鎳基合金低溫碳鋼復(fù)合管焊接接頭性能研究
2020-09-10 07:22:44朱亮
內(nèi)燃機(jī)與配件 2020年12期
朱亮



摘要:采用GTAW 打底+SMAW 填充的焊接,在接焊試驗中是進(jìn)行鎳基合金低溫碳鋼復(fù)合管的對接,焊后再進(jìn)行焊接接頭的彎曲、宏觀、拉伸等試驗,并進(jìn)行微觀金相、化學(xué)成分等分析。其試驗結(jié)果顯示,焊接接頭具有良好的力學(xué)性,奧氏體組織具有單一性是焊縫顯微組織,無有害的第三相存在; 焊縫晶間平均腐蝕速率為0.5257mm/年,表明焊接接頭具有良好的耐腐蝕性能。
關(guān)鍵詞:鎳基合金;低溫碳鋼復(fù)合管;手工電弧焊;晶間腐蝕
1 ?試驗焊接材料與工藝參數(shù)
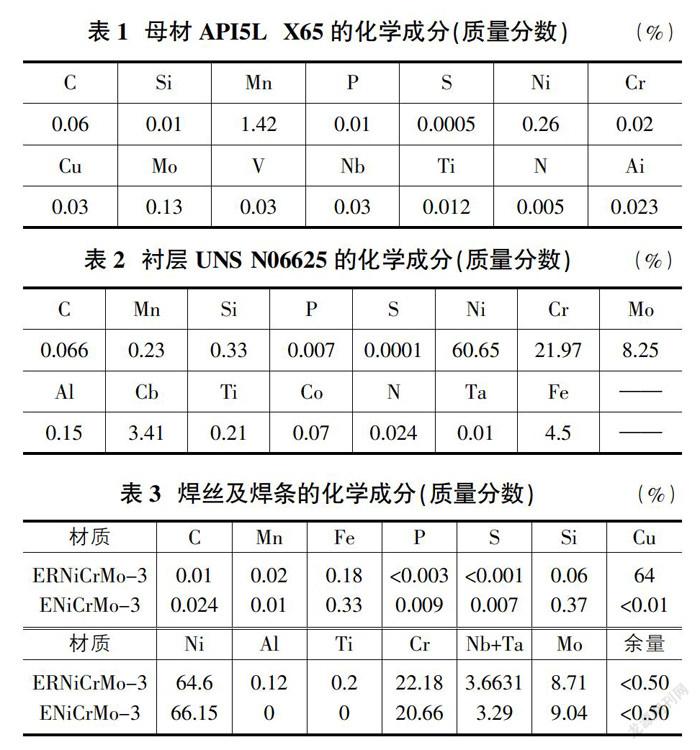
在實驗中,采用的基體是API 5L X65,選取的復(fù)合管內(nèi)襯層是UNS N06625,其尺寸是?準(zhǔn)507.1mm×31.6mm,2.4mm。InconelFM625(ERNiCrMo-3)是選用鎳基合金的直徑,其內(nèi)襯層的厚度是3cm。焊條用3.2mm 的InconelWE112(ENiCrMo-3)直徑的進(jìn)行蓋面焊,用焊絲進(jìn)行打底,填充焊。表1與表2分別顯示的是母材與襯層的化學(xué)成分,表3則顯示的化學(xué)成分是焊絲、焊條的。
焊接位置為6G, 采取坡口為V形的形式,其根部的間隙是2~4mm,坡口的角度為60°,鈍邊是1~2mm。有關(guān)坡口打磨工作,這是一項在焊接前要對坡口表面進(jìn)行打磨的工作,同時,需要在坡口應(yīng)用丙酮,來進(jìn)行清理表面的氧化鐵銹和油污等。將與內(nèi)層鎳基合金材質(zhì)比較相近或者相同的焊絲用在鎳基合金低溫碳鋼復(fù)合管的焊接上面,確保取得的焊接接頭具有較好的力學(xué)性能及耐腐蝕性。在進(jìn)行焊接的時候要將熱輸入控制在1.0~2.0kJ/mm間,并保持符合材料焊接的表面光順平整,其預(yù)熱溫度最高與最低限制分別為150℃、50℃。在鎳基材質(zhì)焊接時基于其流動性差、熔深較淺的特點,選用電流、焊接速度較小的,對熱輸入的工藝進(jìn)行嚴(yán)格控制,進(jìn)行焊接時要對坡口底部的內(nèi)層金屬配合適當(dāng)氣體保護(hù)再焊接,使內(nèi)應(yīng)力較大與成分偏析的情況在弧坑內(nèi)避免形成,使焊縫出現(xiàn)裂紋及氣孔等具有危害性的缺陷,進(jìn)而使焊接接頭質(zhì)量受到影響。
具體焊接工藝參數(shù)見表4。
2 ?試驗方法
2.1 力學(xué)性能與晶間腐蝕試驗
在實驗中,晶間腐蝕試驗ASTM G28-02方法A是采用的方法,其試驗件的尺寸是2mm×15mm×45mm,取的3件試樣為全焊縫,需沿焊縫縱向選取。將236 mL 的
?準(zhǔn)(H2SO4)98%溶液依據(jù)要求加到400 mL蒸餾水中,再把w(Fe2(SO4)3)75%加入到所稱取的硫酸溶液中。用80 目的濕砂紙或者120 目的干砂紙對試樣表面進(jìn)行打磨完畢,隨后將其放置到微沸的狀態(tài)保持120 h已經(jīng)配置好的溶液當(dāng)中。將試驗中用的試樣在試驗結(jié)束后,放置于流水的狀態(tài)下進(jìn)行沖洗,然后將清洗中的試樣放進(jìn)超聲波清洗儀中烘干,最后再進(jìn)行稱量。
WAW-1000C 型萬能試驗機(jī)上,依拉伸試樣的標(biāo)準(zhǔn)要求:DNV-OS-F101,將4件縮減面進(jìn)行拉伸試驗與2件全焊縫拉伸試驗。
彎曲試驗決定的要求標(biāo)準(zhǔn)是依據(jù)DNV-OS-F101 ,其壓頭直徑為50mm, 彎曲角度為180°。在WDW-300E 型萬能試驗機(jī)上進(jìn)行的是側(cè)彎試驗。
依據(jù)DNV-OS-F101的試驗標(biāo)準(zhǔn),焊縫蓋面中,夏比沖擊在其焊縫中心熔合線、熔合線+2mm、+5mm 及焊縫底部熔合線、焊縫中心、熔合線+5mm,熔合線+2mm,然后,對10mm×10mm×55mm依次進(jìn)行取值,各自為一組的是V形缺口沖擊試樣,其在JBN-500 型屏顯沖擊試驗機(jī)上顯示低溫沖擊試驗,其溫度為-30℃。
2.2 微觀金相測試
在對金相試樣的拋光、細(xì)磨及粗磨方面,其依據(jù)為GB/T 13298—2015,隨后顯微組織將選用?準(zhǔn)(草酸)10%電解浸蝕,最后,再用OLY MPUS-GX51金相顯微鏡對熱影響區(qū)、焊縫與母材的顯微組織進(jìn)行觀察。
2.3 復(fù)合管襯層焊接接頭化學(xué)成分的測試
應(yīng)用的Q8 Magellan型光譜分析儀測試襯層,其0.5mm處焊縫化學(xué)成分在根部焊道的表層下方,選取標(biāo)準(zhǔn)依照的是DNV-OS-F101。
3 ?試驗結(jié)果與分析
3.1 力學(xué)性能的結(jié)果和分析
表5呈現(xiàn)的是拉伸試驗結(jié)果。全焊縫拉伸試驗是C1,C2,它們的屈服、抗拉強度與伸長率都比技術(shù)要求大,焊縫金屬具有良好的綜合力學(xué)性能。減截面橫向拉伸試驗是C4,C5,C6,C7,母材的抗拉強度比它低535MPa,得以使母材規(guī)定的抗拉強度要求得到滿足。在試驗中,母材處是所有試件的斷裂位置出現(xiàn)的地方,顯現(xiàn)出,焊縫處的拉強度比母材的抗拉強度高。
在常溫下,對焊接接頭所進(jìn)行的側(cè)彎試驗是彎曲試驗,肉眼可見情況下,未發(fā)現(xiàn)彎曲試驗在受拉面有裂縫、夾層與分層現(xiàn)象出現(xiàn),表明焊縫金屬具有良好的延展性,夏比沖擊試驗結(jié)果中顯示,焊縫的上表面及下表面的沖擊吸收功較為相近,其中上表面不含襯層下表面含襯層,焊接接頭在-30 ℃下沖擊韌性較為良好,有著較強的能量吸收能力,這主要體現(xiàn)于材料發(fā)生塑性的變形和與斷裂中,發(fā)生脆斷的可能性較小。
3.2 宏觀形貌結(jié)果與分析
鎳基合金低溫碳鋼復(fù)合管焊接接頭,其宏觀腐蝕形貌,在焊縫內(nèi)部未發(fā)現(xiàn)有氣孔、夾渣、未熔合及組織疏松等冶金情況出現(xiàn),界面比較明顯的是焊縫與母材。熱影響區(qū)比較大的是基體的碳鋼處,而熱影響區(qū)較小的是襯層鎳基合金處的焊接。
3.3 化學(xué)成分測試結(jié)果與分析
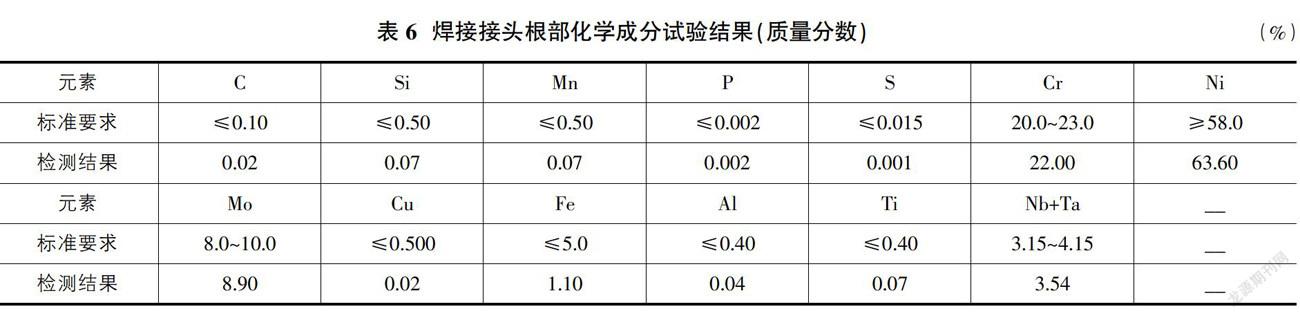
表3具體為,與AWS A5.14鎳與鎳基合金填充焊絲標(biāo)準(zhǔn)中ERNiCrMo-3 材質(zhì)的化學(xué)成分要求相符合的化學(xué)成分,為復(fù)合管襯層焊接接頭。(表6)
3.4 晶間腐蝕結(jié)果與分析
表7顯示的是焊縫金屬晶間腐蝕試驗的結(jié)果,3個試樣平均腐蝕速率0.5257mm/年,與ASTM G 28—2002標(biāo)準(zhǔn)要求相比較小,焊縫晶間腐蝕速率小于1.0mm/年的要求,焊縫金屬的耐晶間腐蝕性能較強為結(jié)果顯示。產(chǎn)生晶間應(yīng)力腐蝕開裂的重要因素是富Cr的碳化物在晶界處析出引起的在晶界處貧Cr。有研究表明當(dāng)w(C)<0.09%時,析出較少的是晶間碳化物。由表6所顯示的焊縫金屬化學(xué)成分結(jié)果,其w(C)只有0.02%,所以,晶界所析出碳化物在焊縫比較少。根據(jù)金相試驗結(jié)果分析,再進(jìn)一步驗證,實驗中,未在焊縫金屬中發(fā)生氮化物及金屬間化合物等有害的第三相。由此可得出,焊縫金屬具有較強的耐晶間腐蝕能力(表7)。
4 ?結(jié)論
①在進(jìn)行鎳基合金低溫碳鋼復(fù)合管對接焊時,需采用ERNiCrMo-3材質(zhì)鎳基焊絲和GTAW+SMAW,焊接接頭有較好的焊接性,在多層多道焊時要選取合適的焊接參數(shù)進(jìn)行,由試驗結(jié)果表明焊縫有著良好的外觀形貌與力學(xué)性能[1]。
②單一奧氏體組織為鎳基合金母材、焊縫和熱影響區(qū)顯微組織,這些組織的形貌各區(qū)域具有差異性,此外,鎳基合金焊縫對耐蝕性能的金屬間相不具有影響。其熱影響區(qū)及碳鋼母材的顯微組織都是少量珠光體與塊狀鐵素體[2]。
③w(C)0.02%,較低的碳含量降低以及晶間碳化物的形成是焊接接頭化學(xué)成分的分析結(jié)果,此結(jié)果使焊接接頭化學(xué)成分的標(biāo)準(zhǔn)要求得以滿足,并且使焊縫耐晶間腐蝕性能得到了有效保證。
④良好的耐晶間腐蝕性能在鎳基合金焊縫的較好體現(xiàn)為:0.5257mm/年為焊縫晶間腐蝕平均速率。
參考文獻(xiàn):
[1]雷凌云,呂華,王冬林,等.碳鋼/鎳基雙金屬符合管質(zhì)量分析[J].設(shè)備管理與維修,2016(8):38-39.
[2]張偉紅,信昕,賈丹,等.碳含量對一種鎳基合金組織的影響[C].第十三屆中國高溫合金年會摘要文集,2015.