關于鼓風機底座拼裝-焊接工藝的研究
2020-09-10 00:23:54石陽
內燃機與配件 2020年15期
關鍵詞:焊接工藝
石陽
摘要:鼓風機是中小型組裝式鼓風機,機組中的電機、變速箱、蝸殼、各類管路及氣冷等裝置勻安裝在鼓風機底座上。所以該系列鼓風機底座的質量,將直接影響整個機組的組裝水平,進而影響該機組的性能。為此,本文系統的研究了該系列鼓風機底座的材料,結構形式及拼裝-焊接工藝,進而形成該類型鼓風機底座的標準化生產,提高產品質量及生產效率。
關鍵詞:鼓風機;底座裝置;焊接工藝
0 ?引言
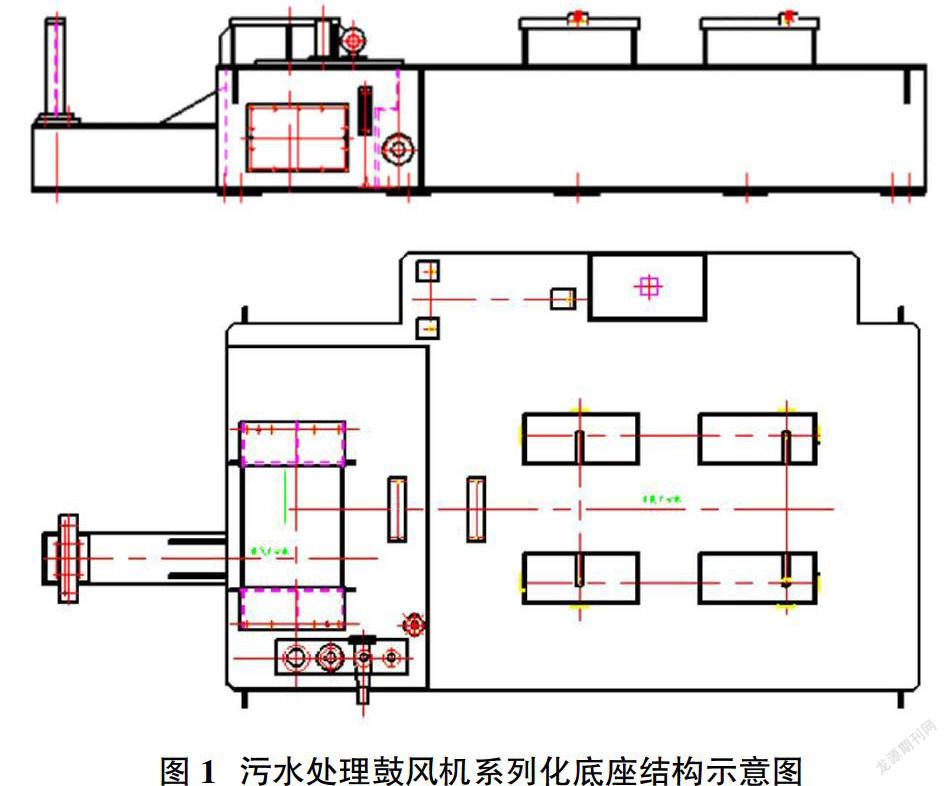
鼓風機是為了滿足國內環保需求而引進的機型。經過多年的開發,已經形成系列化產品,機組中各個組成部分都形成了標準化、系列化設計,為了進一步的提高生產效率、產品質量,針對機組的基礎,系列化程度較高的焊接結構的底座,進行拼裝-焊接工藝系列化的研究。如圖1所示。
1 ?底座的結構分析
1.1 結構形式
為了能夠制造出高質量的底座。在制造前,必須對該系列底座要有充分的了解,然后才能進行準確的進行生產制造。那么,針對該系列鼓風機底座的結構形式,應該從兩個方面進行:①底座的本身結構特點:根據圖1所示,該系列底座為全焊整體多結構形式,底座上平面上部分為:電機支撐座、變速箱支撐座、管路法蘭座及蝸殼支撐座。底座上平面下部分為:結構支撐部分、油箱及底座腳墊(順序從右到左)。②底座與機組的其他構件的連接特點:底座中分面上部分相連接的部分為:電機、聯軸器、變速箱及蝸殼,電機通過聯軸器與變速箱相連接,然后帶動與變速箱連接的蝸殼內部葉輪,軸等轉動件進行工作(順序從右到左)。底座四周的連接部分為:油氣管路、儀表結構件、氣冷結構件等。
1.2 結構分析
通過結構形式及使用情況來分析,總結特性為以下幾點:①由于機械結構的動力輸出、傳遞特點,要求電機與變速箱、蝸殼內轉動件中心線一致,從而要求底座的底平面及上平面以上的支撐座的水平中心高度必須一致。②底座四周的管路、儀表、氣冷結構都是通過管路與底座連接,連接處為法蘭結構對接。進而要求底座上的法蘭安裝位置必須要求準確。③底座左下方為油箱部分,此處要求密封性要求,避免漏油的情況發生。
2 ?底座的拼裝-焊接方案
2.1 底座設計材料的種類
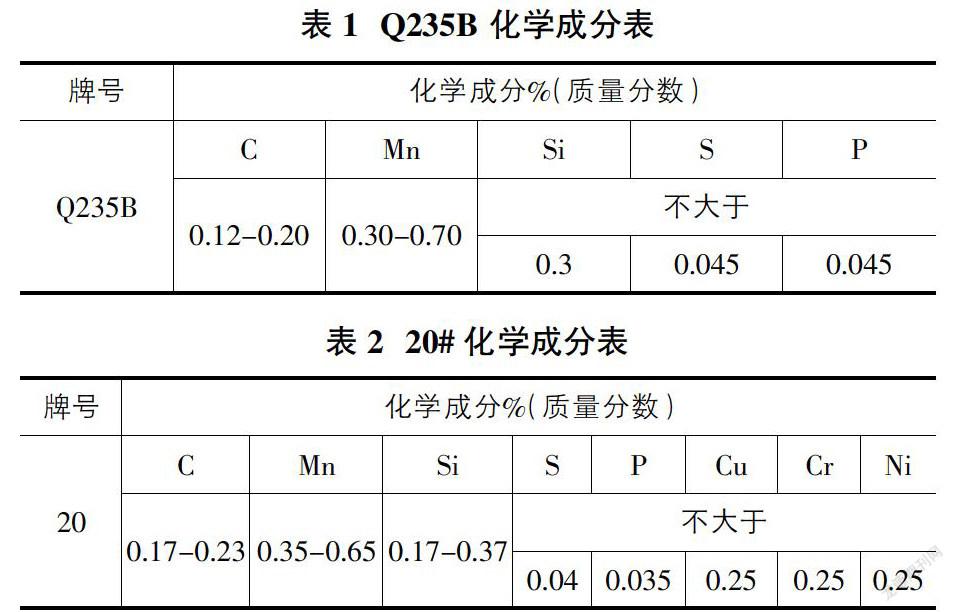
底座主體結構材料為:Q235-B,板材,厚度為5-10mm,底座油箱內部管路材料為:20#,管材,厚度8-10mm。兩者成分見表1、表2。
2.2 焊接材料的選擇
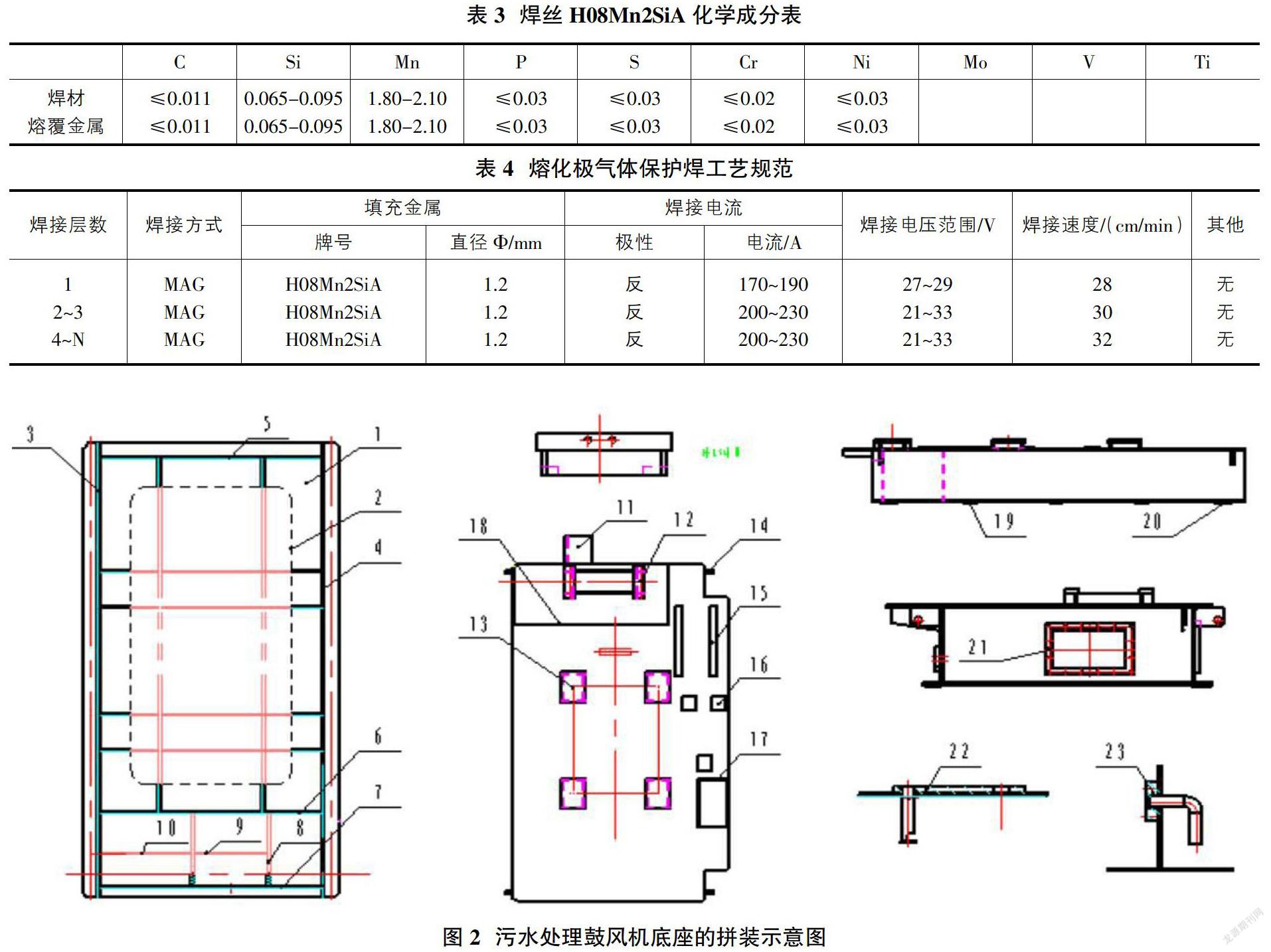
焊接材料的選擇一般原則為:①考慮結構材料與焊接材料的化學成分、力學性能的匹配度。②考慮焊接工藝性的可行性。根據底座結構的材料、結構形式。綜合考慮采用熔化極氣體保護焊(簡稱:MAG)的形式,保護氣為80%Ar+20%CO2,焊材采用焊絲H08Mn2SiA,直徑為?準1.2mm。如表3所示。
2.3 焊接工藝參數
熔化極氣體保護焊屬于能量密度高,熱輸入集中、施工效率高的一種焊接方式。所以在施焊過程中,應采用根據設計圖紙的結構特點,焊縫形式等綜合考量,采用對稱、小能量、多層多道的焊接方式進行。如表4所示。
2.4 底座的拼裝工藝方案
我們通常指的拼裝工藝:是指在按照設計圖紙所示的結構、尺寸及技術條件等要求的前提下,將多個零部件按照一定的順序、尺寸精度及要求進行固定、組裝到一起,使其成為一個獨立的部件的方案。如圖2所示。
我們遵循了底座本身全焊結構及使用需求的特性,結合了多年的生產制造經驗,采用先整體框架、上下基準部件、四周輔件的拼裝順序進行。在拼裝時,上平板為拼裝基準面,在其基礎上拼裝側板、加強筋、油箱面板等組成底座主體框架。完成主體框架后,進行底座上下平面的支撐臺、底部基準板等部分的拼裝,完成后拼裝管路、對接法蘭等輔件。
2.5 底座的拼裝-焊接工藝控制
由圖2所示,該系列底座為多零件、全焊結構。因此,焊接后會存在較大的焊接變形及殘余應力。為了控制兩者的影響,保障底座的質量,我們需要在拼裝、焊接及向后程序上做控制變形措施。
2.5.1 拼裝控制變形的措施
由圖2分析可知,底座主體框架焊接結構復雜,焊縫尺寸普遍較長。因此,為了控制變形,我們在拼裝底座框架主體時,在焊縫較多、較長的部分采用工藝加強筋進行固定和反變形措施,可有效減小焊接變形。
2.5.2 焊接控制變形的措施
焊接時,要合理安排施焊順序:先焊框架內側、筋板與前后邊板的短焊縫,后焊兩側長直焊縫。在施焊時,要按結構對稱施焊。多層多道焊時,相鄰的兩道焊縫施焊方向要相反。
2.5.3 底座其余方面的質量控制
該系列底座集合了油箱功能。因此,在焊接完油箱部分結構后,需對該部分進行煤油滲漏試驗,已驗證油箱是否漏油。
待底座整體焊接完成后,需進行熱處理消除殘余焊接應力處理。防止底座后期時效變形。
2.6 總結
我們通過對該系列底座進行結構、材料進行分析,結合多年的風機制造經驗,制定合理的拼裝、焊接工藝方案,形成一套標準化的生產制造技術,不但保障了底座的質量,還有效的提高了生產效率。
參考文獻:
[1]中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業出版社,2001.
[2]國家機械工業委員會.高級鉚工工藝學[M].北京:機械工業出版社,1992.
[3]陳秀清,孫志廣,武振凱.提高焊接工藝評定有效性的方法[J].熱加工工藝,2013(07).
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25