基于球桿儀的立式數控銑床反向間隙檢測
2020-09-10 07:22:44魏進
內燃機與配件 2020年17期
魏進

摘要:數控機床的反向間隙的檢測對于提高機床加工精度有著重要意義,本文以凱恩帝K2000MCi立式數控銑床系統為待檢設備,應用Rennishaw Ballbar20在XY平面進行反向間隙檢測,并對檢測結果進行分析。實驗表明,利用球桿儀進行檢測,可以快速、高效的得出檢測結果,指導機床維修人員調整機械安裝、電氣參數來減少機床反向間隙,提高機床精度。
Abstract: The detection of the reverse clearance of CNC machine tools is of great significance to improve the machining accuracy of machine tools. In this paper, Kandi k2000mci vertical CNC milling machine system is used as the equipment to be inspected, and rennishaw ballbar20 is applied to detect the reverse clearance in XY plane, and the detection results are analyzed. The experiment shows that the ball bar instrument can quickly and efficiently obtain the test results, guide the machine maintenance personnel to adjust the mechanical installation and electrical parameters to reduce the reverse clearance of the machine tool and improve the accuracy of the machine tool.
關鍵詞:數控銑床;球桿儀;反向間隙
Key words: CNC milling machine;ball bar instrument;reverse clearance
0? 引言
數控機床是現代工業的“母機”,現代數控機床性能朝著高轉速、高進給及高精度的方向發展,由于反向間隙的存在,使機床運動過程中實際運動和指令信號之間存在嚴重的滯后現象,所以會影響機床的定位精度。另外,反向間隙也影響機床相應的快速性。因此,本文將反向間隙的形成進行分析,結合球桿儀,提出一種對反向間隙補償的測量方法。
1? 反向間隙分析
數控機床的傳動鏈是由執行機構通過驅動絲杠螺母帶動工作臺進行運動。數控機床的反向間隙是數控機床在裝配和使用過程中磨損機械傳動鏈如滾珠絲杠反向間隙、齒輪副間隙、聯軸器中鍵聯接引起的間隙、并且驅動裝置如步進電機、伺服電機等存在反向死區,當機床的進給方向發生改變時,由于反向間隙的存在,機床工作臺的運動必然滯后于電機驅動絲杠的運動。這樣就已經嚴重影響到了機床的位置精度,反映在工件上的位置和形狀誤差,滾珠絲杠的反向間隙誤差是各部件組裝完成之后客觀存在的,因此檢測機床反向間隙對于提高機床的精度非常重要。
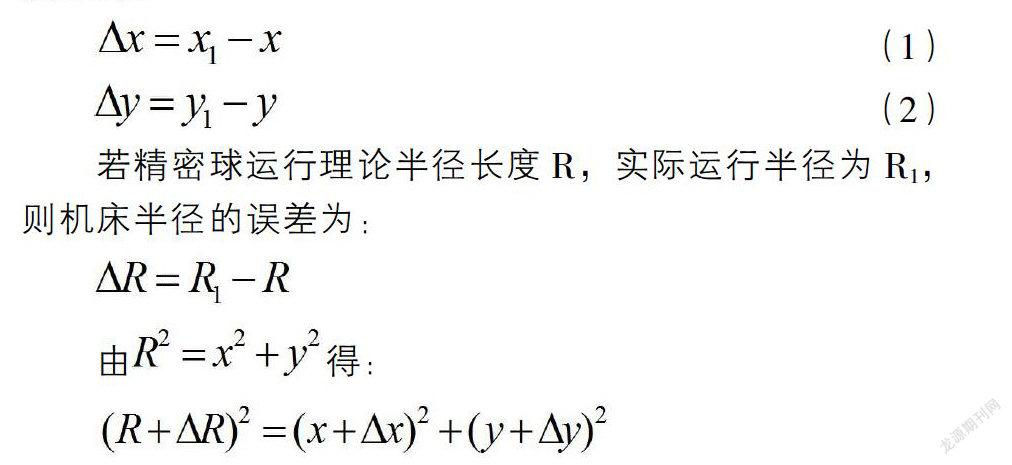
2? Rennishaw球桿儀的圓度測試原理
球桿儀是一種通過兩軸聯動方便、快速檢測機床性能的儀器。它包括中心座、球桿儀、工具杯等,利用磁性原理使中心座吸附在工作臺上,工具杯安裝到適當的刀柄上面,并固定到主軸上面,球桿儀是一種傳感器,它能精確的測量出球桿儀在運動過程中的收縮量。在測量過程中,它的一端吸附在中心座上,一段吸附在工具杯上。通過兩軸聯動,實現主軸上刀具相對于工作臺上固定的工件在XY、YZ、XZ平面內做半圓或整圓運動。球桿儀可以自定義控件測量軌跡,實現在上述三個平面內進行圓度測量。假設我們在XY平面內進行圓度測量:設吸附在工作臺上的工具杯上的磁性精密球為坐標系原點,主軸上精密球球心為目標坐標(x,y),當機床運動到目標位置時,設精密球球心的實際位置為(x1,y1),則機床在X方向和Y方向的移動誤差為:
3? 實驗設備及檢測情況
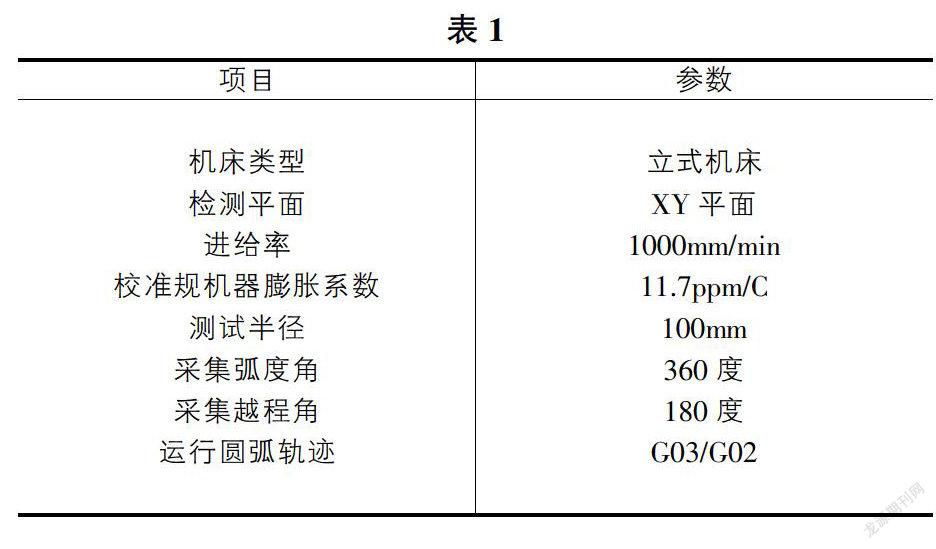
下面以凱恩帝K2000MCi立式數控銑床系統和Rennishaw Ballbar20為例介紹數控機床反向間隙檢測過程。雷尼紹無線球桿儀和上位機采用藍牙通訊,其本體是一個可以進行伸縮的高精度線性位移檢測傳感器,在其兩端均有一個磁性的精密球,用于與磁力座連接,磁力座一端連接吸附在工作臺的工具杯上,一端連接機床的主軸。首先清零凱恩帝數控系統基本參數2625-1,2625-2的數值,使機床進給軸X軸和Y軸的反向向間隙補償值為0um;在檢測XY平面上,機床驅動球桿儀繞旋轉中心做360度旋轉,為了保證球桿儀在采集數據時獲得恒定速度,通常使采集前后各有180度的越程角,這樣就要求球桿儀沿順時針方向和逆時針分別旋轉360度,根據上述要求,我們設置Renishaw軟件參數如表1所示。
我們在編制球桿儀測試程序時,通常采用人工和自動生成程序,Rennishaw軟件提供了自動生成程序的功能,在正式檢測之前,為了保證程序的準確性,我們必須空運行一周,看機床的運行軌跡是否和我們預估相符合。下述程序是為測試K2000MCi數控銑床XY進給軸所編制的測試程序。需要注意的是在機床進入待檢測位置后即機床執行程序N90 M00,先啟動數據采集按鈕,再按程序運行按鈕。
4? 反向間隙結果分析
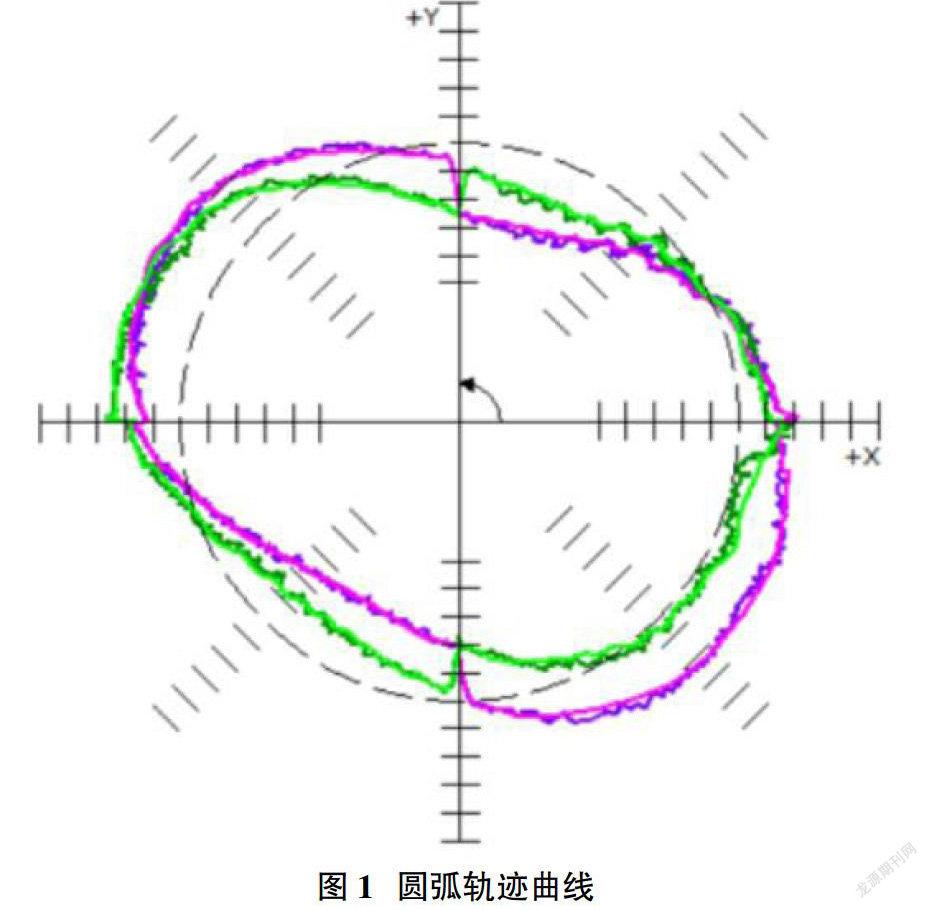
由圖1可以看到,圓弧軌跡在軸線開始處沿圓弧中心換向時存在錯位。
由圖2中的診斷值可知,Y軸的反向間隙誤差值為8.9um,Y軸的反向間隙影響因素占比為16%,X軸的反向間隙誤差值為2.1um,X軸的反向間隙影響因素占比為5%,因此,Y軸的反向間隙過大,無法滿足機床運行精度的要求。通常這是由于數控機床在驅動系統的各個環節中可能存在間隙引起,如滾珠絲杠端部浮、驅動螺母磨損,或者滾珠絲杠預緊力過大帶來的過度盈利引起絲杠扭轉的影響。因此,我們應通過更換磨損部件,或者通過設置數控機床誤差補償參數來消除反向間隙。
5? 結語
本文應用Rennishaw Ballbar20設備及其軟件可以快速有效的檢測出數控機床在進給方向的反向間隙誤差,并分析其形成的原因,提出改善措施。雷尼紹球桿儀作為快速檢測的有力工具,可以減少數控機床維修人員的工作強大,提高工作效率,降低數控機床的維修成本。
參考文獻:
[1]張丹丹,王宗偉.QC20球桿儀在數控機床精度檢測中的應用[J].內燃機與配件,2018(20):88-89.
[2]劉志松.基于球桿儀的立式加工中心圓度的測試與分析[J].組合機床與自動加工技術,2018,05:99-100.
[3]龍錦中.數控機床反向間隙測量方法[J].輕工科技,2018(34):54-56.