6082-T6鋁合金等離子-CMT復合熱源焊接特性研究
2020-09-10 07:22:44趙函辛志彬楊志斌
電焊機 2020年4期
趙函 辛志彬 楊志斌

摘要:以6 mm厚6082-T6鋁合金為試驗母材開展等離子-CMT復合焊接試驗,分析焊接工藝參數對焊縫成形的影響規律,以及接頭的組織特征、硬度分布及拉伸性能。獲得最優焊接工藝參數為:等離子電流130 A、送絲速度8 m/min、焊接速度50 cm/min,等離子氣流量7 L/min。焊縫中心組織主要為等軸晶,熱影響區較窄且硬度值最低,接頭平均抗拉強度達228.4 MPa,為母材抗拉強度的77.4%,斷裂位置在焊接接頭的熱影響區,呈現韌性斷裂特征。
關鍵詞:鋁合金;等離子-CMT復合焊接;組織特征;硬度分布;拉伸性能
中圖分類號:TG457.14文獻標志碼:A文章編號:1001-2303(2020)04-0103-04
DOI:10.7512/j.issn.1001-2303.2020.04.18
0 前言
鋁合金因具有比強度高、密度小、耐腐蝕性能強、適于加工等優點,而被廣泛應用于航空航天、高速列車、船舶制造等諸多領域[1]。傳統的MIG焊接方法進行鋁合金焊接時,由于其線能量較大,導致焊接變形大、接頭軟化嚴重等突出問題[2]。等離子-MIG復合焊兼具等離子弧焊和MIG焊的優勢,可有效降低焊接線能量,減小焊接變形[3-4]。
CMT(冷金屬過渡)焊作為一種新型MIG焊方法,在降低焊接熱輸入方面更具優勢。等離子-CMT復合焊在鋁合金的焊接上體現出焊接變形小、焊接效率高、焊縫成形好、焊接適應性強、焊接飛濺少的技術特點[5]。但是,現階段鮮有關于鋁合金等離子-CMT復合焊研究的文獻報道。
本文以6 mm厚6082-T6鋁合金為試驗母材,開展了等離子-CMT復合焊工藝試驗研究,并分析焊接工藝參數對焊縫成形的影響,以及接頭的組織特征、硬度分布和拉伸性能。
1 試驗材料及方法
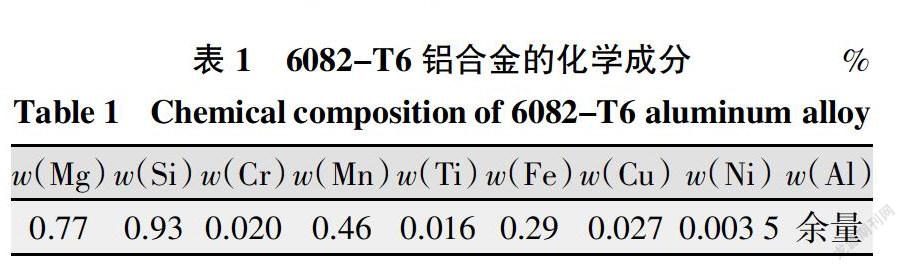
試驗母材為6082-T6鋁合金,尺寸為200 mm×150 mm×6 mm,接頭形式為對接。采用直徑1.2 mm的ER5356鋁鎂焊絲為填充材料,用純度為99.999%的氬氣作為焊接保護氣與等離子工作氣體。6082-T6鋁合金的化學成分如表1所示。
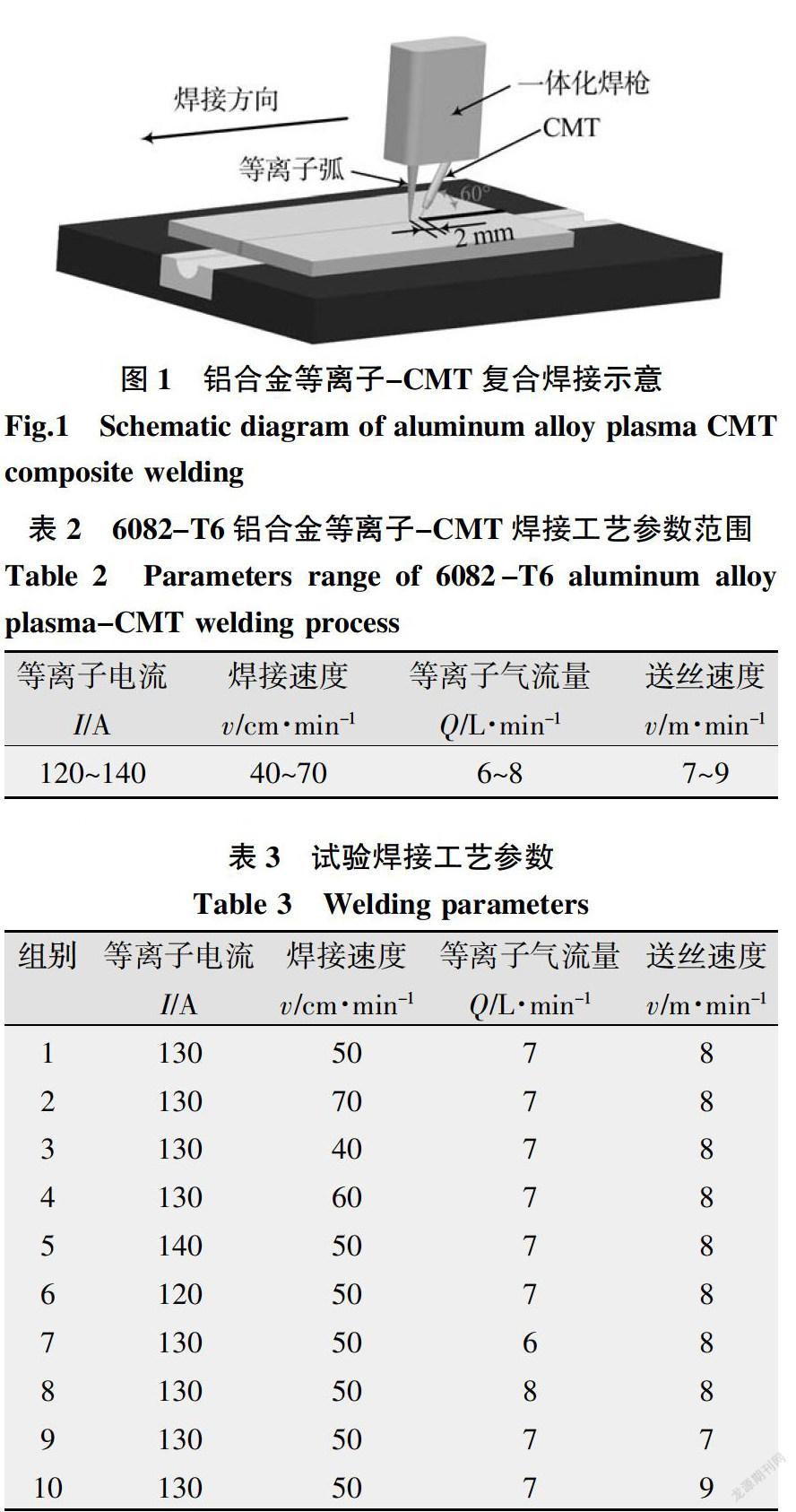
試驗采用旁軸式等離子-MIG復合焊接系統(CMT模式)。焊接過程中使用等離子控制柜對等離子弧進行參數設定與控制。保護氣體流量為20 L/min。采用一體式復合焊槍,焊接時等離子在前、CMT在后,等離子弧與試件表面垂直,焊絲與試件夾角約60°,試件裝配間隙1 mm,焊接過程示意如圖1所示。焊接工藝參數范圍如表2所示。
2 試驗結果及分析
2.1 焊接工藝參數的選擇
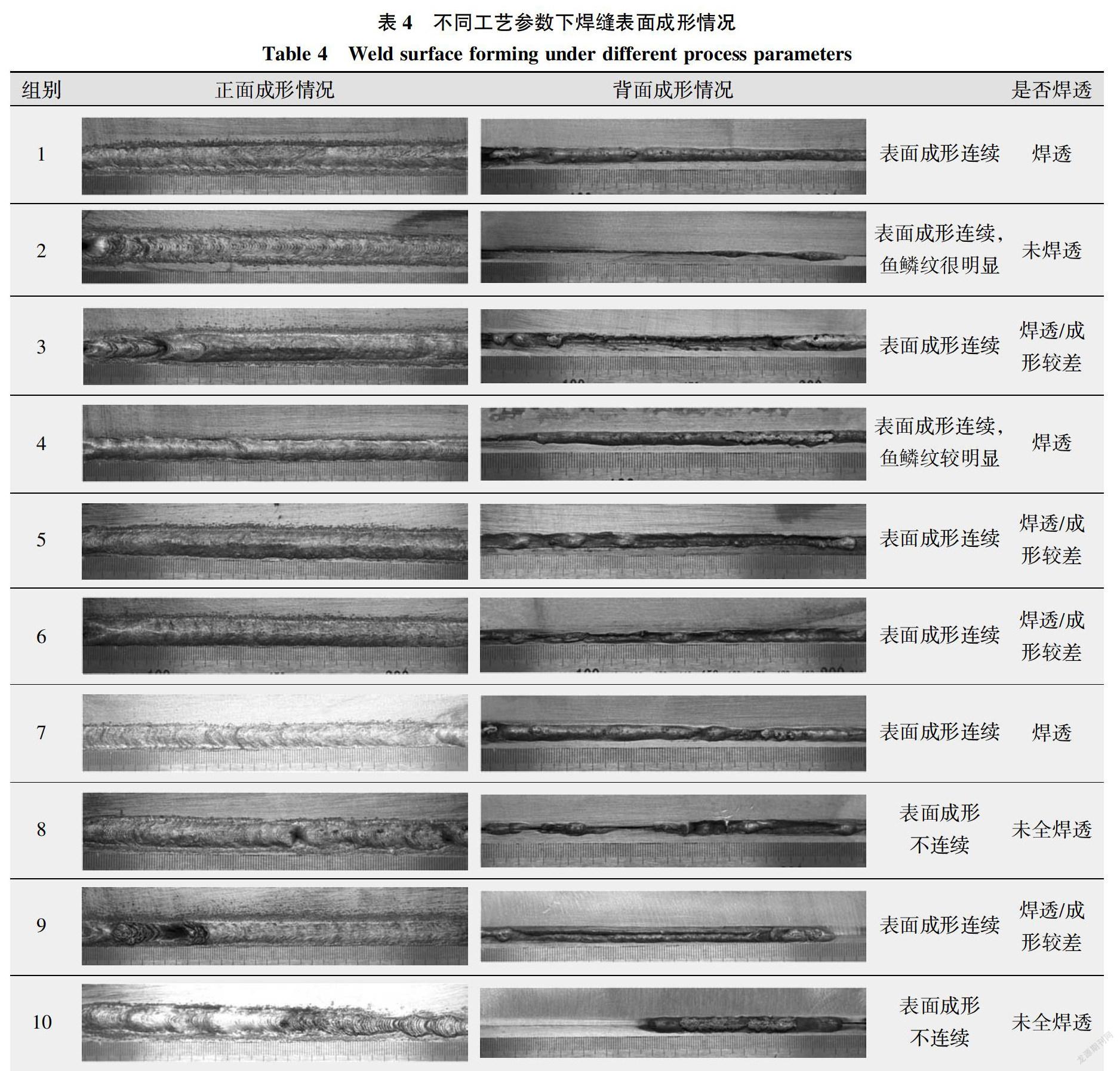
基于前期等離子-MIG焊接6082-T6鋁合金試驗的焊接工藝參數及查閱相關文獻可確定6082-T6鋁合金等離子-CMT焊接工藝參數如表3所示。按焊縫的熔透程度分為熔透與未熔透。此外,還要觀察焊縫的正面成形情況,如是否焊接連續、是否有明顯魚鱗紋等[6]。綜合以上標準對不同參數下焊縫的表面成形情況進行評定,結果如表4所示。
結合表4可知,當保持其他參數不變,焊接速度過快時,熱輸入量減小,焊縫出現未熔透現象,且因單位長度焊縫內達到的熔滴數量減少而出現明顯的魚鱗紋。當其他參數不變,送絲速度過慢時,熔化的液態焊絲未及時送達熔池,熔敷能力降低,焊縫出現咬邊、燒穿等缺陷;當等離子電流130 A、送絲速度8 m/min、焊接速度50 cm/min、等離子氣流量7 L/min,試件被完全熔透,焊縫正面成形連續。
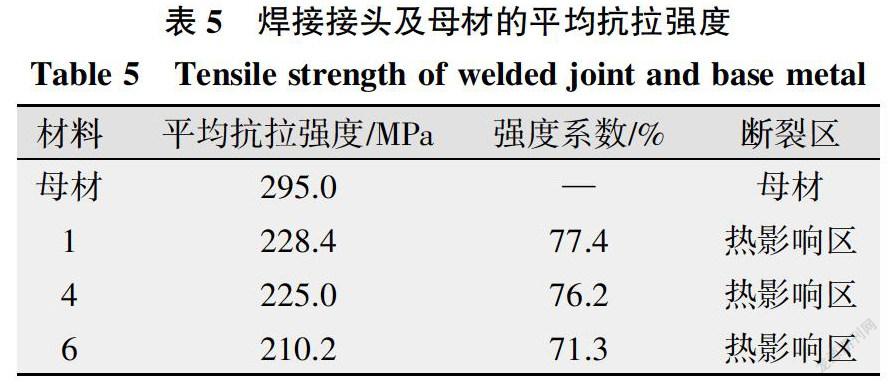
為了進一步確定最佳焊接工藝參數,選取焊縫成形較好的焊接接頭進行拉伸試驗,結果如表5所示,當等離子電流130 A、送絲速度8 m/min、焊接速度50 cm/min、等離子氣流量7 L/min時,平均抗拉強度約為228.4 MPa,達到母材抗拉強度的77.4%。通過試驗還可以發現,拉伸試件的斷裂位置均在焊接接頭的熱影響區。由此可見,熱影響區位置的力學性能相對較差。
2.2 焊縫組織分布特征
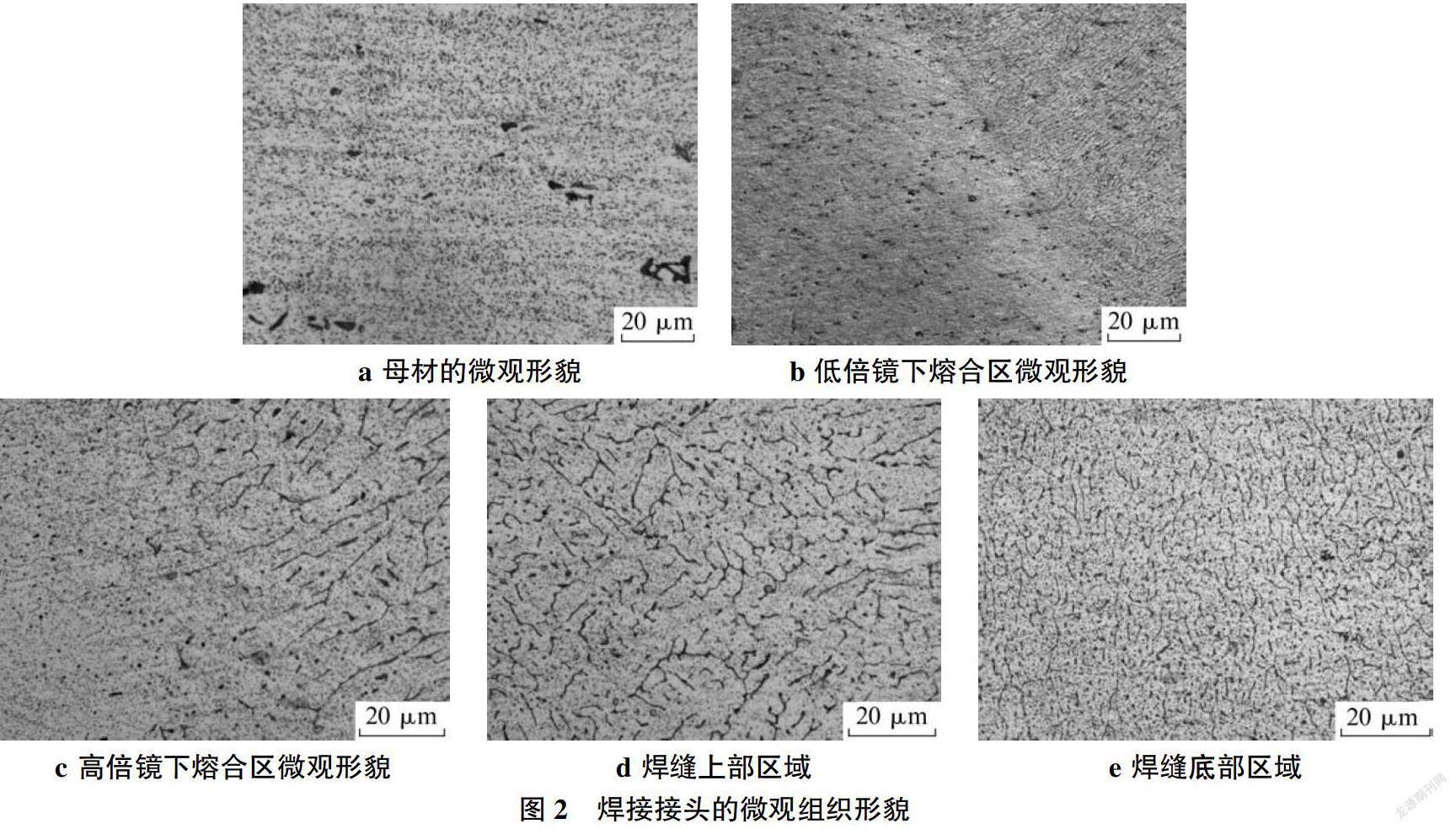
圖2a為母材的微觀形貌,其微觀結構為原始軋制狀態組織,組織分布較為均勻。圖2b為在低倍顯微鏡下熔合區的微觀形貌,可看到位于焊縫與熱影響區之間的熔合區;位于熔合線左側的熱影響區較窄,并且未出現特別明顯的晶粒粗化現象。圖2c為高倍顯微鏡下熔合區的微觀形貌,可觀察到熔合區靠近焊縫區一側的組織多為等軸晶組織,晶粒大小不均勻,沿焊縫散熱方向還存在少量柱狀晶。熱影響區的晶粒受熔合區的熱傳導作用被快速加熱到再結晶溫度,導致熱影響區的晶粒長大,組織分布不均勻,力學性能較差。
圖2d與圖2e分別為焊縫中心上部與底部區域的微觀形貌,焊縫中心區域出現大量等軸晶,且焊縫中心晶粒的取向與熔合線附近的晶粒取向存在很大差別,基本毫無規律可言。焊縫中部的晶粒較上部晶粒粗大,而底部晶粒較為細小,這是由于在進行焊接試驗時,試件底部與夾具銅板接觸而熱傳導較快,冷卻速度較快,高溫停留時間短于焊縫中上部區域,因此,焊縫底部的晶粒尺寸明顯小于焊縫上部寸。
2.3 焊縫硬度分布及拉伸試驗結果
6082-T6鋁合金等離子-CMT復合焊接接頭的顯微硬度分布如圖3所示。可以看出,6082-T6鋁合金的顯微硬度均以焊縫為中心向兩側近似對稱分布,其中母材硬度最高,為93.3 HV,焊縫中心硬度低于母材,為74.5 HV。熔合區硬度最低,為68.4 HV,且越靠近熔合線,顯微硬度越低,硬度分布變化整體呈現“W”型。
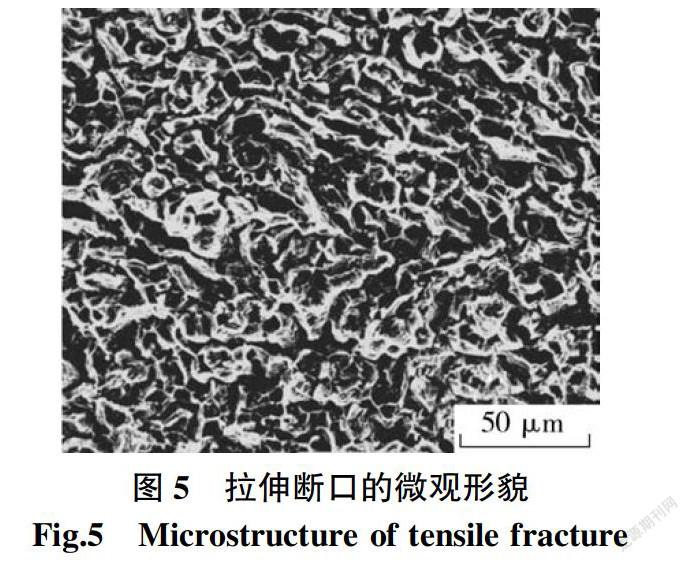
拉伸試樣斷裂位置如圖4所示,拉伸斷口呈45°角,表面為灰暗色。掃描電鏡下拉伸斷口的微觀形貌如圖5所示,焊縫區域存在著大量被拉伸的韌窩,綜合其斷口宏觀形貌可以判斷拉伸試樣為韌性斷裂。
3 結論
本文對等離子-CMT焊接開展研究,對6 mm厚6082-T6鋁合金板進行焊接試驗,接頭形式采用對接接頭,開展焊接工藝試驗,分析了接頭的宏觀形貌觀察、微觀組織特征、顯微硬度分布及拉伸性能,得出以下結論:
(1)6 mm厚6082鋁合金等離子-CMT復合焊接接頭的最佳焊接參數為等離子電流130 A、送絲速度8 m/min、焊接速度50 cm/min,等離子氣流量7 L/min。
(2)6082鋁合金等離子-CMT復合焊接接頭的焊縫中心組織為等軸晶;熱影響區較窄,晶粒粗化的現象不明顯。熔合區分布著少量柱狀晶,組織不均勻。
(3)6082-T6鋁合金母材的顯微硬度最高,約為93.3 HV;焊縫中心的顯微硬度次之,約為74.5 HV;熔合區的顯微硬度最低,約為68.4 HV。
(4)在最佳工藝參數下,焊接接頭的抗拉強度可達228.4 MPa,約占母材抗拉強度的77.4%。拉伸試樣斷口位于焊縫熱影響區,為韌性斷裂特征。
參考文獻:
[1] 劉靜安. 鋁合金材料的應用與技術開發[M]. 北京:冶金工業出版社,2004.
[2] 魏波,潘厚宏. 鋁合金等離子-MIG復合焊接工藝研究[D].四川:西南交通大學,2014.
[3] 田云,李德元,董曉強. 等離子-MIG焊接鋁合金的規范優化及組織分析[J]. 沈陽工業大學學報,2004,26(5):502-504.
[4] 石磊. 5A06鋁合金Plasma-MIG焊工藝研究[D]. 黑龍江:哈爾濱工業大學,2006.
[5] Kim C H,Ahn Y N,Lee K B. Droplet transfer during conventional gas metal arc and plasma-gas metal arc hybridwelding with Al 5183 filler metal[J]. Current Applied Physics,2012(12S):178-183.
[6] 孫磊,董曉強,高賀. 鋁合金同軸式等離子-MIG焊接工藝[J]. 電焊機,2007,37(9):20-22.
