雙胞胎葉片T型葉根車改銑的工藝流程分析
2020-09-10 07:22:44付甜甜吳根紅
內燃機與配件 2020年11期
付甜甜 吳根紅


摘要:重新擬訂工藝流程,設計加工中心銑葉根通用夾具,編制數控加工程序,將雙胞胎葉片T型葉根車改銑。既可降低工裝費用,又可縮短工藝準備時間。
關鍵詞:圓弧面;葉根裝配;葉根兩側;兩肩
0? 引言
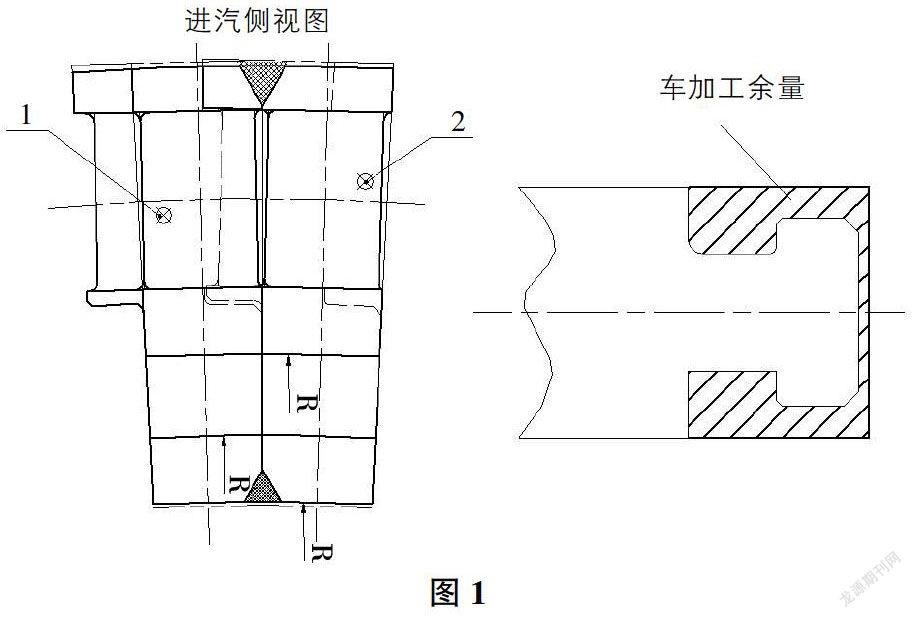
目前車間生產部分雙胞胎葉片,由兩片葉片通過焊接方法連接在一起,結構如圖1所示,葉根型式一般為T型,葉根裝配部分為圓弧面,要求進出汽邊高度差不大于0.02。
1? 現有加工工藝
現有工藝流程安排為:銑磨六方—粗精銑內弧—粗精銑汽道背弧—粗精銑裝配背弧—銑焊接坡口—鉗修拋光—檢驗—轉焊接—磨進出汽邊基準—車葉根—鉗修葉根—檢驗入庫。
葉根安排為車加工,需要根據葉根圓弧直徑大小設計專用車夾具,夾具制造周期長、費用高、通用性低。加工時,葉片按夾具一周分組裝夾,當葉片數量不夠一組時就無法加工。另外由于葉片車間沒有大的車床需要轉到部套車間加工,對車床操作人員技能要求高。
2? 重新擬訂工藝流程
為了降低生產成本,提高效率,現準備改用數控銑加工的方式加工雙胞胎葉片葉根。
根據銑加工特點,重新擬訂工藝流程:銑磨六方(葉片進、出汽邊留0.2mm焊后加工余量)—粗銑葉根(根據葉根圓弧大小,所有面留大于0.5mm余量)—粗精銑內弧(件1留0.5mm焊后加工余量)—粗精銑汽道背弧—粗精銑裝配背弧(件2留0.5mm焊后加工余量)—銑焊接坡口—鉗修拋光—檢驗—轉焊接—磨進、出汽邊基準—精銑內、背弧裝配面—數控精銑葉根—鉗修葉根—檢驗入庫。
根據新的工藝流程,需要設計加工中心銑葉根通用夾具和葉根粗、精銑刀,編制數控加工程序。
2.1 葉根粗加工
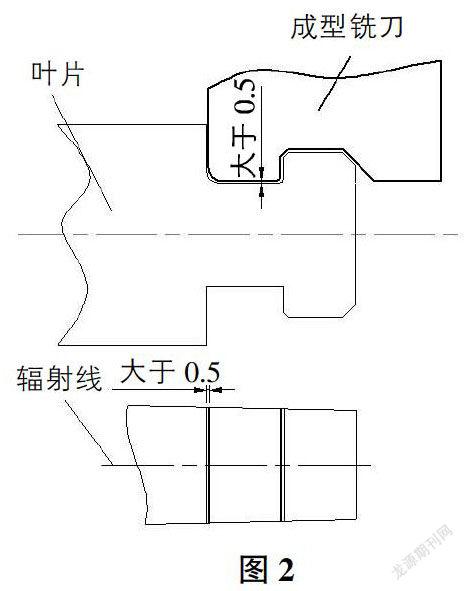
利用現有葉根加工夾具,根據葉根型式和葉根圓弧大小設計成型粗銑刀,按直線加工,單邊最小留0.5mm余量精加工。(圖2)
2.2 葉根精加工
葉根加工要求如圖3所示,從圖3中分析可知,葉根槽寬和頸部公差帶只有0.04mm,兩肩為圓弧面,高低偏差不大于0.02mm,相對位置、尺寸精度要求高,必須從加工設備、刀具、夾具、工藝方案等方面進行綜合考慮。
選用設備:由于葉根兩肩為圓弧面,普通機床無法實現圓弧軌跡加工,所以選用立式數控加工中心;
選用刀具:帶R角的整體硬質合金立銑刀;
加工原理:通過數控程序來保證所需加工的尺寸;
由于需要加工葉根兩側,葉片需要翻身才能完成,制訂以下兩種工藝方案。
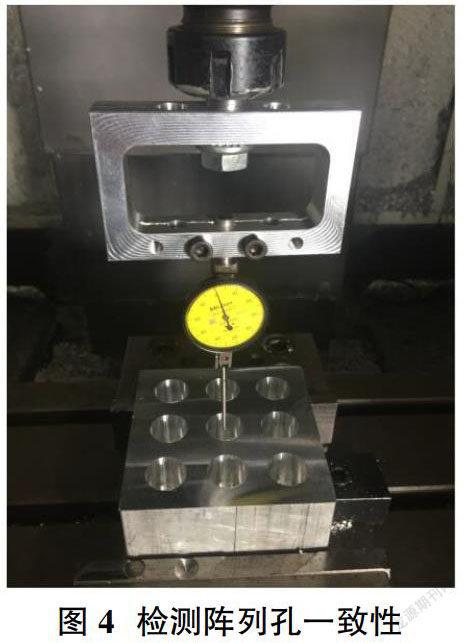
工藝方案1:二次裝夾完成葉根兩側槽加工。
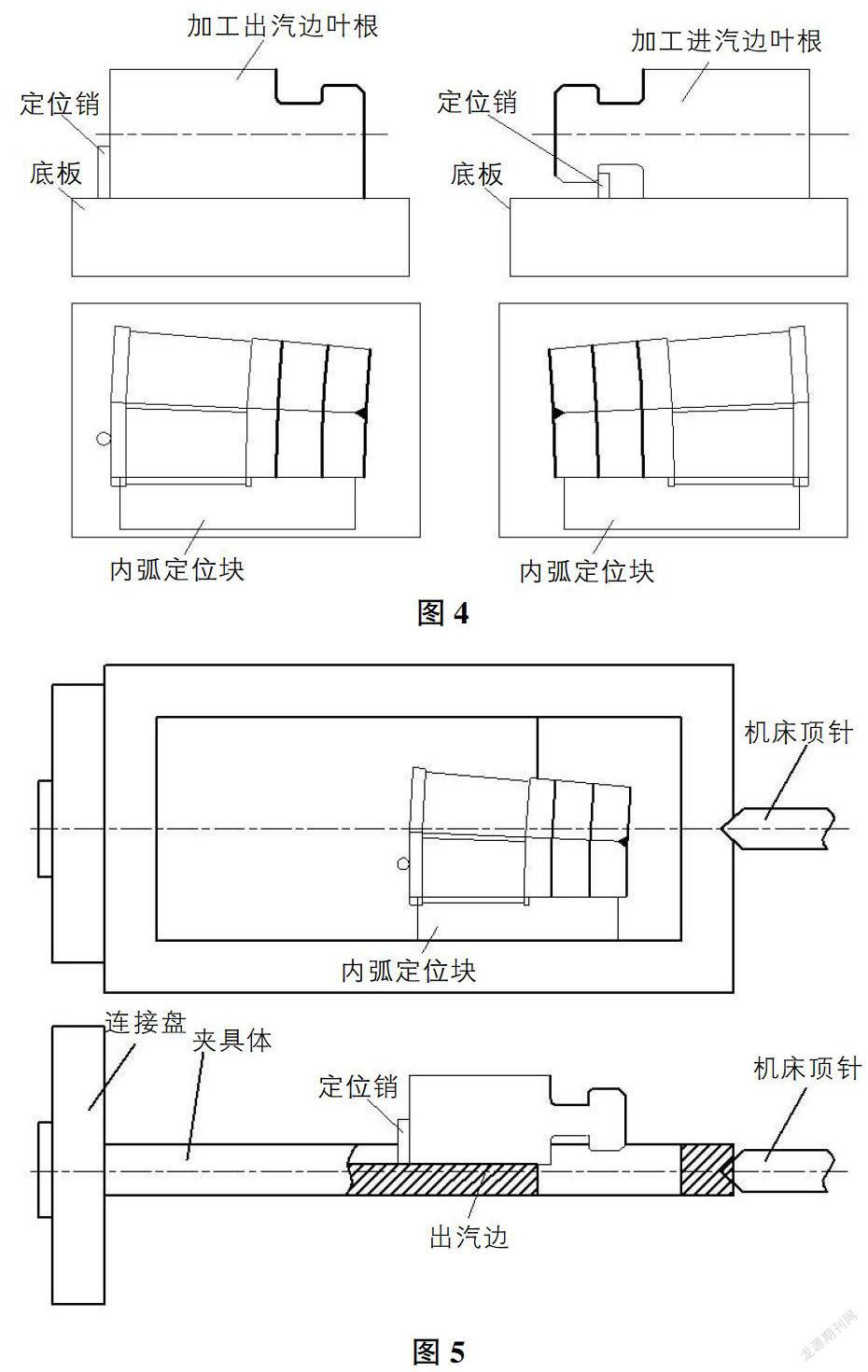
校正夾具,以內弧、進汽邊和葉冠定位,加工出汽側葉根槽及葉根端面;葉片翻身裝夾,以出汽邊,內弧定位,為保證葉根兩肩高低偏差不大于0.02mm,以出汽邊已加工的一肩定位,加工進汽邊葉根槽。該方案夾具設計簡單,可以利用現有工裝改制。如圖4所示。
工藝方案2:利用加工中心轉臺實現葉片翻身完成葉根兩側槽加工。
車間小巨人數控加工中心自帶數控轉臺,在轉臺上設計新工裝,利用轉臺自動旋轉一次裝夾完成葉根加工,葉根頸部和兩肩尺寸由機床精度保證。夾具如圖5所示。
夾具一端通過連接盤用螺栓連接在機床轉臺上,另一端有過轉盤中心的中心孔,用機床頂針頂緊,轉動轉臺,校正夾具兩個加工位置。葉片以出汽邊平面,葉片內弧為基準定位在夾具上。為避免加工時機床主軸與轉臺干涉,夾具需設計較長。
通過兩種方案的試加工,對比如下:
方案1:一般葉片進、出汽邊工序尺寸公差(-0.03~0),而葉根頸部尺寸公差(-0.06~-0.02),由于要二次裝夾,分別以進、出汽邊不同的面定位存在定位累積誤差。為減小誤差,保證葉根頸部尺寸,需要對進、出汽邊工序尺寸進行分類再加工葉根。
方案2:葉片一次裝夾,利用轉臺完成葉片翻身,葉根尺寸有機床精度保證,減小工序間裝夾累積誤差,節省工件調整時間。由于機床上的頂針為機械式,長時間使用有磨損,在調整時發現頂針中心與轉臺中心有偏差,必須先校正轉臺和頂針的回轉中心一致。
3? 總結
經過以上探索發現,因為減小葉根數控加工余量,在葉片焊接前葉根已粗加工,要求焊接變形和誤差控制在0.5~1mm內。葉根槽兩側R角不一致,需要兩種帶R角的整體硬質合金銑刀和一把45°倒角銑刀,減少了車加工工裝準備。
參考文獻:
[1]王梅,江和甫,等.在尾流激振情況下葉片振動應力預估技Z相對高度術[J].航空動力工程學報,2007,22(4).
[2]柴山,呂風軍,等.計算汽輪機nt片動應力的諧響應力分析法[J].汽輪機技術,2002.
[3]徐自力.計算葉片力學特性的三維8節點非協調有限單元法[J].應用力學學報,2004(2):51-54.