水下電弧螺柱焊接關鍵參數試驗
2020-09-25 09:54:42薛延華朱小俊杜永鵬申云磊
焊接 2020年4期
關鍵詞:質量
薛延華,朱小俊,杜永鵬,申云磊
(海軍潛艇學院,山東 青島 266042)
0 前言
在海洋工程、沉船打撈等作業中往往要進行水下的快速固定、安裝、封堵及修補作業。在這類工程中,通常選用水下濕法焊條電弧技術進行水下結構物的連接安裝等作業[1-2],近年來,水下濕法焊條電弧焊得到了日益深入的研究,焊接質量也逐步提升:程方杰等人[3]分析了水深因素對水下濕法焊條電弧焊接頭組織及力學性能的影響;胡家琨等人[4]通過分析焊接過程電信號,對水下濕法焊條電弧的焊接過程穩定性進行了有效評估。摩擦疊焊是一種新型的固相連接技術,在干濕環境條件下都能夠獲得較好的連接質量,高輝等人[5]對摩擦疊焊技術進行了深入研究,認為該技術在鋼結構水下修復作業方面具有較大的應用潛力。盡管上述兩種方法焊接質量高,已在工程中取得成功應用,但由于對操作人員技能和設備性能要求較高,在臨時修補作業中應用受到限制。
與上述方法相比,盡管電弧螺柱焊焊接質量相對較差,但由于其操作簡便,設備便攜,在水下應急搶修作業中有較大推廣應用價值。文中采用短周期拉弧水下電弧螺柱焊接技術,實現螺柱的水下快速焊接,該方法焊接時間短、焊接強度高,可廣泛用于水下快速固定、安裝及搶修等海洋工程作業中。陸上成熟的電弧螺柱焊接技術為該文提供了參考,但由于水下環境的特殊性,水下電弧螺柱焊接時的電弧電氣特征均會有所改變。因此,需針對水下電弧螺柱焊接過程的特殊性,進行焊接工藝優化試驗,篩選焊接工藝參數,提高焊接質量。
1 水下電弧螺柱焊接方法及工藝
水下焊接會產生大量的氫氣,對焊接質量造成較大影響;同時水下散熱較快,對焊縫的形成不利。為獲得較好的焊縫質量,在水下電弧螺柱焊接過程中需采取特殊的工序,如圖1所示。
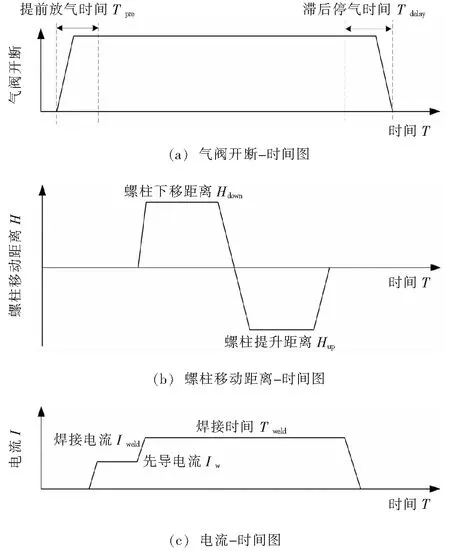
圖1 水下電弧螺柱焊接時序圖
首先,將焊槍靠近被焊工件,啟動氣閥,利用高壓氣體排出焊槍端部區域的水分,使得焊接過程在相對干燥的環境中進行,在該文中,為提高對熔池的保護效果,選用的高壓氣體為氬氣;隨后,焊接電源開始工作,螺柱與工件之間產生先導電流,引燃電弧,母材被焊區域殘留的水分被進一步汽化,達到減少水分殘留的目的;當電弧引燃后,螺柱在電磁鐵的作用下,上升一定距離,此時,焊機輸出焊接電流,螺柱頂端和熔池表面形成熔池;螺柱在向上移動一段時間后,開始在彈簧恢復力和油壓阻尼器的作用下朝熔池方向移動,螺柱端部插入熔池;隨后繼續為熔池提供特定時長的氬氣保護,焊機也將提供一定的焊接電流以便形成再結晶接頭;最后切斷保護氣體,提升焊槍,結束焊接過程[6-9]。
在陸用電弧螺柱焊槍的基礎上,根據水下電弧螺柱焊接工序,從耐壓防水、供氣排水、氣體保護、用電安全及自動控制等角度開展研制工作,研設計制出如圖2所示。水下電弧螺柱焊槍,該焊槍可以實現最大外徑12 mm螺柱的水下快速焊接。

圖2 水下電弧螺柱焊槍實物圖
2 水下電弧螺柱焊接參數
電弧螺柱焊接方法具有操作簡便、效率高等優點,但焊接參數較為復雜,焊前需在了解各類焊接參數意義前提下,對焊接設備進行合理設置,以期達到理想的焊接效果。電弧螺柱焊接過程中常見的參數包括焊接電流、焊接時間、螺柱伸出長度、螺柱提升高度、螺柱下落時間等。由于水下電弧螺柱焊接的特殊環境,水下電弧螺柱焊接參數的選擇也有一定區別,還需考慮放氣和關氣時間等。與水下焊條電弧焊比較,在相同空載電壓條件下,電弧螺柱焊接電流密度較小,其焊接電流調節范圍相對較大。一般情況下,螺柱直徑越大,其焊接電流越大。另外,水下焊接過程熱量散失較快,焊接過程中選擇較大電流可以快速形成穩定的焊接熔池。但過大的焊接電流不僅增加設備成本,也會對焊接接頭力學性能帶來不利的影響。
焊接時間是電弧螺柱焊接過程的另一個重要參數。焊接時間太短,螺柱及焊件接觸部位的熔化時間不足,螺柱的連接強度不夠;焊接時間過長,螺柱及焊件接觸部位的熔化時間太長,容易產生氣孔、焊穿等焊接缺陷,都不利于水下電弧螺柱焊接質量。
螺柱提升高度及提升時間對電弧螺柱焊接質量有一定影響。提升高度過低,下落時間過長,會產生有電頂鍛時間過短而降低焊接接頭質量;提升高度過大,容易造成熔化金屬外溢,形不成焊腳或者造成焊腳嚴重缺陷等現象。
提前放氣時間及滯后關氣時間主要由作業水深、密封性能、排水狀態及焊接時間決定。具體時間可通過水下焊接進行適當調節。一般隨著放氣時間延長,其供氣排水保護罩內形成干式環境可能性更大,焊接成功的概率增加,但是對潛水員的水下狀態有較大影響。隨著關氣時間的延長,其焊接的冷卻速度降低,更加有利于焊縫的質量,但是,過長的延遲關氣時間也會由于保護氣消耗過多等原因,使得焊接成本上升。
3 水下電弧螺柱焊接工藝參數優化
3.1 試驗設計
為驗證水下電弧螺柱焊槍的可行性和實用性,從提高焊接工藝角度對水下電弧螺柱焊槍的焊接電流Iweld和焊接時間Tweld、提升高度Hup和提升時間Tup等主要焊接規范進行優化。設計了3因素3水平的正交試驗。在該試驗中選取的螺柱直徑為10 mm,試驗水深4 m。參考相關文獻可知,對于10 mm直徑的螺柱,適用的焊接電流范圍為500~1 000 A,考慮到焊機特點實際情況,最大焊接電流定為980 A。因此,因素1焊接電流3個水平分別為500 A,740 A和980 A。在前期焊接工藝試驗探索時,焊接時間0.3~0.6 s范圍內都有應用,因此,正交試驗中因素2焊接時間分別為0.3 s,0.43 s和0.56 s。對于提升高度,限于所開發的水下電弧螺柱焊槍自身結構特點,提升高度固定為2 mm。對于因素3提升時間,分為15 ms,10 ms和5 ms三擋。設計正交試驗見表1。焊接效果如圖3所示。

圖3 水下電弧螺柱焊接效果圖
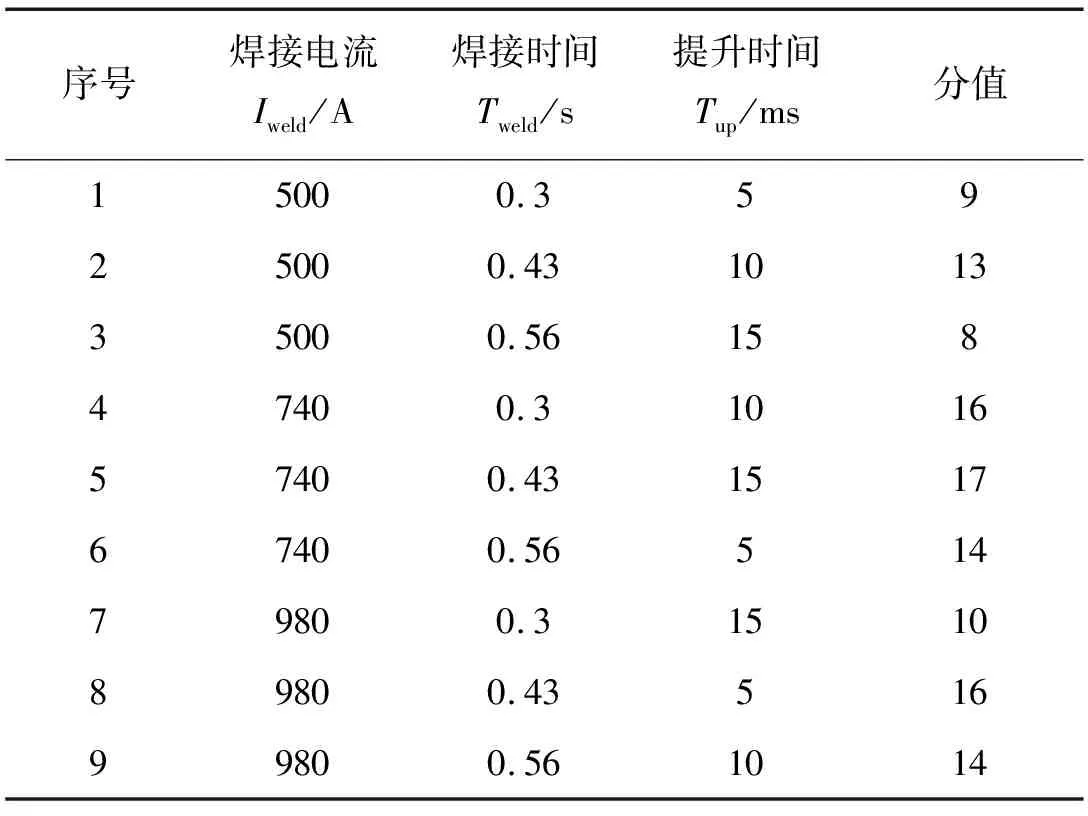
表1 正交試驗
在試驗過程中,每組參數工焊接10個螺柱,焊后,對所焊螺柱進行力學性能測試評分。具體評分方法為:對水下焊接的螺柱進行錘頭沖擊彎曲試驗,若一個被焊螺柱彎曲30°后在焊接區域未出現任何裂紋,則該試件記為1分;若能彎曲60°左右,如圖4所示,證明螺柱的水下焊接質量滿足螺柱強度,該試件記為2分,否則,記為零分。對于同一焊接規范的10個試件,滿分20分,分值越高說明該組焊接規范越適用于該條件下的水下電弧螺柱焊接。
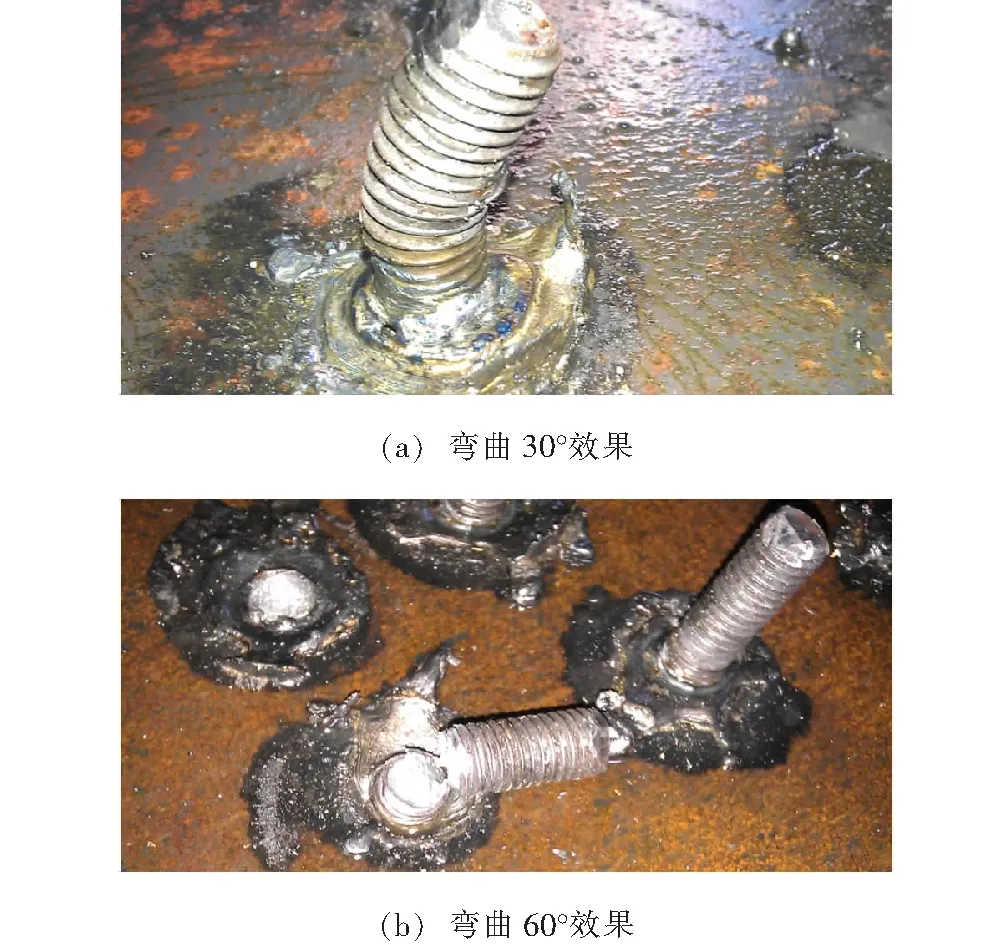
圖4 水下焊接螺柱彎曲試驗和斷裂效果圖
3.2 試驗分析
通過表2正交試驗結果的分析可知,最優的焊接規范為焊接電流740 A,焊接時間0.43 s,提升時間10 ms。在所涉及的三類焊接規范中,焊接電流對焊接質量影響最大,焊接時間的影響其次,提升時間的影響相對較小。
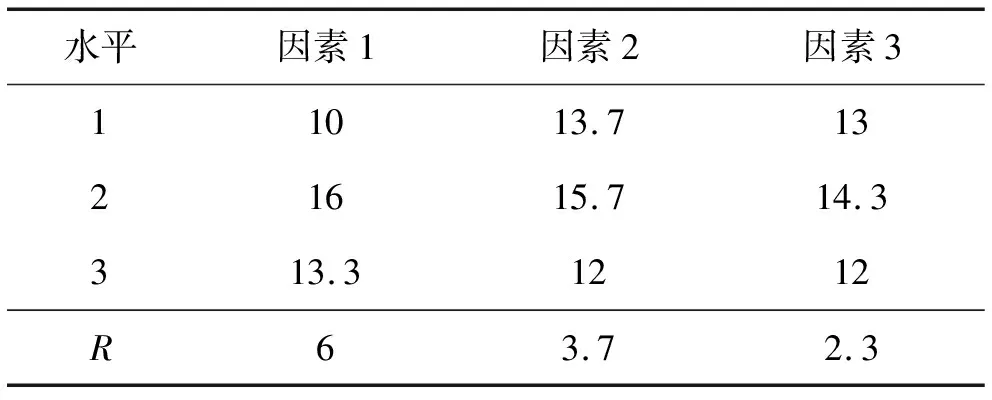
表2 正交試驗分析
焊接電弧輸出的能量對焊接規程有極為重要的影響,而焊接電流則與焊接電弧輸出能量有著極為密切的關系,電流越大,焊機輸出功率越高,單位時間內螺柱端部所受的熱量也就越大,有助于螺柱與熔池區域母材的熔化。適當的熔化速度不僅能提升焊接速度,更為重要的是,螺柱熔化過程相對平緩均勻,并以可控的速度進入熔池,進而凝固成焊接接頭,水下電弧螺柱焊焊接質量將得到有效的保障。在該試驗中,當焊接電流為740 A時,焊接效果相對較好,若焊接電流較小,如試驗中將焊接電流設置為500 A時,由于焊接輸出功率難以滿足熔化螺柱端部的目標,未充分熔化的螺柱端部進入熔池后也不能與熔融金屬接觸形成高質量的焊接接頭,如形成虛焊等缺陷,水下電弧螺柱焊接質量隨之下降。增大焊接電流雖然有助于螺柱和母材的熔化,但若電流過大,會導致螺柱熔化速度加快,若不能及時進入熔池,熔融金屬會在電弧力的作用下偏離熔池方向,最終導致飛濺的產生,如圖5所示。

圖5 熔池飛濺現象
該試驗所選用的焊接時間范圍為0.3~0.6 s之間,剔除由于設備因素導致的誤差,實際焊接分別為0.3 s,0.43 s和0.56 s。試驗中發現,當焊接時間為0.3 s時,由于焊接時間短,螺柱未能及時熔化就進入熔池。由于螺柱端部未能充分浸潤后即因焊接過程結束而開始冷卻,虛焊現象較為明顯。這一現象在焊接電流相對較低(500 A)的試驗條件下顯得尤為明顯,1號試驗條件下有3根被焊螺柱因虛焊現象的存在,彎曲測試時,彎曲角度不到30°即斷裂。另外,在焊后檢測時發現,焊接時間較短時存在一定量的氣孔,這也導致了焊接質量差,很難達到60°的彎曲指標。由于焊接時間短,焊接過程產生的氣泡未能及時從熔融金屬中逸出,在上浮過程中因焊接過程結束,熔池迅速冷卻,氣泡最終滯留于熔池中,形成氣孔缺陷。除此之外,當焊接時間為0.56 s時,存在咬邊現象,這是由于焊接過程持續時間過長,熔池中輸入的熱量過大導致的。當焊接電流較高時,若焊接時間未能得到有效控制,咬邊現象顯著。
通過正交試驗分析也可以看出,相對于焊接電流和焊接時間,焊槍提升時間影響相對較小。對于電弧螺柱焊,焊接電流和焊接時間兩項參數決定了焊接過程的熱輸入,熱輸入對水下電弧螺柱焊接影響較大,過大的熱輸入容易焊穿與咬邊等缺陷;若熱輸入過小,氣孔現象易于發生,影響焊接質量。
放氣和關氣時間也是控制和提高水下電弧螺柱焊接質量的一個因素。供氣排水保護罩內形成穩定氣流和持續的局部干式環境是確保焊接質量的關鍵。與陸上螺柱焊接時序相比,水下焊接放氣時間提前,可以盡量排除保護罩內積水;關氣時間適當延長,可以使水下電弧螺柱焊接冷卻速度降低,有利于焊縫的質量。從焊接工藝角度考慮,提前送氣和滯后關氣時間越長越有助于焊接質量的提升,但從成本和工作效率角度考慮,則需將這兩項指標控制在合理范圍之內,通過試驗證明,提前送氣時間在4 s以上,滯后關氣時間不低于2 s,能得到相對較好的焊接質量。另外,在保護罩的形狀[10],選擇帶有緩沖氣腔的環形供氣排水保護罩。通過理論分析及試驗驗證,這類保護罩能快速排除罩內積水且形成較穩定的氣流,保證了電弧螺柱焊接過程的引弧;同時,能提供一定流量的氬氣作為保護焊用氣體,以減小水蒸氣對焊接質量的影響。
綜上所述,通過試驗驗證與分析,確定了水下電弧螺柱焊接規范制定原則。通過合理優化焊接規范,水下電弧螺柱焊接技術將成為一種適用于的水下焊接的技術,將憑其焊接時間短、操作簡單、設備便攜等優點,可在海洋工程施工中有較高的推廣應用價值。
4 結論
(1)相對于提升時間等參數,焊接電流和焊接時間對水下電弧螺柱焊焊接質量影響較大。
(2)適當提高焊接電流和延長焊接時間,有助于抑制虛焊等現象提高焊接質量,但焊接電流過大或焊接時間過長容易發生飛濺、咬邊等缺陷。
(3)增加提前送氣時間和滯后關氣時間,在強保護效果的同時也增加了施工成本,降低了工作效率,需將提前送氣時間和滯后關氣時間控制在合理的范圍之內。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54