基于大數(shù)據(jù)驅(qū)動的焊接接頭力學(xué)性能預(yù)測
2020-09-10 07:22:44張昭白小溪李健宇
電焊機 2020年4期
張昭 白小溪 李健宇

摘要:通過BP人工神經(jīng)網(wǎng)絡(luò)從試驗和數(shù)值計算樣本數(shù)據(jù)中提取特征參量,建立合理的輸入數(shù)據(jù)和輸出數(shù)據(jù)的映射關(guān)系,從而達(dá)到基于輸入?yún)⒘款A(yù)測輸出參量的目的。針對攪拌摩擦焊接接頭硬度,以攪拌頭旋轉(zhuǎn)速度、焊接速度、距離焊接中心距離為輸入?yún)⒘浚越宇^硬度為輸出參量,構(gòu)建了3×10×1的三層拓?fù)浣Y(jié)構(gòu)的6061-T6鋁合金攪拌摩擦焊接頭硬度BP人工神經(jīng)網(wǎng)絡(luò)模型,選擇在13種不同攪拌頭旋轉(zhuǎn)速度和移動速度工況下進(jìn)行測試和訓(xùn)練,通過對比試驗數(shù)據(jù)驗證模型的有效性。測試結(jié)果表明BP,人工神經(jīng)網(wǎng)絡(luò)能夠很好地預(yù)測接頭硬度,為焊接接頭力學(xué)性能預(yù)測提供了新方法。
關(guān)鍵詞:攪拌摩擦焊;硬度;BP人工神經(jīng)網(wǎng)絡(luò);特征參量
中圖分類號:TG404文獻(xiàn)標(biāo)志碼:A文章編號:1001-2303(2020)04-0075-04
DOI:10.7512/j.issn.1001-2303.2020.04.12
0 前言
與傳統(tǒng)熔化焊相比,攪拌摩擦焊(FSW)無需添補材料、保護氣體,因而避免了與熔化有關(guān)的裂紋、氣孔、雜質(zhì)等焊接缺陷。此外,其工作條件簡單,焊接前無需進(jìn)行復(fù)雜的準(zhǔn)備工作;焊接時消耗能量低,噪音小,且無輻射和飛濺。憑借其生產(chǎn)率高、質(zhì)量好、成本低等優(yōu)點,在制造業(yè)中已有超過40年的應(yīng)用背景。同時,攪拌摩擦焊的出現(xiàn)使得制造業(yè)廣泛關(guān)注的鋁合金難以焊接的問題得到完美解決[1-2]。
攪拌摩擦焊接頭的力學(xué)性能分析,特別是接頭硬度,一直以來都是研究的重要方向。傳統(tǒng)方法是將焊后板材進(jìn)行拋光、清洗、腐蝕后,采用顯微硬度儀測量FSW接頭不同厚度處硬度分布。但由于實驗過程復(fù)雜、成本高,導(dǎo)致人力、物力、財力消耗嚴(yán)重,同時拖慢了研究進(jìn)程。人工神經(jīng)網(wǎng)絡(luò)(Artificial Neural
Networks,簡稱ANNs)是一種處理變量間非線性映射關(guān)系的數(shù)據(jù)處理系統(tǒng),可以充分逼近任意復(fù)雜的非線性關(guān)系,同時具有極強的自學(xué)習(xí)能力,在數(shù)據(jù)預(yù)測、工藝優(yōu)化等方面具有獨特的優(yōu)勢,被廣泛應(yīng)用于人工智能、機器人、統(tǒng)計學(xué)等多個領(lǐng)域[3-7]。本文基于BP人工神經(jīng)網(wǎng)絡(luò)技術(shù),構(gòu)建了3×10×1三層拓?fù)浣Y(jié)構(gòu)的模型,通過查閱文獻(xiàn),選取了78組不同工況下不同位置的攪拌摩擦焊接頭硬度作為樣本數(shù)據(jù)對人工神經(jīng)網(wǎng)絡(luò)模型進(jìn)行了訓(xùn)練和測試[8]。將數(shù)值計算結(jié)果與試驗結(jié)果進(jìn)行比較,驗證基于大數(shù)據(jù)的人工神經(jīng)元網(wǎng)絡(luò)在焊縫力學(xué)性能預(yù)測方面的可行性。
1 試驗步驟
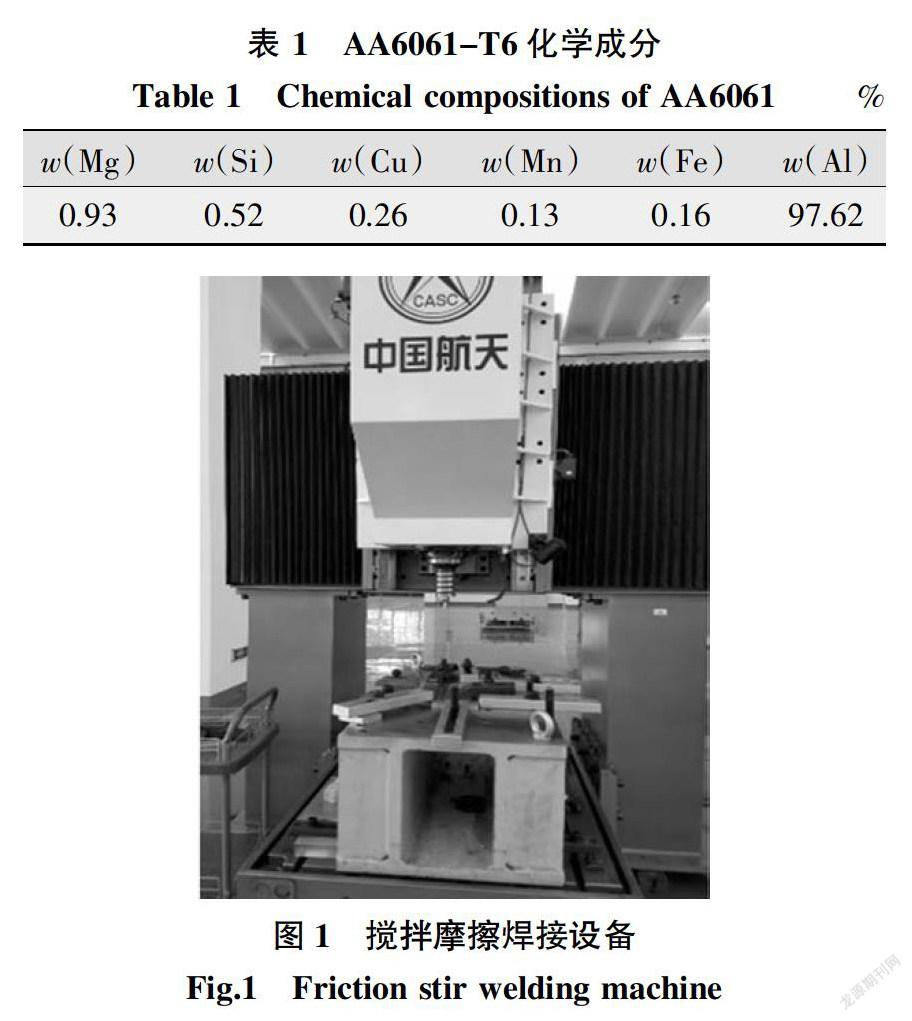
采用熱處理狀態(tài)為T6的鋁合金AA6061作為焊接母材,成分如表1所示,并用圖1所示的攪拌摩擦焊接設(shè)備進(jìn)行焊接試驗,以驗證數(shù)據(jù)驅(qū)動模型的有效性。選用兩塊尺寸為200 mm×110 mm×4 mm的6061-T6鋁合金薄板進(jìn)行焊接試驗。攪拌頭的軸肩直徑12 mm,攪拌針直徑3~5 mm,攪拌針長3 mm。攪拌頭旋轉(zhuǎn)速度800 r/min、焊接速度150 mm/min。構(gòu)件采用Keller腐蝕后,使用維氏硬度測試儀測定截面硬度。
2 BP人工神經(jīng)網(wǎng)絡(luò)模型的建立
2.1 BP人工神經(jīng)網(wǎng)絡(luò)概述
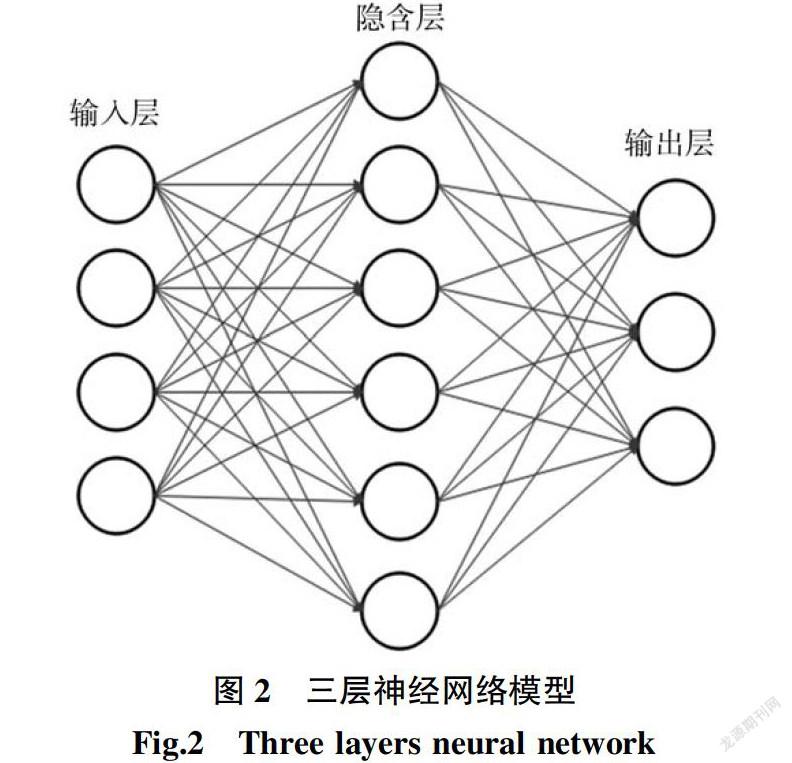
人工神經(jīng)網(wǎng)絡(luò)是一種旨在模擬人腦思維方式的數(shù)據(jù)處理模型,由輸入層、隱含層和輸出層的神經(jīng)元,以及各神經(jīng)元間的連接權(quán)值所構(gòu)成。由輸入層、隱含層、輸出層三部分組成的經(jīng)典三層BP神經(jīng)網(wǎng)絡(luò)如圖2所示。
人工神經(jīng)網(wǎng)絡(luò)的輸入層負(fù)責(zé)接收外部參數(shù),輸入層上的神經(jīng)元將接收到的信息與輸入層到隱含層間的權(quán)值進(jìn)行累加求和,并將計算后的信息傳遞給隱含層,同理隱含層神經(jīng)元上的信息進(jìn)一步傳遞到輸出層,最終通過輸出層得到計算結(jié)果。BP人工神經(jīng)網(wǎng)絡(luò)即反向傳播人工神經(jīng)網(wǎng)絡(luò),是通過信息逐層傳遞并將誤差逐層反向傳播,通過修正各層間的連接權(quán)值來完成訓(xùn)練的,因此只有相鄰兩層神經(jīng)元互相影響。
2.2 BP人工神經(jīng)網(wǎng)絡(luò)模型的確定
對于BP人工神經(jīng)網(wǎng)絡(luò)模型,最重要的工作之一是尋求最優(yōu)的網(wǎng)絡(luò)結(jié)構(gòu),即尋求合適的激活函數(shù)以及確定隱含層層數(shù)和隱含層神經(jīng)元個數(shù)。對于只有一個隱含層的三層BP人工神經(jīng)元網(wǎng)絡(luò),可以根據(jù)式(1),并利用窮舉法最終確定隱含層神經(jīng)元個數(shù)[9]
p=+a(1)
其中 p為隱含層神經(jīng)元個數(shù);n為輸入層神經(jīng)元個數(shù);m為輸出層神經(jīng)元個數(shù);a為0~10之間的常數(shù)。
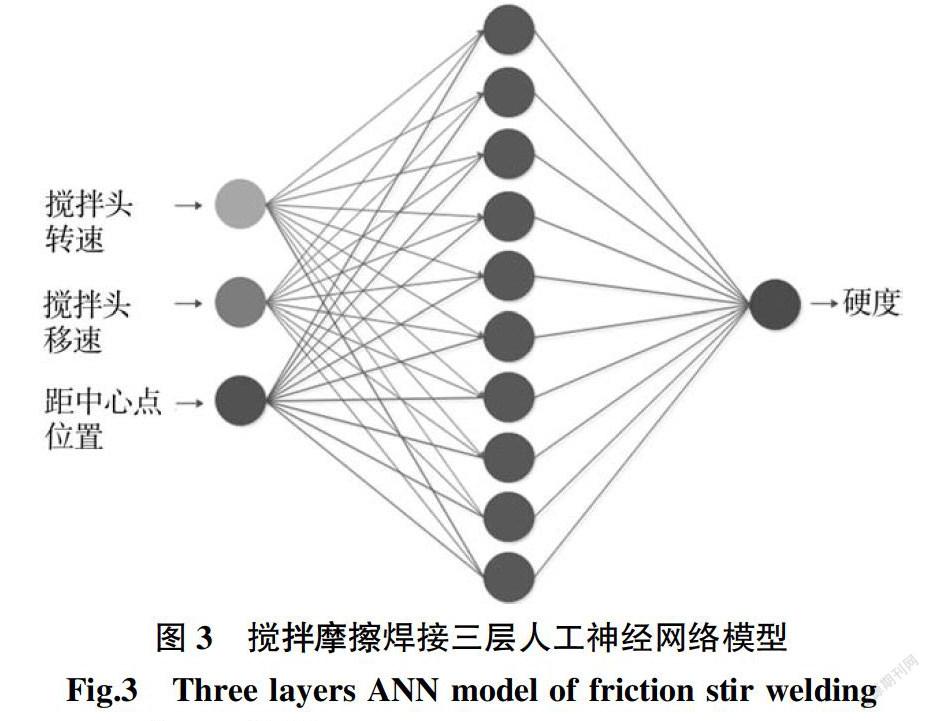
由式(1)可知,隱含層神經(jīng)元個數(shù)在區(qū)間[3,12],從試驗測得的硬度值中抽取10組數(shù)據(jù)作為測試樣本進(jìn)行訓(xùn)練,經(jīng)過測試后確定當(dāng)隱含層神經(jīng)元個數(shù)為10時,網(wǎng)絡(luò)收斂速度最快且準(zhǔn)確率最高。以攪拌頭旋轉(zhuǎn)速度、移動速度以及距中心點位置作為輸入?yún)?shù),攪拌頭硬度作為輸出參數(shù),最終確定了輸入層含3個神經(jīng)元,隱含層含10個神經(jīng)元,輸出層為1個神經(jīng)元的3×10×1的BP人工神經(jīng)網(wǎng)絡(luò)模型,如圖3所示。
2.3 歸一化處理
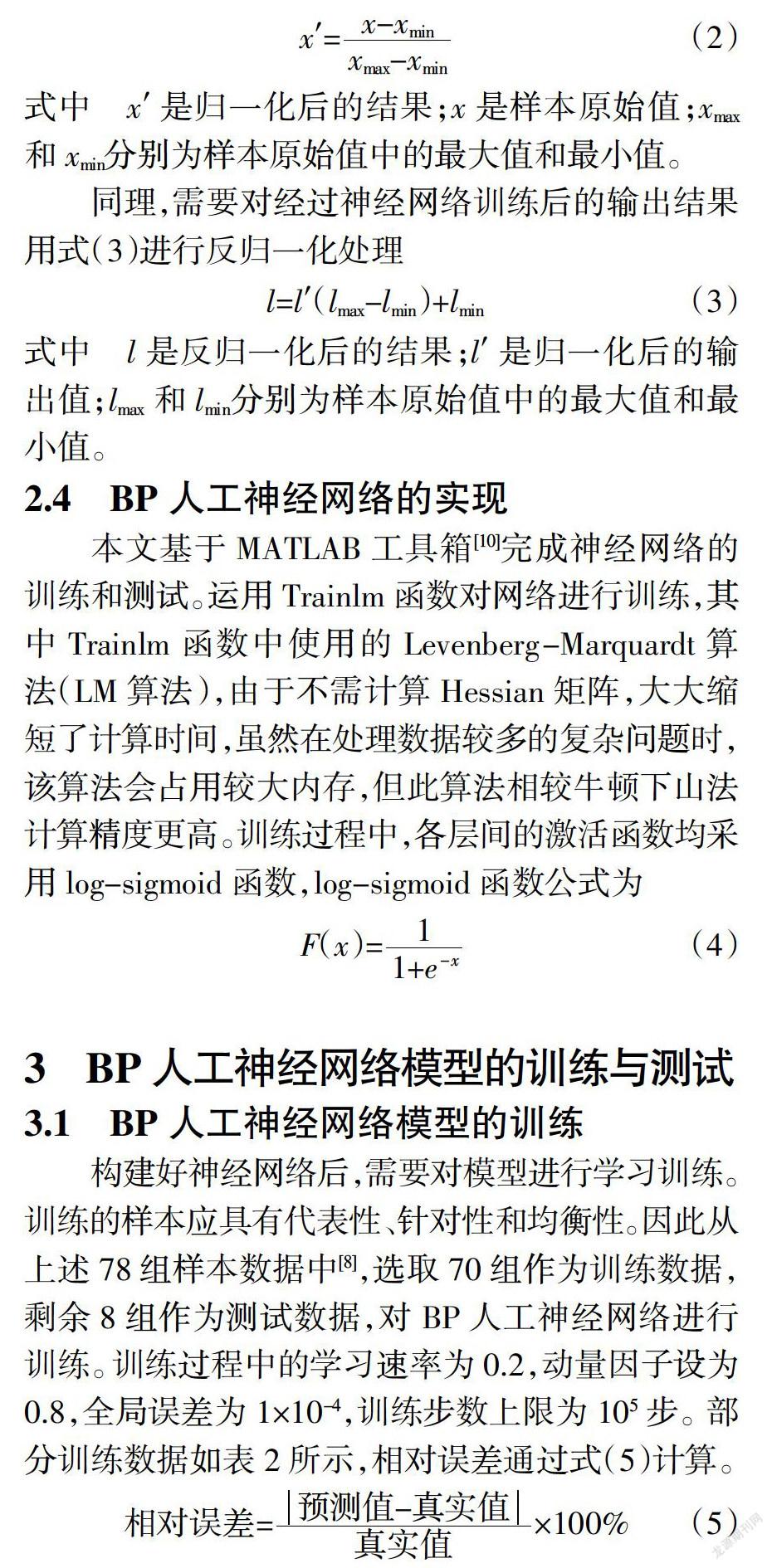
為了避免因輸入數(shù)據(jù)量綱不同而造成的數(shù)據(jù)奇異性,以及保證輸入數(shù)據(jù)中的較小值不被吞食,同時為了提高訓(xùn)練的收斂速率,需要對神經(jīng)網(wǎng)絡(luò)的輸入數(shù)據(jù)進(jìn)行歸一化處理,本文通過式(2)將輸入數(shù)據(jù)映射到[0,1]之間
2.4 BP人工神經(jīng)網(wǎng)絡(luò)的實現(xiàn)
本文基于MATLAB工具箱[10]完成神經(jīng)網(wǎng)絡(luò)的訓(xùn)練和測試。運用Trainlm函數(shù)對網(wǎng)絡(luò)進(jìn)行訓(xùn)練,其中Trainlm函數(shù)中使用的Levenberg-Marquardt算法(LM算法),由于不需計算Hessian矩陣,大大縮短了計算時間,雖然在處理數(shù)據(jù)較多的復(fù)雜問題時,該算法會占用較大內(nèi)存,但此算法相較牛頓下山法計算精度更高。訓(xùn)練過程中,各層間的激活函數(shù)均采用log-sigmoid函數(shù),log-sigmoid函數(shù)公式為
3 BP人工神經(jīng)網(wǎng)絡(luò)模型的訓(xùn)練與測試
3.1 BP人工神經(jīng)網(wǎng)絡(luò)模型的訓(xùn)練
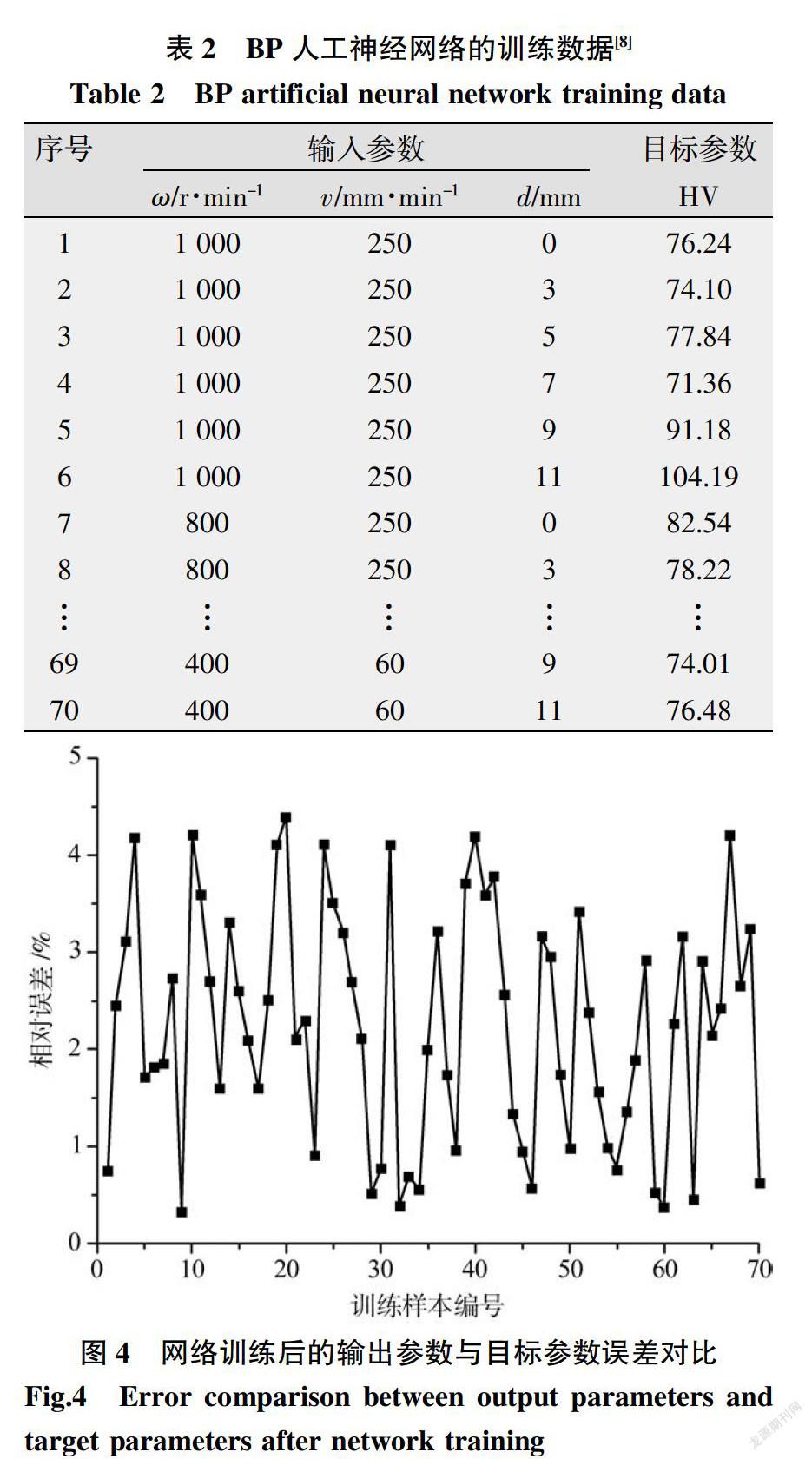
構(gòu)建好神經(jīng)網(wǎng)絡(luò)后,需要對模型進(jìn)行學(xué)習(xí)訓(xùn)練。訓(xùn)練的樣本應(yīng)具有代表性、針對性和均衡性。因此從上述78組樣本數(shù)據(jù)中[8],選取70組作為訓(xùn)練數(shù)據(jù),剩余8組作為測試數(shù)據(jù),對BP人工神經(jīng)網(wǎng)絡(luò)進(jìn)行訓(xùn)練。訓(xùn)練過程中的學(xué)習(xí)速率為0.2,動量因子設(shè)為0.8,全局誤差為1×10-4,訓(xùn)練步數(shù)上限為105步。部分訓(xùn)練數(shù)據(jù)如表2所示,相對誤差通過式(5)計算。
相對誤差=×100%(5)
經(jīng)過訓(xùn)練后的神經(jīng)網(wǎng)絡(luò)模型輸出參數(shù)與目標(biāo)硬度參數(shù)間的最小誤差為0.3%,最大誤差為4.6%,整體誤差小于5%。由此證明了上述3×10×1三層拓?fù)浣Y(jié)構(gòu)的6061-T6鋁合金攪拌摩擦焊接頭硬度BP神經(jīng)網(wǎng)絡(luò)模型,能真實地反映出攪拌頭旋轉(zhuǎn)速度、移動速度、距焊縫中心距離與接頭硬度間的關(guān)系,如圖4所示。
3.2 BP人工神經(jīng)網(wǎng)絡(luò)的測試
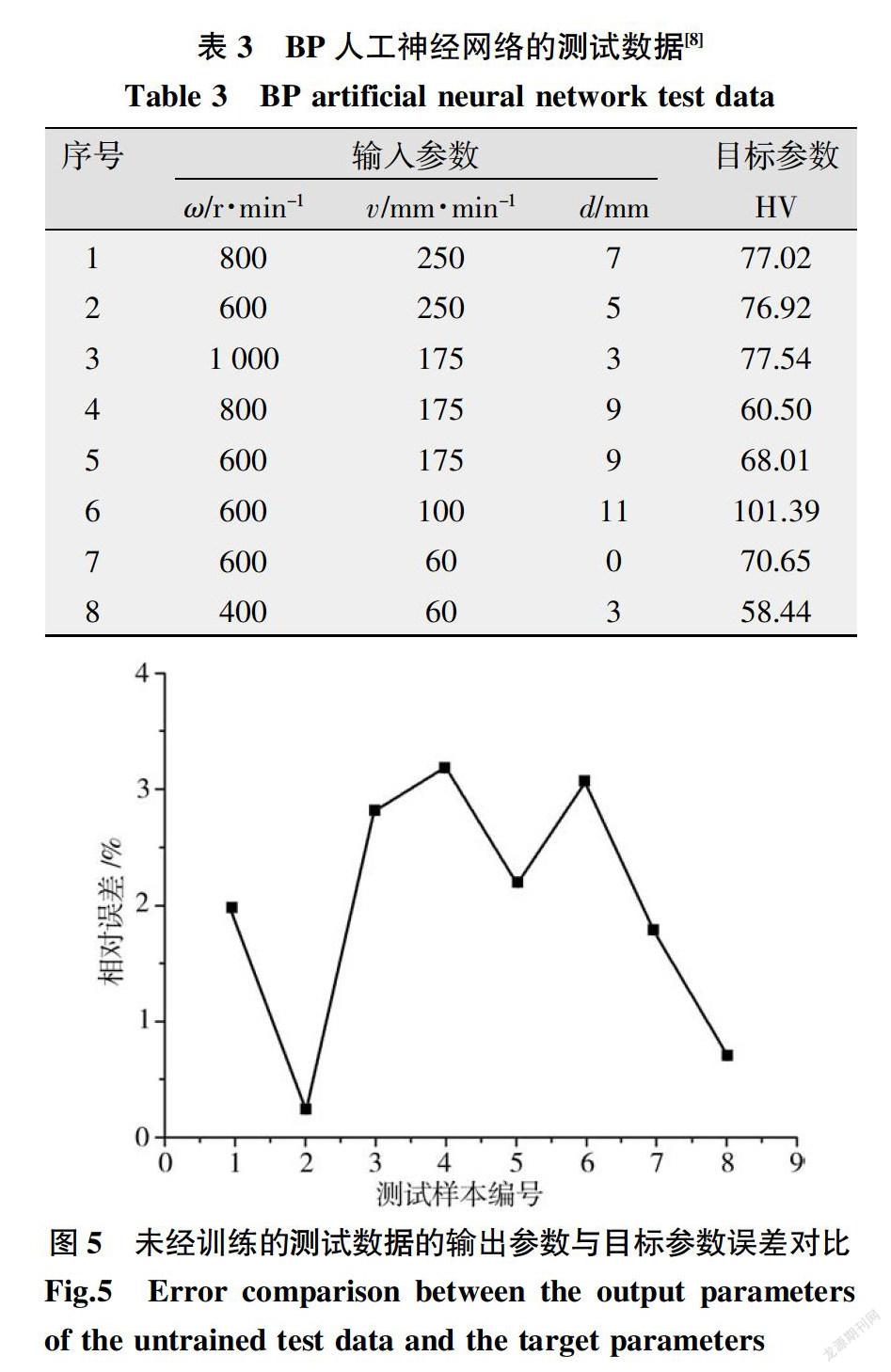
上述經(jīng)過訓(xùn)練的神經(jīng)網(wǎng)絡(luò)模型對于提供的訓(xùn)練樣本已經(jīng)具有較好的預(yù)測能力,但是否適用于未經(jīng)訓(xùn)練的樣本是判斷網(wǎng)絡(luò)是否具有普適性的關(guān)鍵。因此,選取未參加模型訓(xùn)練的8組試驗數(shù)據(jù)作為模型的測試參數(shù)對神經(jīng)網(wǎng)絡(luò)進(jìn)行測試。神經(jīng)網(wǎng)絡(luò)模型的測試數(shù)據(jù)如表3所示,相對誤差如圖5所示。
由圖5可知,相對誤差最小為0.45%,最大為4.2%,整體誤差小于5%。由此可以判定BP人工神經(jīng)網(wǎng)絡(luò)可以合理地預(yù)測攪拌頭旋轉(zhuǎn)速度和移動速度變化的不同工況下,距焊縫中心不同位置處的攪拌頭硬度。
3.3 BP人工神經(jīng)網(wǎng)絡(luò)的可行性驗證
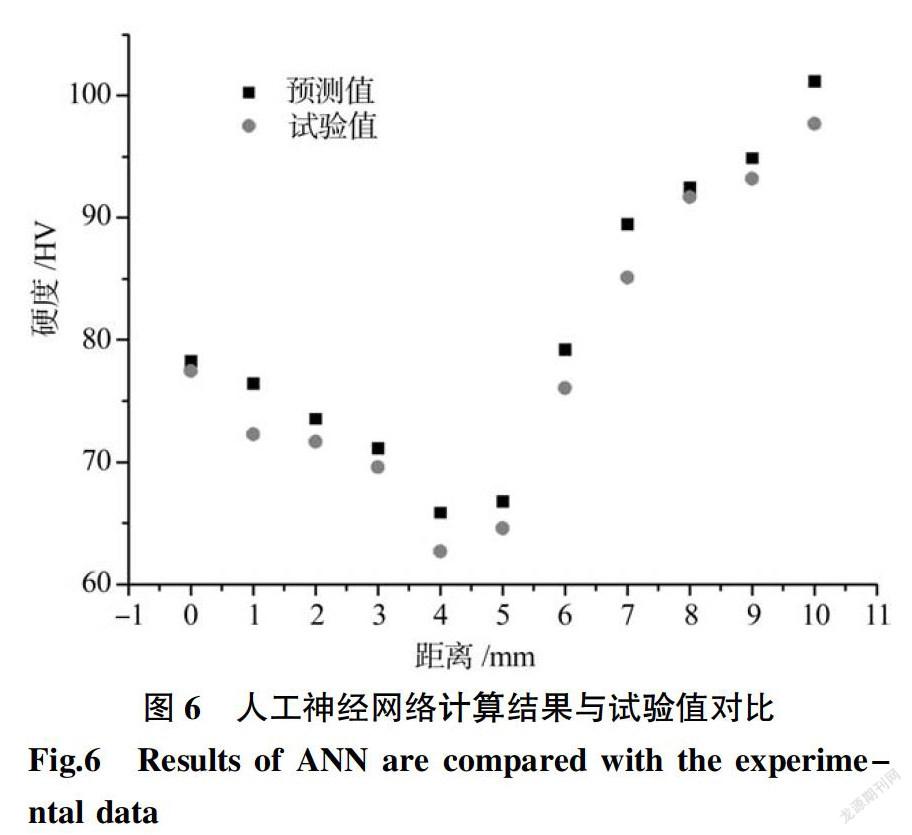
為了進(jìn)一步驗證BP人工神經(jīng)網(wǎng)絡(luò)預(yù)測攪拌摩擦焊接頭硬度的可行性,將試驗工況作為輸入?yún)?shù),即將攪拌頭旋轉(zhuǎn)速度800 r/min、移動速度150 mm/min和距焊縫中心距離0~12 mm作為輸入?yún)?shù)進(jìn)行計算。在此工況下的BP人工神經(jīng)網(wǎng)絡(luò)的輸出參數(shù)和試驗數(shù)據(jù)對比如圖6所示。相對誤差最小為0.87%,最大為5.81%,整體誤差小于10%。
4 結(jié)論
(1)對于以攪拌頭旋轉(zhuǎn)速度、移動速度、距焊縫中心距離為輸入?yún)?shù),接頭硬度為輸出參數(shù)的BP神經(jīng)網(wǎng)絡(luò),3×10×1拓?fù)浣Y(jié)構(gòu)的神經(jīng)網(wǎng)絡(luò)模型為最優(yōu)結(jié)構(gòu)。
(2)BP人工神經(jīng)網(wǎng)絡(luò)能夠快速、準(zhǔn)確地預(yù)測攪拌頭旋轉(zhuǎn)速度、移動速度不同時接頭不同位置的硬度。
(3)歸一化問題避免了BP神經(jīng)網(wǎng)絡(luò),輸入?yún)?shù)量綱不統(tǒng)一的情況下產(chǎn)生的奇異性問題。但由此也限制了預(yù)測工況不能超過訓(xùn)練數(shù)據(jù)極值。
參考文獻(xiàn):
[1] 徐效東,楊新岐,吳鐵,等. 鋁合金攪拌摩擦焊搭接接頭工藝及組織性能研究[J]. 熱加工工藝,2010,39(15):125129.
[2] 薛鵬,張星星,吳利輝,等. 攪拌摩擦焊接與加工研究進(jìn)展[J]. 金屬學(xué)報,2016,52(10):1222-1238.
[3] Darras B M,Deiab I M,Naser A. Prediction of friction stir processed AZ31 magnesium alloy micro-hardness using artificial neural networks[J]. Advanced Materials Research,2014,1043(6):91-95.
[4] Narendra K S,Parthasarathy K. Identification and control of dynamical systems using neural networks[J]. IEEE Transactions on Neural Networks,1990,1(1):4-27.
[5] Schmidhuber,Jürgen. Deep learning in neural networks:An overview[J]. Neural Networks,2015(61):85-117.
[6] He H,Garcia E A. Learning from Imbalanced Data[J]. IEEE Transactions on Knowledge & Data Engineering,2009,21(9):1263-1284.
[7] Lecun Y,Boser B,Denker J S,et al. Backpropagation Applied to Handwritten Zip Code Recognition[J]. Neural Computation,1989,1(4):541-551.
[8] 王瑫. 攪拌摩擦焊工藝參數(shù)對6061-T6時效硬化鋁合金顯微組織及性能的影響[D]. 山東:山東大學(xué),2018.
[9] Shojaeefard M H,Behnagh R A,Akbari M,et al. Modelling and Pareto optimization of mechanical properties of friction stir welded AA7075/AA5083 butt joints using neural network and particle swarm algorithm[J]. Materials & Design,2013(44):190-198.
[10] 周開利,康耀紅. 神經(jīng)網(wǎng)絡(luò)模型及其MATLAB仿真程序設(shè)計[M]. 北京:清華大學(xué)出版社,2005:69-100.
