處理,故省略了熱軋后ACC層流冷卻過程,改為空冷,降低了成本。
2.5 堆垛緩冷及熱處理工藝
鋼板軋制下線后堆垛緩冷,以使鋼板中氫元素充分擴散,提高鋼板的塑性和內在質量,防止表面開裂。緩冷坑溫度不低于400 ℃,緩冷時間不少于48 h,以充分消除鋼板的殘余應力。
3 結果及分析
3.1 力學性能
測定了鋼板不同厚度處的常溫拉伸性能和0 ℃沖擊性能,結果列于表3。

表3 13MnNiMoR鋼板的力學性能
由表3可知,鋼板具有較好的強韌性,各項指標均有較大裕量,屈服強度裕量達90 MPa,抗拉強度裕量達50 MPa,斷后伸長率約為25%,0 ℃沖擊吸收能量的裕量達150 J左右,且厚度方向的差異較小;彎曲試驗合格,表明鋼板具有良好的可加工性。較大的力學性能裕量可保證鋼板經過模擬焊和熱處理后的性能仍滿足要求,大大提高了設備的安全性。
鋼板的高溫屈服強度列于表4。由表4可知,鋼板不同厚度處的高溫強度均符合要求。13MnNiMoR鋼也被稱為汽包鋼,長期在300~400 ℃的高壓蒸汽中服役,高溫拉伸性能是一項重要指標,也是制訂封頭、筒體的熱加工工藝的依據[8]。
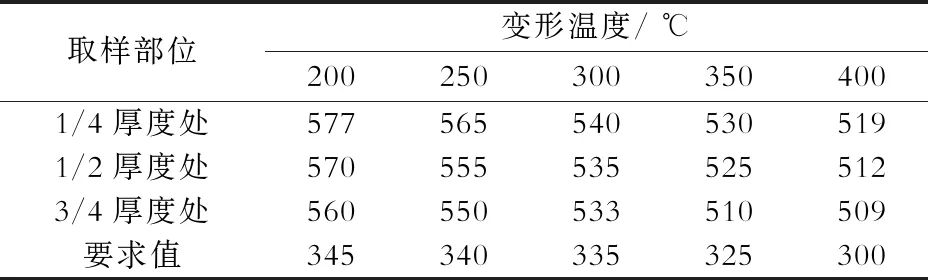
表4 13MnNiMoR鋼板的高溫屈服強度
3.2 探傷結果及鋼板厚度方向拉伸性能
對鋼板進行了超聲波探傷,結果符合NB/T 47013.1—2015中的I級。鋼板不同厚度處的斷面收縮率列于表5。
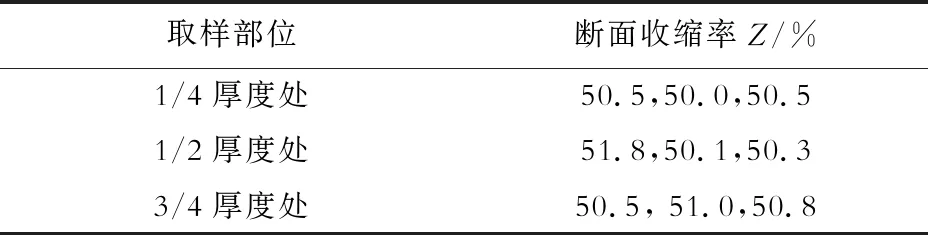
表5 13MnNiMoR鋼板厚度方向的斷面收縮率
表5結果表明:特厚13MnNiMoR鋼板具有良好的抗層狀撕裂性能,厚度方向的拉伸性能超過了最高等級Z35的要求。汽包的制作,無論是封頭還是筒體的組裝,均涉及焊接工藝。理論上,鋼板越厚,夾雜物等缺陷越多,焊縫也越厚,焊接應力和變形越大,越容易在厚度方向發生層狀撕裂。采用優化的冶煉工藝大大提高了鋼的純凈度;連鑄坯是在較低的真空度下實施焊接的,能嚴格控制焊接界面的氣體及雜質含量。這些措施確保鋼板厚度方向的斷面收縮率得以提高,使150 mm厚的13MnNiMoR鋼板仍具有良好的抗層狀撕裂性能[9]。
3.3 鋼板的顯微組織
鋼板不同部位的晶粒度及顯微組織如圖3和表6所示。
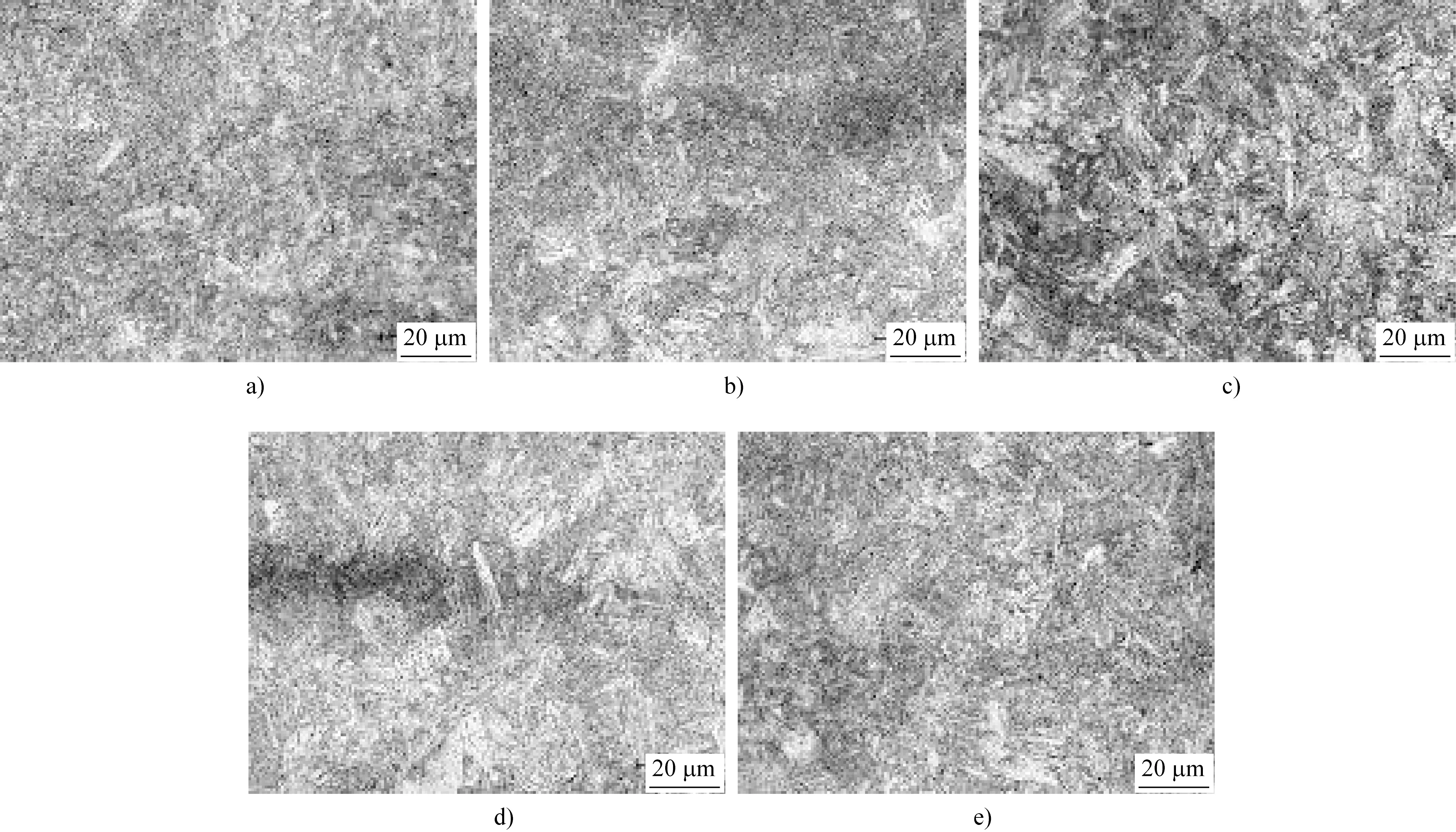
圖3 13MnNiMoR鋼板上表面(a)和1/4(b)、1/2(c)、3/4(d)厚度處以及下表面(e)的顯微組織
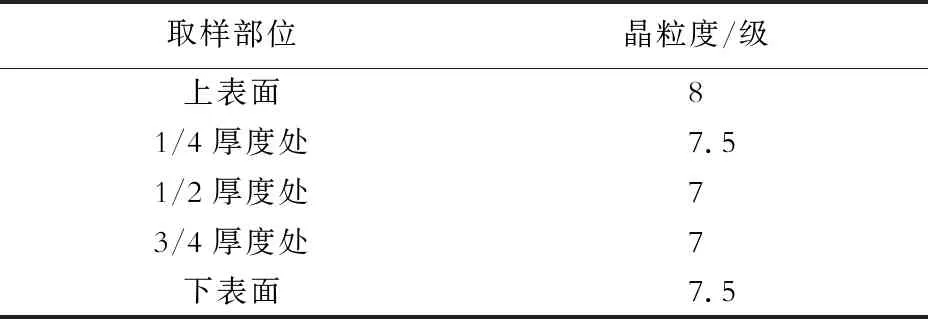
表6 13MnNMoR鋼板不同部位的晶粒度
可見,鋼板厚度方向上晶粒細小、均勻。鋼板組織均為回火貝氏體,心部和焊接界面均沒有明顯的分層現象。
4 結論
(1)采用真空電子束焊接技術焊接由連鑄坯軋制的150 mm厚13MnNiMoR鋼板,具有良好的強韌性和抗層狀撕裂性能,其力學性能滿足GB 713—214要求。
(2)150 mm厚13MnNiMoR鋼板晶粒均勻細小,顯微組織為回火貝氏體。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
