不同熱輸入Q450NQR1鋼焊接過熱區(qū)組織、硬度和沖擊韌性的研究
2020-09-10 07:22:44黃顯峰趙嬌玉黃君輝金鵬
電焊機(jī) 2020年4期
黃顯峰 趙嬌玉 黃君輝 金鵬
摘要:通過焊接熱模擬技術(shù)對(duì)Q450NQR1高強(qiáng)度耐候鋼在不同的焊接熱輸入下過熱區(qū)的組織、硬度和沖擊性能進(jìn)行了工藝研究。結(jié)果表明:隨著焊接熱輸入的增加,顯微組織先共析鐵素體由針狀向塊狀轉(zhuǎn)變,粒狀貝氏體含量逐漸增多,硬度整體逐漸降低,低溫沖擊功整體差別不大,沖擊斷口均為解理斷裂,邊緣為大小不一的韌窩形態(tài)。
關(guān)鍵詞:Q450NQR1高強(qiáng)度耐候鋼;焊接熱輸入;粗晶區(qū);顯微組織;沖擊性能
中圖分類號(hào):TG457.11文獻(xiàn)標(biāo)志碼:A文章編號(hào):1001-2303(2020)04-0107-04
DOI:10.7512/j.issn.1001-2303.2020.04.19
0 前言
Q450NQRI高強(qiáng)度耐候鋼是鋼鐵公司為滿足鐵路貨車高速、重載需要而研制的新型耐候鋼,具有低P、強(qiáng)度高及低溫沖擊韌性高的特點(diǎn),已廣泛應(yīng)用于鐵路貨車車體的制造中[1]。Q450NQR1高強(qiáng)度耐候鋼是我國鐵路貨車車體常用材質(zhì),一般采用MAG焊,對(duì)于厚板(板厚≥10 mm)長(zhǎng)直對(duì)接焊縫和角接焊縫,為保證焊接質(zhì)量、提高生產(chǎn)效率,通常采用埋弧自動(dòng)焊進(jìn)行焊接[2-3]。但是在實(shí)際生產(chǎn)中發(fā)現(xiàn),埋弧焊接頭的低溫沖擊性能較低,尤其隨著焊接熱輸入的增加,其接頭的低溫沖擊性能降低更為明顯[4]。因此,為確保鐵路貨車車體的焊接質(zhì)量,有必要對(duì)埋弧焊焊接熱輸入對(duì)Q450NQR1高強(qiáng)度耐候鋼接頭性能的影響進(jìn)行深入的工藝研究。熱模擬技術(shù)可以通過精確地顯示熱加工過程中材料或部件的組織和性能變化來預(yù)測(cè)材料制備或熱加工過程中的問題[5]。本文采用熱模擬技術(shù)、顯微組織分析技術(shù)、硬度試驗(yàn)和夏比沖擊試驗(yàn),對(duì)Q450NQRI高強(qiáng)度耐候鋼在不同焊接熱輸入下過熱區(qū)的組織和沖擊性能進(jìn)行了研究,為獲得合理的工藝提供理論指導(dǎo)和技術(shù)支持。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料
試驗(yàn)材料為Q450NQR1高強(qiáng)度耐候鋼。其化學(xué)成分及力學(xué)性能分別如表1、表2所示。
1.2 試驗(yàn)方法
在 Gleeble3800熱模擬試驗(yàn)機(jī)上完成熱模擬焊接試驗(yàn),模擬過熱區(qū)溫度,其峰值溫度設(shè)定為1 300 ℃,加熱速度為200 ℃/s,模擬熱輸入分別為1.35、1.75、2.23、2.68、3.06 kJ/mm,熱模擬試樣尺寸為11 mm×11 mm×100 mm。
熱模擬試驗(yàn)后,對(duì)試件進(jìn)行研磨、拋光、選用4%硝酸酒精溶液腐蝕試樣,并在金相顯微鏡下觀察其顯微組織。然后利用HV-50A型顯微維氏硬度儀測(cè)量不同焊接熱輸入下的維氏硬度。
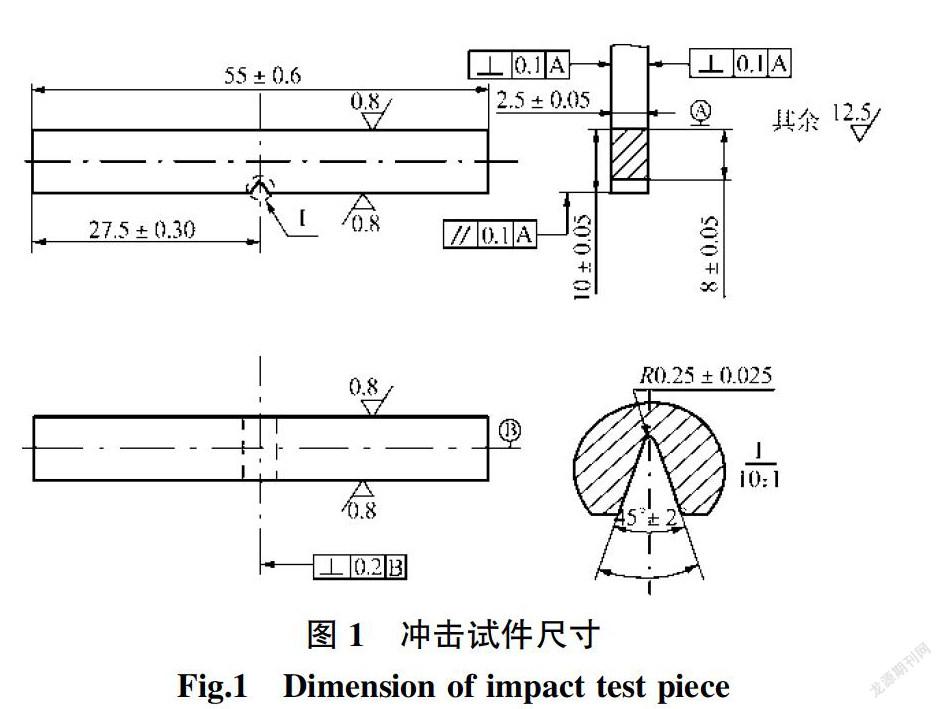
參照GB/T 2650-2008《焊接接頭沖擊試驗(yàn)方法》在JB-300B 300/150型沖擊試驗(yàn)機(jī)進(jìn)行-40 ℃沖擊試驗(yàn),沖擊試件具體尺寸如圖1所示。
2 試驗(yàn)結(jié)果及分析
2.1 金相組織
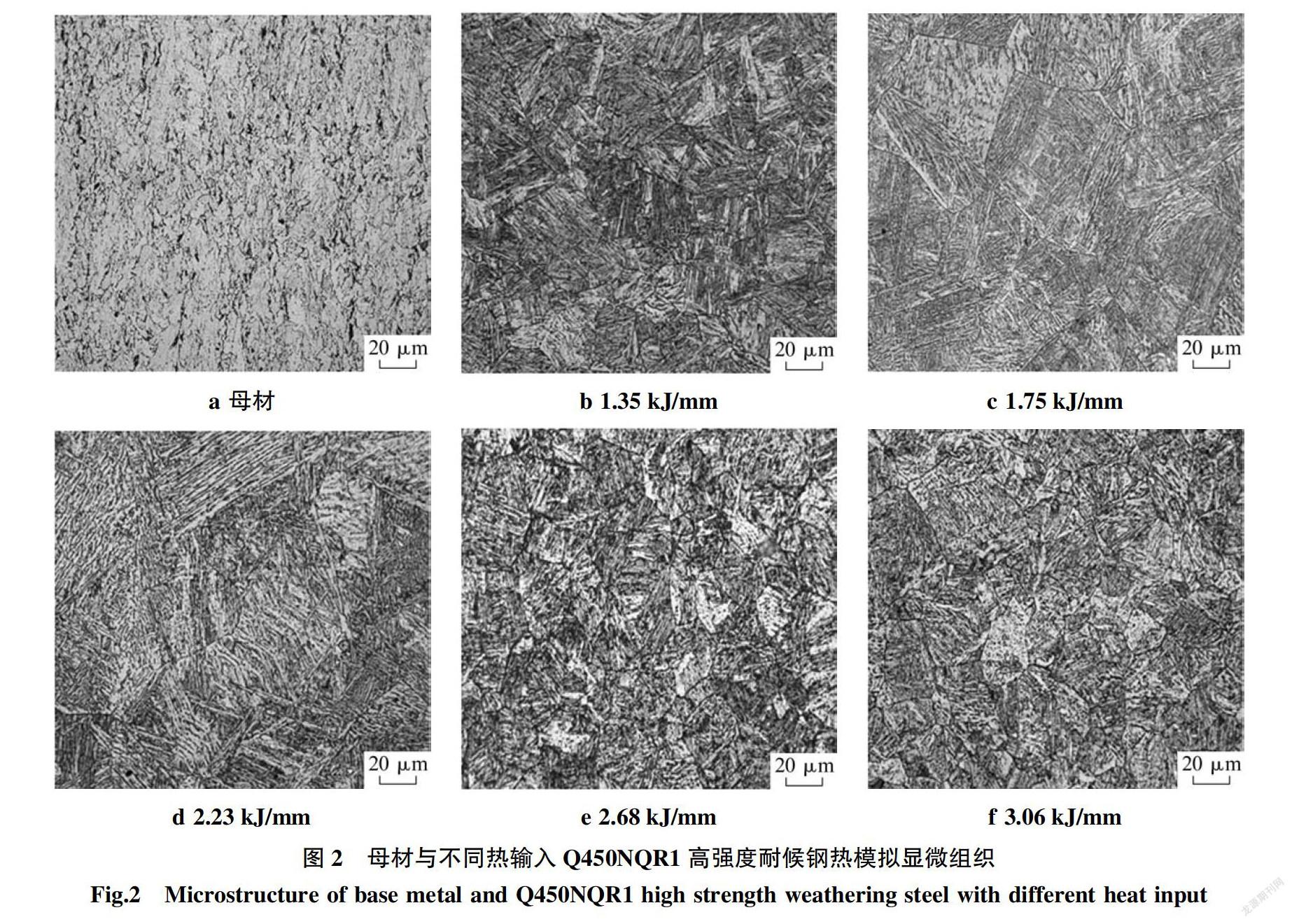
母材和不同焊接熱輸入Q450NQR1高強(qiáng)度耐候鋼熱模擬顯微組織(1 000倍)如圖2所示。母材室溫下基體組織為鐵素體及細(xì)小塊狀分布的片狀珠光體。由圖1可知,當(dāng)焊接熱輸入為1.35 kJ/mm時(shí),顯微組織為先共析鐵素體+珠光體和粒狀貝氏體;當(dāng)焊接熱輸入1.75 kJ/mm時(shí),組織為先共析鐵素體+珠光體和粒狀貝氏體,在晶內(nèi)出現(xiàn)針狀鐵素體;當(dāng)焊接熱輸入由2.23 kJ/mm增大至3.06 kJ/mm時(shí),顯微組織為塊狀先共析鐵素體+珠光體和粒狀貝氏體,且粒狀貝氏體含量增多。即隨著焊接熱輸入的增大,先共析鐵素體由針狀向塊狀轉(zhuǎn)變,粒狀貝氏體含量逐漸增多。
2.2 硬度試驗(yàn)結(jié)果及分析
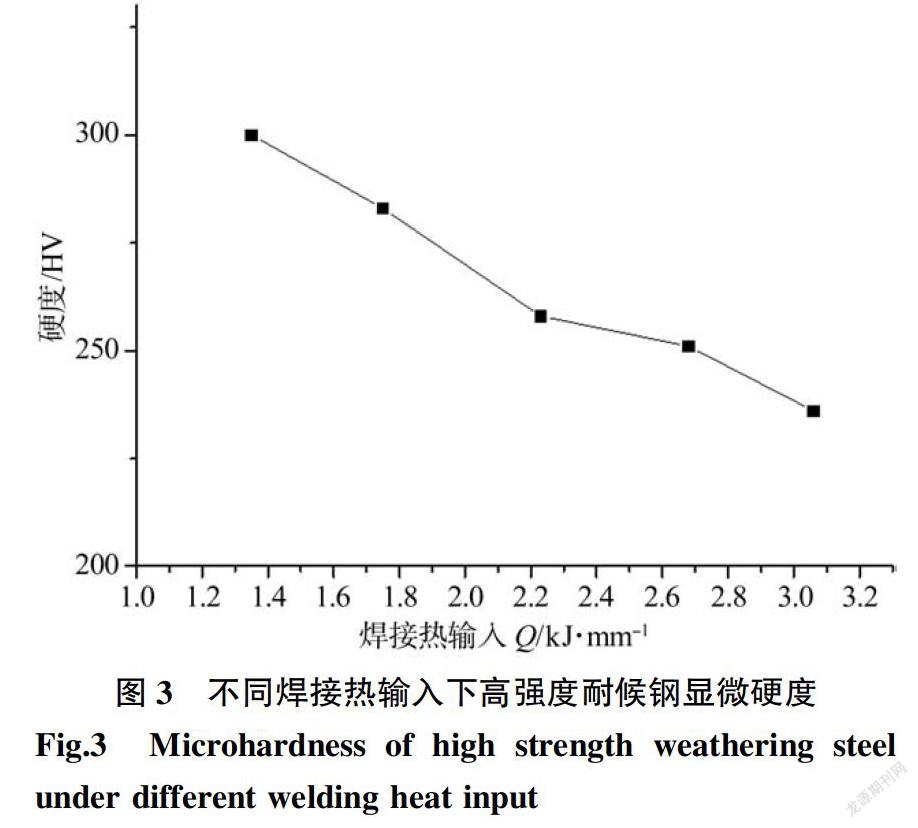
不同焊接熱輸入下Q450NQR1高強(qiáng)度耐候鋼熱模擬試件的顯微硬度如圖3所示。由圖3可知,不同焊接熱輸入下顯微硬度范圍為230~300 HV,隨著焊接熱輸入的增大,試件的顯微硬度整體逐漸降低。當(dāng)焊接熱輸入為1.35~1.75 kJ/mm時(shí),硬度變化不明顯,因?yàn)榇藭r(shí)組織變化不明顯,主要為粒狀貝氏體,且數(shù)量相差不多。當(dāng)焊接熱輸入達(dá)2.23 kJ/mm時(shí),硬度下降較為明顯,出現(xiàn)塊狀鐵素體,且粒狀貝氏體較多。焊接熱輸入為2.68~3.06 kJ/mm時(shí),組織變化不明顯,主要為粒狀貝氏體,因此硬度變化不明顯。
2.3 沖擊試驗(yàn)結(jié)果及分析
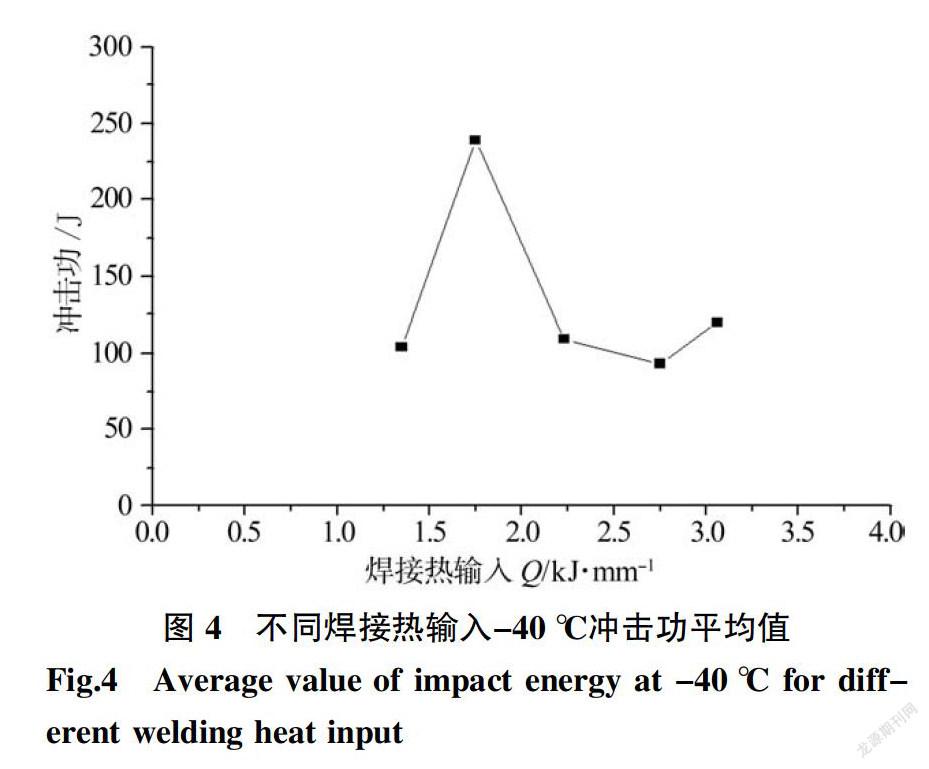
不同焊接熱輸入下Q450NQR1高強(qiáng)度耐候鋼沖擊試驗(yàn)結(jié)果(-40 ℃低溫沖擊功平均值)如圖4所示。Q450NQR1高強(qiáng)度耐候鋼熱影響粗晶區(qū)低溫沖擊功平均值整體差別不大,材料的沖擊韌性與組織密切相關(guān)。當(dāng)焊接熱輸入為1.35 kJ/mm時(shí),顯微組織為先共析鐵素體+珠光體+粒狀貝氏體,當(dāng)焊接熱輸入為1.75 kJ/mm時(shí),沖擊功顯著升高,此時(shí)顯微組織中出現(xiàn)沖擊韌性好的針狀鐵素體,因此沖擊韌性顯著升高。當(dāng)焊接熱輸入為2.23 kJ/mm時(shí),沖擊功突然降低,此時(shí)顯微組織為共析鐵素體由針狀向塊狀轉(zhuǎn)變,并伴隨粒狀貝氏體含量逐漸增多。
2.4 沖擊斷口形貌
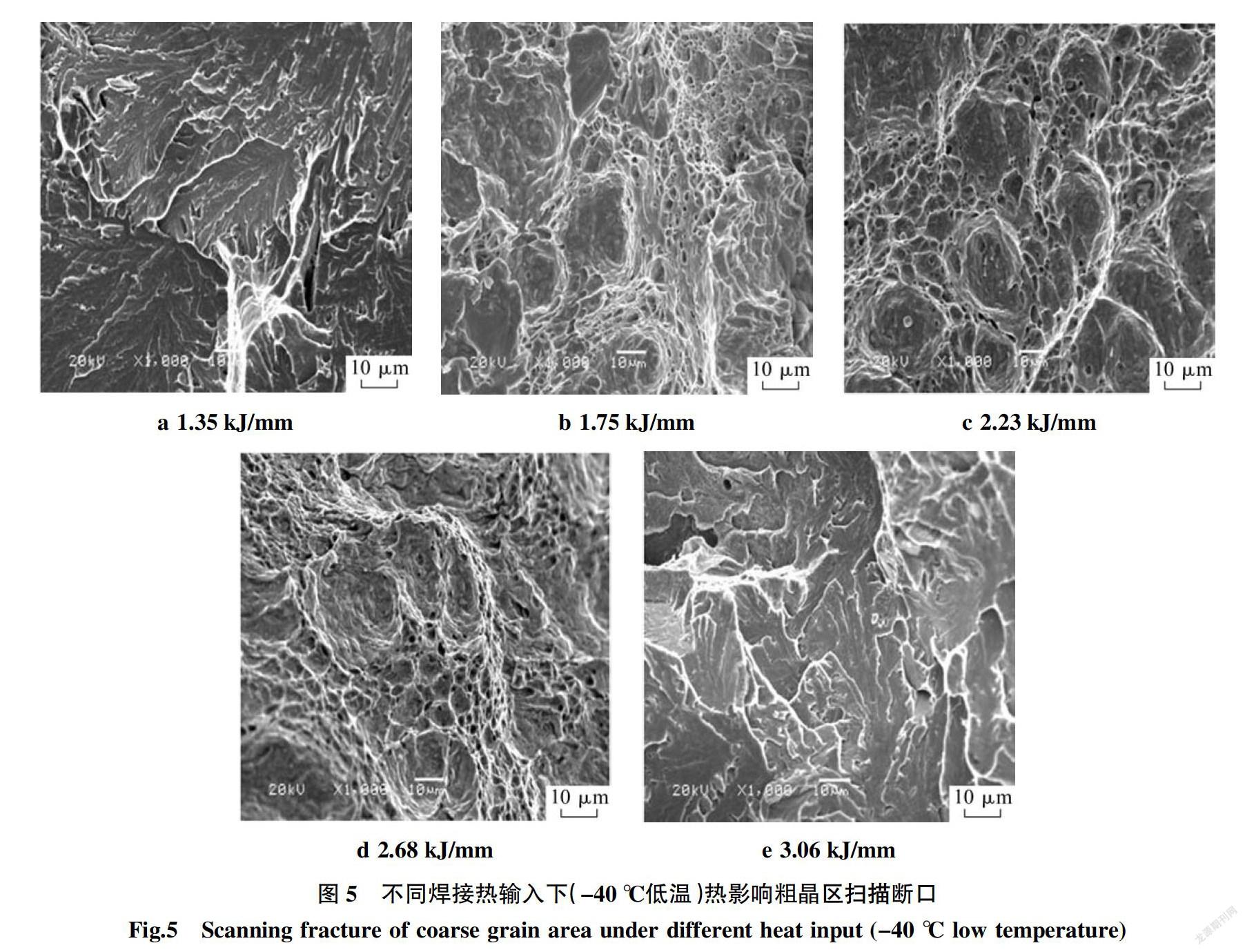
不同焊接熱輸入下Q450NQR1高強(qiáng)度耐候鋼斷口試驗(yàn)結(jié)果(-40 ℃低溫)如圖5所示。由圖5可知當(dāng)焊接熱輸入為1.35 kJ/mm時(shí),沖擊值較小時(shí),斷口中間與邊緣均無韌窩,并且有著明顯的河流狀脆斷條紋,且存在二次裂紋,沖擊試樣均為解理斷裂;沖擊值較大時(shí),斷口中間與邊緣均為較大的韌窩形態(tài)。當(dāng)焊接熱輸入為1.75 kJ/mm時(shí),斷口中間與邊緣均為淺韌窩斷裂。當(dāng)焊接熱輸入為2.23 kJ/mm時(shí),斷口形貌與焊接熱輸入為1.35 kJ/mm時(shí)相似。當(dāng)焊接熱輸入為2.68 kJ/mm時(shí),沖擊值較小時(shí)斷口中間與邊均為解理斷裂;沖擊值較大時(shí)斷口中間與邊緣均為大小不一的韌窩形態(tài)。當(dāng)焊接熱輸入為3.06 kJ/mm時(shí),沖擊值較小時(shí)斷口中間與邊緣可以看到明顯的河流花樣,均為解理斷裂;沖擊值較大時(shí)斷口為解理斷裂,邊緣為大小不一的韌窩形態(tài),小韌窩較多。
3 結(jié)論
(1)隨著焊接熱輸入量的增加,顯微組織為先共析鐵素體+珠光體和粒狀貝氏體逐漸轉(zhuǎn)變?yōu)闉閴K狀先共析鐵素體+珠光體和粒狀貝氏體,并且粒狀貝氏體含量增多。即隨著焊接熱輸入的增大,先共析鐵素體由針狀向塊狀轉(zhuǎn)變,粒狀貝氏體含量逐漸增多。
(2)隨著焊接熱輸入的增大,試件的顯微硬度整體逐漸降低。當(dāng)焊接熱輸入在1.35~1.75 kJ/mm時(shí)硬度變化不明顯。當(dāng)焊接熱輸入達(dá)到2.23 kJ/mm時(shí)硬度下降較為明顯,出現(xiàn)塊狀鐵素體,且粒狀貝氏體較多。2.68~3.06 kJ/mm組織變化不明顯,主要是粒狀貝氏體,因此硬度變化不明顯。
(3)不同焊接熱輸入下-40 ℃沖擊功平均值均大于27 J。熱影響粗晶區(qū)低溫沖擊功平均值整體差別不大,材料的沖擊韌性與組織密切相關(guān)。當(dāng)焊接熱輸入為1.75 kJ/mm時(shí),沖擊功突然升高,當(dāng)顯微組織中出現(xiàn)沖擊韌性好的針狀鐵素體,因此沖擊韌性顯著升高。
參考文獻(xiàn):
[1] 朱廣慶. Q450NQR1高強(qiáng)度耐候鋼在鐵路貨車車輛的應(yīng)用[D]. 黑龍江:哈爾濱理工大學(xué),2005.
[2] 扁明亮. 埋弧自動(dòng)焊在大厚板上的應(yīng)用[J]. 山東工業(yè)技術(shù),2018(10):53.
[3] 李鶴岐,王新,蔡秀鵬,等. 國內(nèi)外埋弧焊的發(fā)展?fàn)顩r[J].電焊機(jī),2006,36(4):1-6.
[4] 李俊琛,張亞森,楊新龍,等. 熱輸入對(duì)高鉬Q420鋼焊接接頭組織和性能的影響[J]. 材料熱處理學(xué)報(bào),2018,39(7):156-160.
[5] 莫春立,于少飛,錢百年,等. 焊接熱源計(jì)算模式的研究進(jìn)展[J]. 焊接學(xué)報(bào),2001,22(3):93-96.
