航空燃油泵齒輪延遲裂紋分析與預防
2020-09-10 07:22:44楊引鋒許利利陶保平
內燃機與配件 2020年12期
楊引鋒 許利利 陶保平

摘要:某型號燃油齒輪泵齒輪零件在裝配過程中發(fā)現(xiàn)有裂紋缺陷,經查零件入庫前經過磁力探傷檢查無裂紋。通過對缺陷進行宏觀檢查、金相檢驗,確定了裂紋缺陷屬于延遲時效裂紋。分析結果表明,延遲裂紋是磨削殘余應力大于零件組織應力造成的零件開裂。因此,降低磨削殘余應力是防止延遲裂紋的有效措施。
關鍵詞:延遲裂紋;殘余應力;氰化
0 ?引言
燃油齒輪泵齒輪副設計的精度高,齒輪精度一般達到五級或高于五級。齒輪軸徑要求的圓柱度及粗糙度也極高,以此來保證齒輪泵工作時軸徑處的最小臨界油膜厚度,消除運動副部位的干摩擦。齒輪端面要求垂直度不大于0.005,以達到與滑動軸承端面的最佳密封效果,提高齒輪泵的容積效率。為了獲得設計圖紙要求的較高尺寸精度及粗糙度,在齒輪加工的最終工序,齒輪兩軸徑需在高精度外圓磨床上加工,而齒在成型磨齒機上加工。然而,在磨削獲得較高精度的同時會產生一些負面影響,比如,磨削裂紋、磨削燒傷等缺陷。這些缺陷一直是困擾產品質量的難點,尤其是延遲裂紋的產生,嚴重降低了齒輪的使用壽命,是不允許存在的缺陷。
某型號齒輪零件按工藝流程,在交付入庫前進行磁力探傷檢查未發(fā)現(xiàn)有裂紋,但在裝配過程中,發(fā)現(xiàn)某些零件的外圓端面、齒根處有微小的裂紋缺陷。引起延遲裂紋的原因有很多,本文針對延遲裂紋產生的原因進行分析,并制定控制措施,對提高齒輪零件壽命有重要的意義。
1 ?齒輪技術要求與工藝分析
1.1 技術要求
某型油泵齒輪零件結構如圖1、圖2所示,(軸類、盤類),均采用了合金結構鋼12Cr2Ni4A。此材料是一種優(yōu)良的滲碳鋼,具有較好的淬透性,其經滲碳并淬火加低溫回火后,不但表面具有較高的硬度,而且芯部的強度、韌度及塑性也較好,因此特別適合于制造各類軸類零件及齒輪零件。設計圖紙要求齒輪軸徑表面和齒側面的粗糙度是Ra0.4,端面平面度0.005,外花鍵氰化深度0.2~0.4mm,表面硬度HRC≥56,齒輪及兩端軸徑氰化深度0.4~0.9mm,表面硬度HRC≥61,中心硬度HRC32~43,均為二次氰化要求,部分零件無內外花鍵時,只有一次氰化要求。
1.2 工藝分析
齒輪的加工工藝流程如表1所示。
零件經過粗加工→熱處理→半精加工→磁力探傷→精加工→磁力探傷,工藝文件在進行化學熱處理后端面磨削余量0.13~0.15mm,直徑單邊磨削余量為0.15~0.19mm。
2 ?裂紋缺陷與成因分析
2.1 裂紋缺陷分析
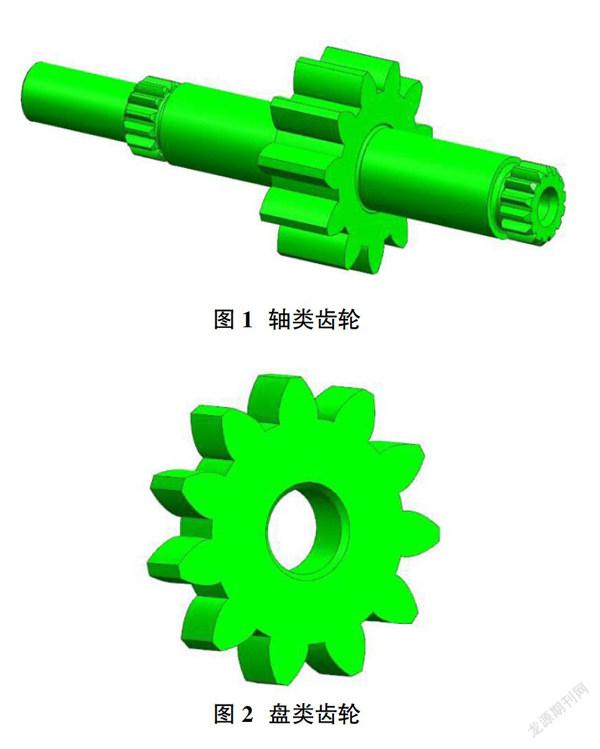
裂紋分布情況如圖(圖3、圖4)所示。
對產生裂紋的零件進行磁粉探傷并結合放大鏡檢查(裂紋如圖5所示),并將裂紋垂直切開,用金相方法觀察裂紋截面形貌,裂紋與表面垂直,折線向基體內擴展,裂紋兩側吻合良好,尾端尖銳,裂紋附近基體未見夾雜、氧化皮和疏松等原材料缺陷。
零件表面在磨削后,殘留有磨削拉應力,當磨削拉應力超過材料的抗拉強度時就會產生磨削裂紋。磨削應力可能會使齒輪表面立即產生裂紋,也可能延遲一段時間后產生裂紋,而齒輪入庫前的磁力探傷未發(fā)現(xiàn)裂紋,說明裂紋在磁力探傷檢查時并未生成,而是在庫存過程中經過自然時效后顯現(xiàn)。
2.2 成因分析
2.2.1 零件氰化工藝的影響
該型齒輪泵齒輪類零件由于滲層的需要,都要經過2次氰化處理,會影響零件組織以及表面應力狀態(tài)。12Cr2Ni4A齒輪經過830℃滲碳冷卻至室溫后,再經過650℃高溫回火處理,回火溫度高,磨裂傾向大。這是由于高溫引起晶粒長大而形成的粗針狀馬氏體中含碳量的增加使熱導率減小,摩擦熱增加,因而也增加了熱應力。加之表面硬度顯著提高(HRC≥61),半精磨削由于去余量較多,會使磨削產生很大的應力。
2.2.2 磨削加工參數(shù)的影響
半精磨削、精磨加工過程中,由于齒輪與砂輪的相互運動及磨削熱的影響,將會在齒輪中產生較大的殘余應力,即軸向的殘余壓應力和環(huán)向的殘余拉應力,對裂紋萌生起到真正作用的是環(huán)向拉應力。經過對砂輪轉速、磨削量、進刀量對殘余應力影響的研究,結果是磨削量對環(huán)向殘余拉應力的影響較小,對軸向殘余壓應力的影響較大。磨削量增加,軸向殘余壓應力會隨著增大,分布范圍也逐漸加深。隨著磨削速度和進給量的增大,環(huán)向殘余拉應力成線性增加。當磨削參數(shù)設置不合理時,磨削過程中產生的熱量將使齒輪接觸部位周邊的溫度快速升高,在冷卻液的作用下,齒輪表面發(fā)生二次淬火,同時由于磨削升溫與冷卻存在時間差,期間產生的膨脹量及收縮量不同,以及齒輪與砂輪之間的相互運動作用,這些都將是導致磨削齒輪過程中產生較大殘余應力的因素。
經對出現(xiàn)裂紋的理化分析,認為裂紋由于磨削應力釋放造成零件局部輕微開裂,其與加工過程中設備、砂輪、切削參數(shù)的選擇有直接關系。因此,砂輪的選擇以及加工參數(shù)的調整的不合理、零件散熱的不均勻也會導致表面應力的增大以及燒傷裂紋。
2.2.3 冷卻液的影響
磨削加工時,冷卻液不僅對零件表面有降溫冷卻的作用,而且具有防止砂輪孔隙堵塞、沖洗磨削金屬沫等的清潔作用,這樣可以防止溫度升高,減少磨粒與零件間的摩擦,進而保證零件精度,避免磨削缺陷等作用。磨削時冷卻不充足,磨削產生的磨削熱很大程度上會使零件表層奧式體化,進而再次淬火形成淬火馬氏體,在零件表面產生附加的組織應力。產生的組織應力和磨削產生的熱應力迭加導致零件出現(xiàn)磨削裂紋。在齒輪軸的轉角臺階處、齒根處,磨削時冷卻液冷卻補充分,散熱條件相對較差,引起磨削燒傷及磨削裂紋等缺陷。
3 ?改進措施
①根據(jù)裂紋產生的原因,重新對齒輪的工藝流程進行梳理分析,發(fā)現(xiàn)流程上沒有熱處理前的預備熱處理,在熱處理后半精磨削工序加工后缺少時效工序。現(xiàn)將該型號齒輪工藝流程進行優(yōu)化和細化,粗加工后增加穩(wěn)定化處理,氰化后增加半精磨工序,將磨削余量進行二次分解,磨削后增加時效工序,消除磨削應力。
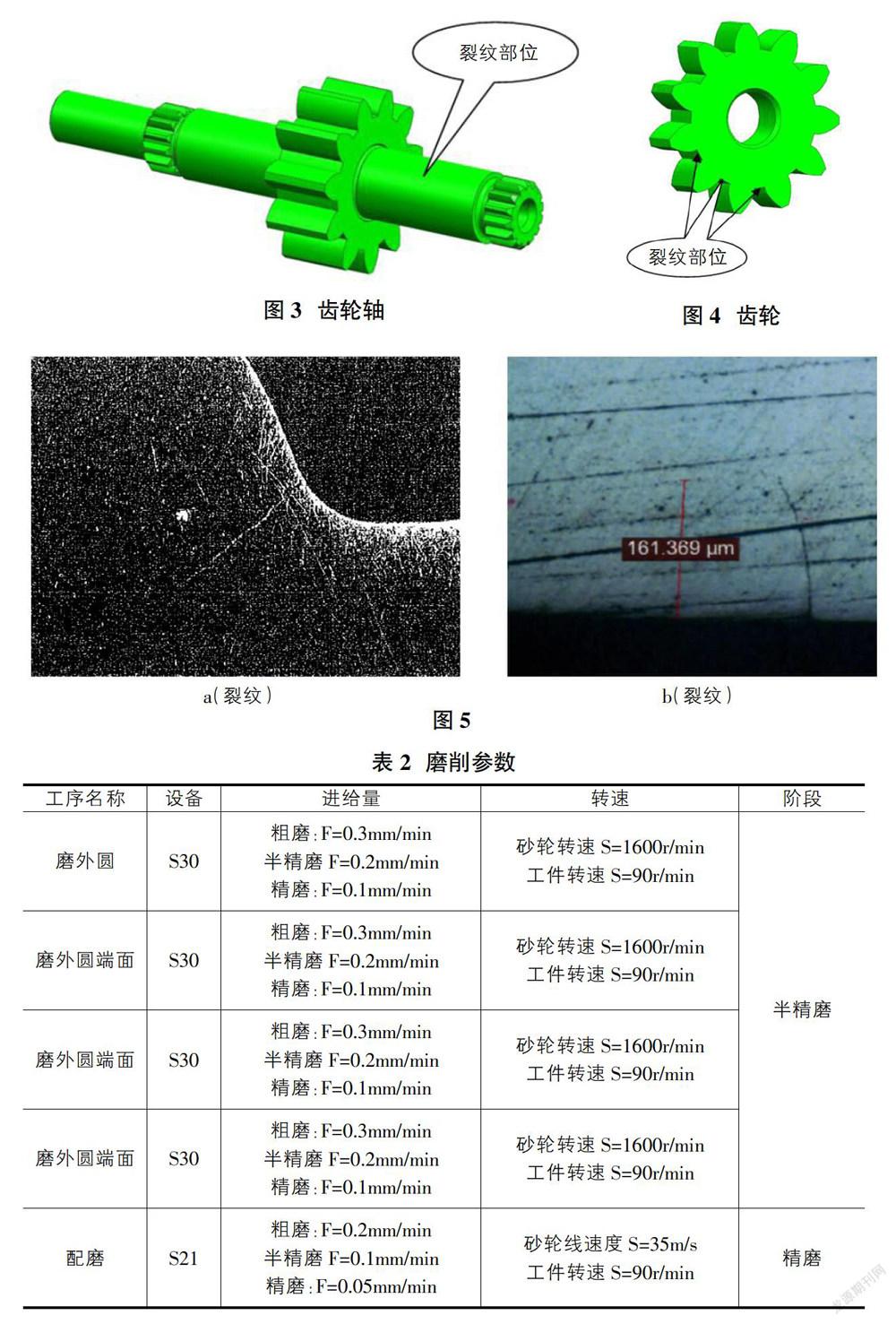
②零件在之前磨削加工過程中,砂輪的選擇及加工參數(shù)不合適。半精磨削在數(shù)控萬能磨床S30上加工,將原砂輪更換為PA100KV鉻剛玉砂輪進行磨削,自銳性好,鋒利度高。精磨在數(shù)控萬能磨床S21上加工,同樣選用鉻剛玉的砂輪PA120KV。對于磨削參數(shù)也進行了相應優(yōu)化,最終的磨削參數(shù)如表2所示:
③磨削熱是產生磨削裂紋的根本原因,因此降低磨削熱是解決磨削裂紋的關鍵。數(shù)控磨床有2組冷卻油管,在使用過程中,應將一組準確噴射在砂輪參與切削部位,噴射方向與砂輪旋轉方向相反,保證及時沖出粘在砂輪上的砂輪沫與金屬屑,將另一組噴射在磨削區(qū)域,噴射方向與砂輪旋轉方向相同,便于冷卻油通過砂輪的離心力到達磨削區(qū)域,以保證磨削區(qū)域的充分冷卻。
4 ?結論
①磨削裂紋產生的根本原因是金屬表面在磨削過程中產生的熱量無法及時被冷卻介質帶走,表層材料被重新回火或形成新生的淬火馬氏體,使表層產生很高的組織應力和熱應力形成拉應力所致。
②裂紋產生的直接原因是工藝路線與加工參數(shù)不合理,精加工時磨削殘余應力較大,為裂紋的萌生提供了必要條件。
③增加化學熱處理前的預備熱處理,磨削后進行時效處理,能進一步降低磨削殘余應力。控制磨削進刀量,砂輪轉速,工件轉速能有效避免早期顯微裂紋。
④降低磨削殘余應力,是消除延遲裂紋的有效措施。
參考文獻:
[1]王立濤,柯映林,黃志剛,等.航空構件銑削殘余應力分布規(guī)律的研究[J].航空學報,2003,24(3):286-288.
[2]丁惠麟,金榮芳.機械零件缺陷、失效分析與實例[M].北京:化學工業(yè)出版社,2013.
[3]張玉庭.熱處理技師手冊[M].北京:機械工業(yè)出版社,2006.
作者簡介:楊引鋒(1985-),女,陜西戶縣人,本科,中級工程師,研究方向為航空發(fā)動機燃油附件齒輪件工藝技術研究,精密承力件工藝技術研究,精密密封件工藝技術研究。